Главная
Лабораторная
работа
Изучение
резьбовых соединений
1. Цель работы
Ознакомление
с основными типами резьбовых соединений, с конструктивными формами головок
винтов и гаек, с классификацией способов стопорения
резьбовых деталей.
2.
Теоретические положения
2.1
Основные типы резьбовых соединений
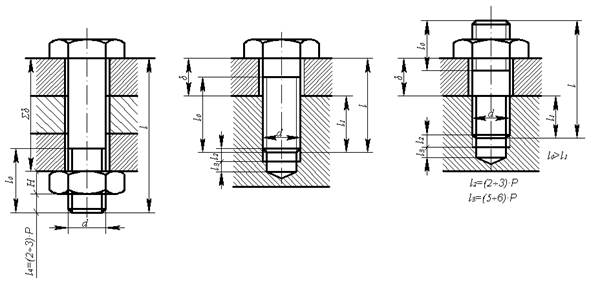
Основными типами
резьбовых соединений являются: соединение винтом с гайкой – болтовое соединение
рис.1,а, соединение винтом, завернутым в резьбовое отверстие – винтовое
соединение рис.1,б, соединение шпилькой рис. 1,в.
а)
б)
в)
Рис.1
В
соединении винтом с гайкой затяжка возможна, если длина ненарезанной
части винта меньше суммарной толщины соединяемых деталей
l – lo<Σ𝛿.
В соединениях винтом или шпилькой рисунок 1б, 1в из
тех же соображений необходимо обеспечить
l – lo<𝛿.
Глубина
завинчивания винтов в тело детали должна находиться в определенных пределах.
Она определяется из условия равнопрочности резьбы и
стержня винта.
Длина стальных винтов должна быть такой,
чтобы обеспечить глубину завинчивания в деталь:
из стали на l1 = (0,8![]() 1)d
1)d
из чугуна
на l1 = (1,35![]() 1,5)d
1,5)d
из бронзы
на l1 = (1,2![]() 1,3)d
1,3)d
из
силумина l1 = (1,4![]() 2,0)d.
2,0)d.
Шпилька завинчивается
в деталь концом, имеющим меньшую длину нарезки. Для того,
чтобы шпилька не вывертывалась при отвинчивании гайки, она должна быть
завернута в деталь до конца нарезки, т.е. до отказа.
Стандартом
предусматриваются шпильки:
l1 = d – для резьбовых отверстий в стальных, бронзовых и
латунных деталях с достаточной пластичностью;
l1 = 1,25d – для резьбовых отверстий в деталях из ковкого и
серого чугуна;
l1 = 2d – для резьбовых отверстий в деталях из легких
сплавов.
Исходя из
приведенных рекомендаций, студент должен
вычертить указанный преподавателем эскиз винтового соединения в натуральную
величину.
Пример.
Вычертить соединение листа толщиной δ=
10 мм с корпусной деталью из чугуна, выполненное винтом М10 по ГОСТ 17473 – 72.
Необходимая
длина винта (рис.2)
По ГОСТ для
данного винта длина винта l = 20![]() 80 мм.
80 мм.
Из ряда
длин принимаем l =
Для этого
случая резьба нарезана у винта до головки. Глубина завинчивания
l1 = l-δ=25-10=15
мм.
Глубина
нарезки в отверстии равна
l1 + l2,
где l2 – длина свободного участка резьбы под торцем винта,
l2=(2 –
3)Р,
где Р – шаг резьбы, мм.
По ГОСТу
для М10 шаг резьбы Р=1,5мм.
l1 + l2=15+2∙1,5=18 мм.
Глубина
сверления равна
l1 + l2+ l3, Глубина нарезки в отверстии равна
l1 + l2,
где l2 – длина свободного участка резьбы под торцем винта,
l2=(2 –
3)Р,
где Р – шаг резьбы, мм.
По ГОСТу
для М10 шаг резьбы Р=1,5мм.
l1 + l2=15+2∙1,5=18 мм.
Глубина
сверления равна
l1 + l2+ l3,
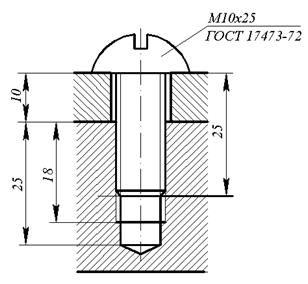
Рис.2
где l3 –
расстояние от последних полных витков резьбы до днища отверстия, l3=(5![]() 6)∙Р.
6)∙Р.
l1 + l2+ l3=18+5∙1,5=25 мм.
Все винты
по форме их головок можно разделить на три группы:
а) захватываемые инструментом снаружи;
б) захватываемые изнутри и с торца;
в) с
головками, препятствующими повороту.
Головки с наружным захватом обеспечивают наибольшую
силу затяжки, но требуют много места для ключа. Широкое распространение
получили шестигранные головки, которые требуют относительно небольшого поворота
ключа до перехвата за следующие грани (на 1/6, а при соответствующей конструкции ключа на 1/12
оборота) и имеют достаточную ширину последних для передачи необходимого момента завинчивания.
В условиях частого завинчивания и отвинчивания
и при наличии свободного пространства для поворота ключа на значительный угол
применяют квадратные головки, которые при тех же габаритах имеют более широкие
грани, что обеспечивает передачу больших моментов затяжки.
Различают
три типа шестигранных головок болтов (гаек):
- болты с
облегченной головкой (облегченные гайки) рис.3-I;
- болты с
нормальной головкой (нормальные гайки) рис.3-II;
- болты с
увеличенной головкой (увеличенные гайки) рис.3-III.
В машиностроении наблюдается тенденция
применять облегченные головки болтов и гаек, так как при достаточной прочности
они обладают малыми радиальными габаритами и небольшой массой, и позволяют
создать более компактные конструкции крепежных узлов.
Шестигранные и квадратные головки выполняют для
обычных условий эксплуатации нормальной высоты 0,7d (где d – наружный
диаметр резьбы). Для работы с частым завинчиванием и отвинчиванием применяют
головки увеличенной высоты, а при стесненных по высоте габаритах и редком
завинчивании и отвинчивании – пониженной высоты, до 0,5d.
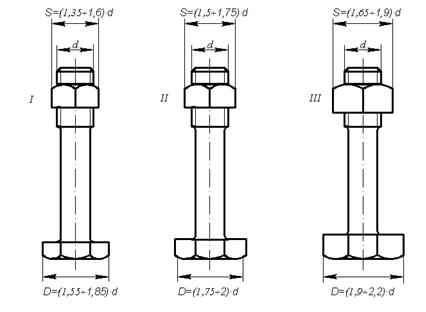
Рис.3
В условиях стесненных габаритов применяют винты
с головками, имеющими на наружной поверхности шлицы треугольного профиля.
Шлицевые головки требуют специальных торцевых ключей и поэтому имеют
ограниченное распространение (например, в авиационных двигателях).
Головка с внутренним и торцевым захватом можно
утапливать в углублениях на деталях, что представляет большие преимущества с
точки зрения внешнего вида, габаритов и удобства обтирки машины. Такие головки
в зависимости от формы применяемого инструмента выполняют:
- с
внутренним шестигранником;
- с шлицами под обычную отвертку;
- с
крестообразным шлицем под специальную отвертку.
Преимуществом винтов с внутренним
шестигранником является то, что максимальный момент затяжки из условия смятия
граней меньше момента, определенного из условия прочности винтов, и поэтому их
нельзя повредить при затягивании. Кроме того, эти винты обеспечивают красивый
внешний вид, обслуживаются простыми ключами в виде изогнутого под прямым углом
прутка шестигранного сечения.
Головки с
крестовым шлицем более совершенны, так как крестообразный шлиц лучше
сопротивляется обмятию. Они находят применение в
машинах массового выпуска.
Головки с
внутренним и торцевым захватом по внешней форме выполняют цилиндрическими,
полукруглыми и коническими.
Основное
применение имеют винты с цилиндрическими головками. При необходимости
утапливая головки и в случае малой толщины притягиваемых деталей используют
конические головки. Для придания соединению красивой формы при невозможности утапливания головки применяют винты с полукруглыми
головками.
Головки,
препятствующие провороту, можно разделить на:
- головки
специальной формы с выступами или лысками,
препятствующими провороту винта при затяжке;
- круглые
головки с усиком или квадратным подголовком, вызывающими
обмятие детали.
Гайки. Наибольшее
распространение получили шестигранные гайки. Высота нормальных гаек 0,8d. При частом завинчивании и
отвинчивании и больших усилиях затяжки применяют гайки высокие (с высотой 1,2d) и особо высокие (с высотой
1,5d), а при малых
затяжках или в качестве контргаек – гайки уменьшенной высоты (с высотой
(0,5-0,6)d.
Гайки, подлежащие стопорению
с помощью шплинтов, выполняют прорезными или корончатыми.
При относительно малых (для данного номинального диаметра) осевых нагрузках
применяют круглые установочные гайки со шлицами или с отверстиями на торцевой
поверхности.
Гайки, предназначенные для малой затяжки и
частого отворачивания, выполняют в виде барашков или с накаткой. Для
штуцерно-трубных соединений используют накидные гайки.
Несмотря на то, что все крепежные резьбы
удовлетворяют условию самоторможения (β<ρ’
– угол подъема резьбы меньше приведенного угла трения), во всех
резьбовых соединениях должно предусматриваться Стопорение
крепежных деталей от самопроизвольного отворачивания вследствие вибраций,
толчков и ударов.
2.2
Исследование способов стопорения резьбовых
соединений
В технике используют много способов стопорения крепежных деталей, однако все они могут быть
разбиты на три группы:
1. Стопорение
наглухо, которое может быть разделено на стопорение приваркой и стопорение
пластическим деформированием. Оба способа достаточно надежны, но требуют
разрушения крепежных деталей при демонтаже.
2. Стопорение
дополнительным трением. Этот вид стопорения основан
на создании дополнительных сил трения, сохраняющихся при снятии с винта внешней
осевой нагрузки. Наиболее старым способом этого вида стопорения
является контргайка, т.е. вторая гайка. В этом случае, вследствие взаимной
затяжки гаек, силы трения в резьбе сохраняются даже при разгрузке винта.
Широкое применение получили пружинные шайбы,
обеспечивающие благодаря упругости сохранение сил трения в резьбе при колебаниях
осевой нагрузки. В конструкциях, подверженных относительно спокойной нагрузке,
применяют стопорение резьбы посредством специальных
гаек с прорезью, которые после затяжки деформируются.
Преимуществом стопорения
дополнительным трением является возможность фиксировать крепежные детали в
любом положении.
3. Стопорение
специальными деталями. Основными средствами стопорения
этого типа служат шплинты и стопорные шайбы с усиками. Широко применяется стопорение фигурными накладками и проволокой.
3.
Порядок выполнения работы
При
выполнении лабораторной работы необходимо:
-
рассчитать и вычертить резьбовое соединение, указанное преподавателем;
-
ознакомиться со способами стопорения резьбовых соединений, на указанных
преподавателем реальных образцах (КПП, задний мост, ДВС и т.п.), определить вид
способа стопорения.
4. Содержание и
оформление отчета
4.1 Титульный лист.
4.2 Цель работы.
4.3 Основные соотношения резьбы для заданного
варианта:
- вычертить соединение ……
4.4 Эскиз рассчитанного резьбового соединения
4.5 Анализ способов стопорения
резьбовых соединений:
|
Объект исследования |
Способ стопорения |
|
1. КПП автомобиля КАМАЗ |
|
|
2. Дифференциал автомобиля ГАЗ-53 |
|
|
3. Механизм рулевого управления автобуса ЛИАЗ |
|
4.6 Выводы
4.7. Оформить протокол работы, в котором указать цель
работы, результаты измерений и вычислений, выводы.
Выводы не должны ограничиваться сообщением о том, что
работа проделана. Выводы должны показать, какие новые знания получены Вами при выполнении лабораторной работы
5. Варианты заданий
|
Толщина δ
или Σδ (мм) Соединение |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
5 |
10 |
15 |
20 |
25 |
30 |
35 |
40 |
||
|
а |
Винтом М10 ГОСТ 1491-72 |
+ |
+ |
+ |
+ |
|
|
|
|
|
б |
Винтом М16 ГОСТ 1491-72 |
+ |
+ |
+ |
+ |
+ |
+ |
|
|
|
в |
Винтом М18 ГОСТ 17473-72 |
+ |
+ |
+ |
|
|
|
|
|
|
г |
Винтом М12 ГОСТ 17473-72 |
+ |
+ |
+ |
+ |
|
|
|
|
|
д |
Винтом М10 ГОСТ 17473-72 |
|
+ |
+ |
+ |
|
|
|
|
|
е |
Болтом М8 7798-70 |
|
|
+ |
+ |
+ |
+ |
|
|
|
ж |
Болтом М10 7798-70 |
|
|
+ |
+ |
+ |
+ |
+ |
+ |
|
з |
Болтом М12 7798-70 |
|
|
|
+ |
+ |
+ |
+ |
+ |
|
и |
Шпилькой М8 |
|
+ |
+ |
+ |
+ |
+ |
|
|
|
к |
Шпилькой М10 |
|
+ |
+ |
+ |
+ |
+ |
+ |
|
|
л |
Шпилькой М12 |
|
+ |
+ |
+ |
+ |
+ |
+ |
+ |
Материал: для деталей соединений винтом и шпилькой:
сталь, чугун, бронза, силумин.
6.
Вопросы для самоконтроля
1.
Как подобрать необходимую длину винта?
2.
Какие существуют формы головок винтов?
3.
Какие существуют способы стопорения крепежных деталей?
Как их можно классифицировать?
4.
Какие существуют типы шестигранных головок?
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов