Главная
Раздел 4. Неразъемные соединения (сварные, паяные, клеевые
соединения).
Содержание
Из истории сварки. Виды сварки.
Механизированная и
автоматическая дуговая сварка
Дуговая сварка неплавящимся
электродом в инертных газах
Некоторые специальные виды
сварки
Достоинства и недостатки сварных
соединений по сравнению с заклепочными (или литыми деталями)
Классификация и разновидности
сварных соединений (швов)
Расчет сварных соединений на
прочность
Расчет сварных стыковых соединений
Расчет сварных соединений
внахлестку
Расчет сварных соединений
контактной сварки
Расчет сварных соединений
точечной сварки
Сварные
соединения при переменных нагрузках
Порядок расчета сварных соединений
Рекомендации по
конструированию сварных соединений встык и внахлест
Условные изображения и обозначения
сварных швов
Написание технических
требований на чертежах сварных конструкций
Задачи для самостоятельного
решения
Соединения деталей машин
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные связи. Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные связи). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижные связи).
Наличие подвижных связей в машине обусловлено ее кинематической схемой. Неподвижные связи обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т. п.
Соединение деталей – конструктивное обеспечение их контакта с целью
кинематического и силового взаимодействия либо для образования из них частей
(деталей, сборочных единиц) механизмов, машин и приборов.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные, сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование).
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей. К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на плоское, цилиндрическое, коническое, сферическое, винтовое и т.д.
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Так, например, опытом эксплуатации отечественных и зарубежных самолетов установлено, что долговечность фюзеляжа определяется прежде всего усталостными разрушениями, из которых до 85% приходится на резьбовые и заклепочные соединения. Отметим, также, что в конструкциях тяжелых широкофюзеляжных самолетов (например, ИЛ-96, АН-124) насчитывается до 700 тыс. болтов и до 1,5 млн заклепок.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
Основным критерием работоспособности и расчета соединений является прочность. Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Наличие соединения, которое обладает прочностью, составляющей, например, 0,8 от прочности самих деталей, свидетельствует о том, что 20% нагрузочной способности этих деталей или соответствующая часть металла конструкции не используется.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т.е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
1) сильного сжатия достаточно качественно обработанных поверхностей;
2) введения прокладок из легко деформируемого материала.
При этом рабочее удельное давление q в плоскости стыка должно лежать в пределах q = (1,5…4)p, p – внутренне давление жидкости в сосуде.
Экспериментальные
исследования показали, что жесткость соединения во много раз меньше
жесткости соединяемых элементов, а поскольку жесткость системы всегда
меньше жесткости наименее жесткого элемента, то именно жесткость соединения
определяет жесткость системы.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т. п. Например, соединение труб болтами требует образования фланцев, сверления отверстий под винты, установку самих винтов с гайками и шайбами. Соединение труб сваркой встык не требует никаких дополнительных элементов. Оно в наибольшей степени приближает составное изделие к целому. С этих позиций соединение болтами может быть оправдано только разъемностью.
Выбор типа соединения определяет инженер.
Сварные соединения
Из истории сварки. Виды сварки.
Возникновение сварки относится к IV веку до н. э. Тогда трипольские племена, обитавшие на территории Западной Украины, Молдавии и Румынии, выполняли кузнечную сварку меди, а в II веке до н. э. – бронзы.
В 1802 году академик Петров В. В. открыл явление электрической дуги, но использована она была в сварочном производстве спустя 80 лет. Только в 1882 году русский изобретатель Бернандос Н. Н. применил электрическую дугу для сварки. Он изобрел также точечную контактную сварку.
В 1888 году русский инженер Славянов Н. Г. предложил выполнять дуговую сварку металлическим электродом. Он впервые в мире создал электросварочный аппарат.
С 1930 года в нашей стране сварку стали применять в большом объеме не только при ремонте, но и при производстве новых машиностроительных и строительных конструкций. Осуществлялось интенсивное внедрение сварки в производство, литые детали и клепаные конструкции частично или полностью начали заменяться сварными.
Институт сварки им. Патона Е. О. с 1940 года начал активное внедрение в производство механизированной сварки под флюсом. Наряду со сваркой в производстве широко применяются различные методы наплавки, наварки и пайки металлов.
Сварка —
это
технологический процесс получения неразъемного соединения металлических или
неметаллических деталей с применением нагрева (до пластического или
расплавленного состояния), выполненного таким
образом, чтобы место соединения по механическим свойствам и своему составу по
возможности не отличалось от основного материала детали.
Процессы сварки целесообразно рассматривать с
трех основных точек зрения: конструктивной, технологической и по природе самих
процессов.
С конструктивной
точки зрения сварка представляет собой процессы создания неразъемных соединений
металлических деталей. Сварные соединения необходимо рассматривать как элементы
конструкций.
С технологической
точки зрения сварка является важнейшими операциями процесса сборки
металлических деталей в узлы и целые конструкции.
По
природе процессов сварка
является сложными металлургическими, разнообразными по форме процессами.
Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологический процесс, снижая трудоемкость и уменьшая вес изделия. Известно около 70 способов сварки. В соответствии с традиционной классификацией они делятся на две большие группы: сварка плавлением и сварка давлением.
При сварке плавлением металл нагревается в зоне сварки до жидкого состояния. К этому виду относятся дуговая, плазменная, лазерная, электрошлаковая, электронно-лучевая, ионно-лучевая, индукционная, газовая, термитная, литейная и др.
Для сварки давлением обязательным условием является наличие внешних сжимающих усилий. Это контактная, диффузионная, термокомпрессорная, дугопрессовая, шлакопрессовая, газопрессовая, трением, взрывом, холодная, магнито-импульсная и другие способы сварки.
При соединении деталей с помощью сварки плавлением к расплавляемой области подводят присадочный материал, который заполняет свариваемое место (рис. 1). Затвердевший после сварки металл, соединяющий сваренные детали, называют сварным швом. Формирование сварочного шва сопровождается частичным оплавлением поверхностей деталей, участвующих в образовании сварного соединения. Поверхности свариваемых деталей, подвергающиеся частичному оплавлению при формировании сварчного шва и участвующие в образовании соединения, называются свариваемыми кромками.
В зависимости от вида источника энергии различают термический, термомеханический и механический классы сварки.
Основные
виды электросварки — дуговая, газовая
и контактная.
Дуговая сварка - наиболее распространенный вид. Применяется везде, где есть источники электроэнергии.
Разновидности дуговой сварки:
- ручная сварка; этот метод сварки отличается низкой производительностью, но легко доступен для применения;
- полуавтоматическая сварка под слоем флюса; применяется для конструкций с короткими прерывистыми швами;
-
автоматическая сварка под слоем флюса; этот метод сварки высокопроизводителен
и экономичен, дает хорошее качество шва, применяется в крупносерийном и
массовом производстве.
Газовая сварка применяется в основном там, где нет источников электроэнергии, например, при ремонте в полевых условиях.
При газовой сварке свариваемый и присадочный металлы расплавляют в пламени, получающемся при сгорании какого-либо горючего газа (чаще всего – ацетилена) в смеси с кислородом.
Газовую сварку осуществляют и без применения присадочного материала, где формирование шва проводят за счет расплавления кромок основного металла (соединения - стыковое с отбортовкой и угловое).
Эту сварку
применяют в основном при ремонтных работах, при заварке дефектов чугунного
литья, при сварке тонколистовых конструкций из малоуглеродистых сталей
(толщиной до
По сравнению с электродуговой сваркой, газовая сварка - процесс малопроизводительный.
Недостатки: прочностные качества сварных соединений на сталях и алюминии невысоки, и также возникают значительные деформации свариваемых деталей.
Контактная сварка применяется в
серийном и массовом производстве при нахлесточном соединении тонкого листового металла
(точечная, роликовая) или при стыковом соединении круглого и полосового
(стыковая сварка).
Для образования соединения на специальных контактных машинах стык разогревают электрическим током или силами трения до пластичного состояния металла и сдавливают.
Например, на долю стыковых соединений контактной сварки приходится более половины выпуска сварного режущего инструмента, где режущая (рабочая) часть из качественной быстрорежущей стали приварена силами трения и сжатия к хвостовой части из углеродистой или легированной стали меньшего качества (более дешевой).
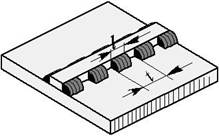
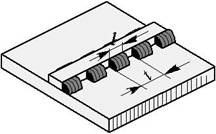
Контактную точечную и шовную сварку применяют для соединения деталей из тонкого (δ≤3мм) листового материала. При точечной сварке листы нагревают и сдавливают электродами 1 (рис.1.1), при шовной – роликами 2 (рис.1.2).
При контактной сварке (сварка давлением) присадочный
материал не применяют. Контактная сварка основана на использовании тепла, выделяющегося
в месте соприкосновения свариваемых деталей (например, при прохождении через
них электрического тока). Сварка производится с применением механического
давления, под действием которого детали, предварительно нагретые в месте
соединения (контакта) до пластического состояния или оплавления, образуют
сварной шов.
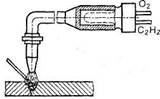
Рис. 1. Получение сварного шва газовой
сваркой
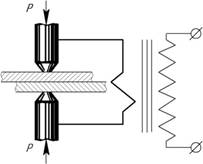
Рис.1.1. Точечная
сварка
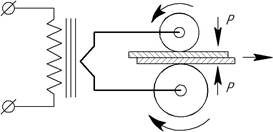
Рис.1.2. Шовная
(роликовая) сварка
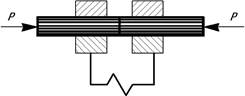
Рис.1.3. Стыковая сварка
Технологические
процессы различных способов сварки и область их применения рассматриваются в
курсе «Технология металлов и конструкционные материалы».
Выбор способа сварки определяется следующими факторами:
- маркой свариваемого материала;
- требуемыми свойствами сварного соединения;
- конструкцией сборочной единицы.
Необходимо принимать во внимание и дополнительные факторы, влияющие на выбор способа сварки (например, общий объем сварки в изделии, серийность и стоимость процесса сварки), и рассматривать их с учетом конкретных условий производства сварной конструкции.
Сварным соединением называют неразъемное соединение деталей с помощью сварных
швов. Если в заклепочном
соединении соединяющим элементом является заклепка, то в сварных -
расплавленный металл, создающий при остывании неразъемное соединение,
то есть такое, которые не может быть разобрано без повреждения деталей.
Сварные соединения лучше других приближают составные
детали к целым и позволяют изготавливать детали неограниченных размеров.
Прочность сварных соединений при статических и ударных нагрузках доведена до
прочности деталей из целого металла. Освоена сварка всех конструкционных
сталей, включая высоколегированные, цветных сплавов и
пластмасс.
Масса
сварных конструкций при тех же габаритах значительно меньше клепаных (на 15%).
Экономия металла достигается за счет использования полной площади сечения, а
также возможности более рационального конструирования (например, применения
стыковых соединений в тех случаях, когда при заклепочном соединении приходится
применять накладки).
Стандарты, регламентирующие основные типы, конструктивные элементы, размеры и условные обозначения сварных соединений, даны в таблице 1.
Таблица 1
|
ГОСТ |
Наименование |
|
5264-80 |
Ручная дуговая сварка. Соединения сварные |
|
8713-79 |
Сварка под флюсом. Соединения сварные |
|
11533-75 |
Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами |
|
11534-75 |
Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами |
|
14771-76 |
Дуговая сварка в защитном газе. Соединения сварные |
|
14776-79 |
Дуговая сварка. Соединения сварные |
|
14806-80 |
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные |
|
15164-78 |
Электрошлаковая сварка. Соединения сварные |
|
15878-79 |
Контактная сварка. Соединения сварные |
|
16038-80 |
Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава |
|
16310-80 |
Соединения сварные из полиэтилена, полипропилена и винипласта |
|
23518-79 |
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами |
|
23792-79 |
Соединения контактные, электрические, сварные |
Ручная дуговая сварка
Схема ручной дуговой сварки покрытым электродом приведена на рис.2. На ней обозначены: 1 – хвостовик электрода; 2 – электродное покрытие; 3 – дуга; 4 – капля, переходящая с конца электрода в сварочную ванну; 5 – свариваемый металл; 6 – жидкий шлак; 7 – сварочная ванна; 8 – газопаровая оболочка; 9 – затвердевший шлак; 10 – шов.
Рис.2
Для выполнения сварочной операции металл в зоне сварки
нагревается и расплавляется под действием теплоты дуги, горящей между
электродом и основным металлом. В результате развивается эмиссия электронов и
ионизация газов и паров в промежутке между электродом и основным металлом, загорается
дуга. Материал электрода, расплавленный дугой, заполняет стык соединяемых
элементов. После остывания расплавленного металла образуется сварной шов. Для
защиты плавящегося металла от попадания вредных веществ из воздуха на
поверхность электрода наносится толстая защитная обмазка, выделяющая при
плавлении электрода большое количество шлака и газов. Так как шлак имеет
меньшую плотность, чем металл, он всплывает на поверхность сварочной ванны и
изолирует металл от окружающей среды.
Технология сварки. Технологический процесс ручной дуговой сварки состоит из следующих операций:
– обработка свариваемых кромок;
– очистка поверхностей свариваемых заготовок;
– сборка и прихватка;
– сварка;
– правка;
– очистка швов от шлака закристаллизовавшихся брызг металла;
– контроль качества сварной конструкции.
Для выполнения сварочной операции возбуждают дугу прикасанием свободным от покрытия торцом электрода к основному металлу, а прерывают дугу – отрывом от него.
При ручной дуговой сварке швы накладываются во всех пространственных положениях – нижнем, вертикальном, потолочном. Наиболее высокое качество швов получается в нижнем положении.
Выбор режима сварки заключается в определении диаметра электрода и силы сварочного тока и зависит от толщины свариваемых элементов.
Сварочные электроды. Электрод для ручной дуговой сварки – это металлический стержень, на который нанесено покрытие. Как отмечалось ранее, при воздействии теплоты дуги компоненты покрытия электрода расплавляются, образуя жидкие шлаки и газы.
Государственным стандартом электроды подразделяются на классы: У – для сварки углеродистых и низколегированных сталей; Л – для сварки легированных конструкционных сталей; Т – для сварки легированных теплоустойчивых сталей; В – для сварки высоколегированных сталей с особыми свойствами.
Стандартом установлены следующие типы электродов: Э38, Э42, Э46 и Э50, Э55 и Э60 – для сварки углеродистых и низколегированных конструкционных сталей; Э42А, Э46А и Э50А – для сварки углеродистых и низколегированных конструкционных сталей, если к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости; Э70, Э85, Э100, Э125, Э150 – для сварки легированных конструкционных сталей повышенной прочности. В марках электродов число после буквы Э обозначает предел прочности наваренного металла, кгс/мм2 (1кгс/мм2 = 10 МПа), буква А указывает на то, что материал электрода – высококачественная сталь. Выбор электрода для сварки конкретной стали осуществляется с учетом требуемых химического состава и механических свойств металла шва, технологических и других характеристик электродов, а также специфики производства.
Сварочное оборудование. Ручную сварку выполняют на постоянном и переменном токах. При сварке на переменном токе потребляется меньше электроэнергии, источники переменного тока имеют более простую конструкцию, они долговечнее и надежнее. Однако при постоянном токе устойчивее горит дуга.
Для понижения напряжения в сети применяются трансформаторы. Питание электрической дуги выпрямленным током осуществляется различными сварочными выпрямителями. При сварке тонких деталей применяются специальные преобразователи с электронным блоком управления, которые обеспечивают хорошую стабилизацию тока.
Применение. Ручная дуговая сварка в основном применяется при монтажных и ремонтных работах, а также в единичном и мелкосерийном производствах. На предприятиях железнодорожного транспорта с применением ручной дуговой сварки выполняется более половины всего объема сварочных работ. Этим способом заваривают трещины и другие дефекты, наваривают изношенные поверхности деталей подвижного состава.
Преимущества. При ручной дуговой сварке можно накладывать швы в любом пространственном положении; выполняются сварные соединения всех типов; применяемое оборудование отличается простотой, надежностью и небольшими габаритами.
Недостатки. Низкая производительность; невысокое качество швов; автоматически не регулируется сила сварочного тока.
Механизированная и автоматическая дуговая сварка
Механизированная (или полуавтоматическая) сварка – это дуговая сварка, при которой подача плавящегося электрода и перемещение дуги относительно изделия выполняются с использованием механизмов. С ее помощью выполняют любые сварные соединения: стыковые, угловые, тавровые, нахлесточные и др.
Автоматической называют дуговую сварку, при которой возбуждение дуги, подача электрода и перемещение дуги относительно изделия выполняются механизмами без непосредственного участия человека, в том числе и по заданной программе.
На рис.3 приведена схема образования сварного соединения при рассматриваемых видах сварки. На ней обозначены: 1 – электродная проволока; 2 – сопло (насадка); 3 – токоподводящий наконечник; 4 – газ (флюс); 5 – дуга; 6 – затвердевший шлак; 7 – шов; 8 – сварочная ванна; 9 – основной (свариваемый) металл.
Рис.3
При механизированной и автоматической сварке образование сварного соединения происходит следующим образом. Теплотой дуги электрод и основной металл расплавляются, капли расплавленного металла с конца электрода попадают в сварочную ванну, где перемешиваются с расплавленным основным металлом. Жидкий металл сварочной ванны подвергается металлургической обработке за счет использования газа или флюса (в этом состоит отличие от ручной дуговой сварки). То есть он раскисляется и легируется. При передвижении дуги вдоль свариваемых кромок перемещается и сварочная ванна. В ее хвостовой части металл охлаждается, кристаллизуется и образуется сварное соединение.
Различают следующие виды механизированной (автоматической) сварки.
1. В углекислом газе и его смесях с кислородом сваривают низко- и среднеуглеродистые, а также низколегированные стали. В углекислом газе сваривают стали толщиной до 40, а в смесях газов – до 80 мм. Защита смесью газов улучшает технологические и металлургические характеристики процесса сварки. Расход углекислого газа зависит от мощности дуги, вылета электрода, воздушных потоков в помещении, где выполняется сварка.
2. В инертных газах (аргоне или гелии) можно сваривать алюминий, магний, титан и их сплавы. Свариваются низко- и среднеуглеродистые, низко-, средне- и высоколегированные конструкционные стали. Использование названных газов целесообразно, так как аргон имеет плотность почти в 1,5 раза большую, чем воздух, а гелий – значительно меньшую, чем воздух и аргон. Кроме того аргон и гелий не образуют химических соединений с металлами, поэтому в этих газах можно сваривать любые металлы и сплавы.
3. Под флюсом свариваются низко- и среднеуглеродистые, низко-, средне- и высоколегированные стали, чугун, титан, медь, алюминий и их сплавы.
Флюс – порошкообразный материал, который при сварке выполняет такие же функции, как покрытие электрода при ручной дуговой сварке. Основой флюса является силикат марганца SiO2∙MnO. Флюсы в зависимости от способа изготовления бывают двух видов: плавленые и неплавленые. Плавленые получают сплавлением исходных компонентов в печах. К неплавленым относятся керамические и спеченные флюсы. Керамические флюсы изготавливаются из порошкообразных материалов, соединяемых в зерна клеящими веществами, например жидким стеклом. Спеченные флюсы получают спеканием исходных порошкообразных материалов при высоких температурах с последующим дроблением частиц до заданных размеров.
Во время сварки часть флюса расплавляется, а после затвердения образует шлаковую корку. Нерасплавленная часть флюса после просева используется повторно.
4. Порошковыми проволоками сваривают низкоуглеродистые и низколегированные стали, а специальными порошковыми проволоками – некоторые высоколегированные, в частности, нержавеющие стали, сплавы меди. Ими можно сваривать стали толщиной до 40 мм. Порошковые проволоки представляют собой металлическую оболочку, заполненную шихтой. Их некоторые поперечные сечения показаны на рис.4: a) трубчатое, б) трубчатое с захлёсткой, в) и г) – сложные сечения.
Рис.4
Наиболее простая по конструкции – порошковая проволока
трубчатого поперечного сечения. Для увеличения жесткости проволоки, а также
изменения соотношения компонентов материалов оболочки и шихты применяются
проволоки, у которых во внутреннюю полость отогнуты кромки металлической
оболочки. Состав металла оболочки выбирается в зависимости от свариваемого
металла. В шихту порошковой проволоки вводят компоненты, которые могут
выполнять следующие функции:
– защиту расплавленного металла от взаимодействия с кислородом и азотом воздуха;
– раскисление и легирование
расплавленного металла;
– стабилизацию горения дуги;
– улучшение формирования шва.
Применяют три вида порошковых электродных проволок: самозащитные, для сварки в углекислом газе, для сварки под флюсом. Наиболее высокой технологичностью отличается сварка самозащитными порошковыми проволоками, так как отпадает необходимость в применении защитных газов и флюсов.
Сварочное оборудование. Для механизированной и автоматической сварки применяются соответственно полуавтоматы и автоматы, комплектуемые источниками тока для питания дуги.
Автоматы выполняют следующие функции: возбуждение дуги и автоматическое регулирование процесса сварки; механизированную подачу электродной проволоки со скоростью, равной скорости плавления; механизированное передвижение дуги относительно свариваемых кромок; подачу флюса или газа в зону дуги.
Автомат состоит из двух основных устройств: трактора или самоходной головки и аппаратуры управления. Автоматы для сварки в защитных газах, кроме того, имеют газовую аппаратуру, которая включает газовый редуктор, баллон с углекислотой, подогреватель газа и осушитель, предназначенный для очистки газа от влаги.
Трактор выполняет подачу электродной проволоки, а
также подводит ток к месту сварки. В механизме подачи автоматов и полуавтоматов
для сварки электродными проволоками обычно имеются два подающих ролика, один из
которых ведущий, а другой прижимной, между этими роликами зажимается
электродная проволока. Она сматывается с кассеты, проталкивается через шланг и
через токопроводящее устройство подается в зону дуги.
У трактора для сварки под флюсом имеются системы подачи и уборки флюса, а у трактора для сварки в защитных газах – специальная газоэлектрическая горелка, которая предназначена для направления в зону электродной проволоки, подвода к ней сварочного тока и подачи защитного газа в зону дуги. При сварке под флюсом вместо горелки применяется держатель, на котором закреплен бункер для подачи флюса.
Применение механизированной и автоматической дуговой сварки. Механизированной сваркой можно накладывать не только прямолинейные, но и криволинейные швы, а также швы небольшой длины в труднодоступных местах. Сваривают металл малой и средней толщины. Эти виды сварки применяются при различных работах, в том числе и ремонтных. При серийном производстве прямолинейные и кольцевые сварные швы длиной более 300 –500 мм целесообразно выполнять автоматической сваркой.
В транспортном машиностроении механизированная и автоматическая дуговая сварка применяются при производстве вагонов и локомотивов. Хребтовые балки сваривают на поточных механизированных линиях автоматами под флюсом. Рамы вагонов сваривают автоматами сваркой в углекислом газе на специально оборудованных кантователях. В тракторном и сельскохозяйственном машиностроении сваркой в углекислом газе выполняется до 75% всех сварочных работ.
Автоматическая сварка под флюсом и в углекислом газе широко применяются в трубном производстве для изготовления прямошовных и спиралешовных труб большого диаметра.
Механизированная сварка под флюсом, в углекислом газе и порошковыми проволоками широко применяется при строительстве доменных печей, резервуаров для хранения нефтепродуктов, при строительстве мостов, в судостроении и т. д.
Дуговая сварка неплавящимся электродом в инертных газах
Схема дуговой сварки неплавящимся электродом в инертном газе показана на рис.5. На ней обозначены: 1 – основной металл; 2 – присадочный металл; 3 – держатель электродов; 4 – сопло; 5 – неплавящийся электрод; 6 – струя газа; 7 – дуга; 8 – шов; 9 – сварочная ванна.
Рис.5
В зоне сварки осуществляется нагрев основного и присадочного материала до жидкого состояния теплотой электрической дуги, горящей между неплавящимся электродом и основным металлом. В сварочной ванне основной и присадочный металлы перемешиваются и взаимно растворяются. Расплавленный металл в зоне сварки защищен инертным газом от взаимодействия с окружающей средой. При этом виде сварки используют один из двух способов: обдув зоны сварки инертным газом, подаваемым из горелки, либо сварка в камере с контролируемой атмосферой. Инертный газ защищает не только дугу и расплавленный металл сварочной ванны, но и нагретый выше 300 – 400 °С металл шва.
Неплавящиеся электроды для сварки в инертных газах изготавливают из чистого вольфрама (ЭВЧ), а также вольфрама с иттрием (ЭВИ-1) и с лантаном (ЭВЛ). В последнее время изготовлены электроды из титана с включением редкоземельных металлов. Такие электроды могут выдерживать температуру до 3200 °С.
Присадочный материал. Детали толщиной до 2 мм обычно сваривают без присадочного металла. При толщине более 2 мм в дугу подается присадочная проволока. Химический состав присадочного материала должен быть близок к составу основного металла.
Инертные газы. Для защиты расплавленного металла, а также нагретого, находящегося в твердом состоянии, от взаимодействия с газами окружающего воздуха используются инертные газы – аргон, гелий и их смеси. Эти газы поставляют в стальных баллонах емкостью 40 литров под давлением 14,7 МПа. В производстве особо ответственных конструкций инертный газ подвергается дополнительной очистке от влаги, кислорода и азота.
Применение. В инертных газах можно сваривать любые конструкционные металлы и сплавы. Однако инертные газы дороже и дефицитнее активных, поэтому их применяют в основном для сварки химически активных металлов – магния, алюминия, титана, цинка, тантала, молибдена и др., а также высокопрочных сталей и сплавов с особыми свойствами.
В инертных газах, как правило, сваривают ответственные конструкции. Этот способ используется для сварки химически активных и тугоплавких металлов и сплавов в авиационном, космическом, энергетическом и химическом машиностроении, а также в приборостроении. В инертных газах сваривают высокопрочные, коррозионно-стойкие и жаропрочные стали в судостроении, производстве железнодорожного подвижного состава. Изготавливают также резервуары цистерн и другие конструкции, работающие в условиях повышенных температур и сложного нагружения.
Некоторые специальные виды сварки
К специальным условно отнесены следующие виды сварки:
– термический класс: лазерная, электронно-лучевая, плазменная, электрошлаковая, термитная, газовая;
– термомеханический и механический классы: диффузионная, дугопрессовая, газопрессовая, трением, ультразвуковая, взрывом, холодная;
– контактная сварка: точечная, рельефная, шовная стыковая.
Рассмотрим некоторые из них более подробно.
Лазерная сварка. Лазерный луч с помощью оптической системы фокусируется на поверхности материала в световое пятно диаметра 100 мкм. При этом реализуется очень высокая плотность световой мощности и начинается плавление металла. В результате поглощения электромагнитного лазерного излучения металлом в пятне поглощения (световом пятне) образуется сварочная ванна. Мощные лазеры позволяют накладывать непрерывные швы с глубиной проплавления до 20 мм. Ими сваривают не только металлы, но и неметаллические материалы, например стекло, кварц и др. Лазерную сварку можно выполнять на воздухе или в камере с контролируемой атмосферой
С применением лазерной сварки приваривают наконечники к лопастям газовых турбин, закаленные режущие кромки к полотнам металлорежущих пил, соединительные планки к стволам охотничьих ружей, герметизируют корпусы приборов и др.
Преимущества лазерной сварки: швы можно накладывать в труднодоступных местах; отсутствует контакт со свариваемым металлом и поэтому не загрязняются металл сварочной ванны и шов; мала зона термического влияния и поэтому незначительно коробление сварной конструкции.
Плазменная сварка. Металл в зоне сварки нагревается плазмой до расплавления с образованием сварочной ванны. После кристаллизации происходит образование сварного шва.
Плазма – частично или полностью ионизированный газ с высокой концентрацией заряженных частиц, в котором плотности положительных и отрицательных зарядов практически одинаковы. Ионизированные частицы плазмы обладают запасом кинетической и потенциальной энергий. Для создания плазмы применяют различные источники энергии, например, электрический разряд в газах, лазерный луч, процессы горения и взрыва, ядерные реакции. С целью повышения степени ионизации плазма обжимается в канале сопла плазмотрона.
Установка для автоматической плазменной сварки состоит из плазмотрона, самоходной головки, аппаратуры управления, системы газопитания и источника тока. Катоды плазменных горелок изготовляют из вольфрама с присадками лантана, а аноды (сопла) – из меди и латуни. Поскольку в плазме развиваются высокие температуры, электроды (катод и анод) интенсивно охлаждают проточной водой.
Применение. Плазменной сваркой сваривают мембранные элементы, сифоны, термопары, тонкостенные трубы. Она применяется в производстве статоров электродвигателей, кузовов автомобилей, труб, вытяжных каналов двигателей внутреннего сгорания и др.
Преимущества. Нагрев свариваемого металла можно достаточно точно регулировать в широком интервале температур, изменяя форму и размеры сопла, состав и расход газов и т. д. Поэтому весьма стабильны геометрические параметры швов, меньше склонность их к образованию трещин.
В электрошлаковой сварке источником нагрева служит теплота, выделяющаяся при прохождении тока от электрода к изделию через шлаковую ванну. Электрошлаковая сварка предназначена для соединения деталей большой толщины. Толщина свариваемых деталей практически не ограничивается. Электрошлаковая сварка позволяет заменять сложные и тяжелые цельнолитые и цельнокованые конструкции сварными из отдельных простых отливок, поковок и листов, что значительно облегчает и снижает стоимость производства. Эта сварка применима и для чугунных отливок.
Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей и осуществляется несколькими способами. При стыковой контактной сварке через детали пропускают ток, сила которого достигает нескольких тысяч ампер. Основное количество теплоты выделяется в месте стыка, где имеется наибольшее сопротивление; металл в этой зоне разогревается до пластического состояния или даже до поверхностного оплавления. Затем ток выключают, а разогретые детали сдавливают с некоторой силой – происходит сварка металла деталей по всей поверхности стыка. Этот вид сварки рекомендуют применять для стыковых соединений деталей, площадь поперечного сечения которых сравнительно невелика.
Точечная контактная сварка относится к группе контактной сварки, при которой для образования соединения в свариваемый металл вводятся два вида энергии: тепловая и механическая. При точечной, а также рельефной, шовной сварке металл в зоне сварки нагревается до жидкого состояния с большой скоростью, достигающей десятков тысяч градусов в секунду. Затем заготовки прижимаются одна к другой, в результате чего поверхностные выступы сминаются, а зерна металла измельчаются. После выключения сварочного тока металл в зоне сварки охлаждается и кристаллизуется. В результате образуется соединение, называемое сварной точкой. Воздействие внешнего давления и пластическая деформация благоприятно влияют на уплотнение ядра при кристаллизации металла.
Точечная сварка выполняется на машинах переменного, постоянного тока и конденсаторных машинах.
Есть две разновидности точечной сварки: одноточечная и
многоточечная. Многоточечная сварка применяется с целью повышения
производительности труда и уменьшения коробления сварной конструкции.
Выполняют только нахлесточные
соединения заготовок различной конфигурации из листа, прокатных и прессованных
профилей, а также из литых, кованых, обработанных резанием полуфабрикатов.
При шовной контактной сварке узкий непрерывный или прерывистый шов расположен вдоль стыка деталей. Эту сварку выполняют с помощью электродов, имеющих форму дисков, которые катятся в направлении сварки. Точечную и шовную сварку применяют в нахлесточных соединениях преимущественно для листовых деталей толщиной не более 3–4 мм и тонких стержней арматурных сеток. В отличие от точечной шовная сварка образует герметичное соединение.
Применение. Диапазон применения контактной сварки весьма широк – от микроминиатюрных полупроводниковых устройств и пленочных микросхем, до крупных космических аппаратов. Точечная сварка широко применяется в вагоно- и тепловозостроении: выполняют сварку крыш, боковых стен, настила пола цельнометаллических пассажирских вагонов. Стыковая контактная сварка применяется в производстве железнодорожных рельсов для их соединения в плети длиной до 800 м, а также при ремонте деталей подвижного состава.
Все рассмотренные виды контактной сварки высокопроизводительны, их широко применяют в массовом производстве для сварки труб, арматуры, кузовов автомобилей, металлической обшивки железнодорожных вагонов, корпусов самолетов, тонкостенных резервуаров и т. п.
Ультразвуковая сварка. Соединение при этом способе сварки образуется в результате воздействия на свариваемый материал ультразвуком в сочетании с небольшими сдавливающими усилиями. При введении ультразвука окислы и загрязнения, имеющиеся на сопрягаемых поверхностях, разрушаются и удаляются к периферии, а в металле развивается пластическая деформация и нагрев на локальных участках, на которых происходит смятие микровыступов и измельчение зерен металла.
Установка для сварки ультразвуком состоит из высокочастотного генератора электрических колебаний, магнитостриктора, преобразующего высокочастотные электрические колебания в механические, волновода, сварочного наконечника, привода сжатия.
Применение. Ультразвуком в основном сваривают пластичные металлы: алюминий, медь, никель, а также некоторые неметаллические материалы – пластмассы., стекло, полупроводники. Ультразвуком выполняют точечные и шовные нахлесточные соединения. Ультразвуковая сварка применяется в производстве конструкций из тонкого металлического листа в приборостроении и радиотехнике, а также для приварки обшивок к несущим конструкциям летательных аппаратов.
Преимущества. Из-за незначительного нагрева свариваемых деталей невелики деформации конструкции в зоне термического влияния. Возможна сварка разнородных трудносвариваемых металлов; сварка деталей из тонкого листа и фольги; можно приваривать детали малой толщины к толстым; электрическая мощность сварочного оборудования невелика.
Сварка взрывом. Для образования сварного соединения возбуждается взрыв, в результате которого подвижная заготовка перемещается с большой скоростью к неподвижной заготовке, лежащей на опорах. При высокочастотном косом их соударении создается давление, большее предела текучести материала, и поэтому развивается пластическая деформация поверхностных слоев металла. Соударяющиеся заготовки сближаются до межатомных расстояний, и между их хорошо очищенными поверхностями возникают связи, образуется сварное соединение. Сварка выполняется на полигонах, в шахтных выработках, в бетонных и стальных взрывных камерах, а также в специальных вакуумных камерах.
Этим способом сваривают углеродистые стали с нержавеющими сталями и никелевыми сплавами, стали с титаном, алюминий, медь, бронзы и другие металлы и сплавы.
Применение. С применением сварки взрывом изготовляют многослойные плиты больших размеров из разнородных металлов, крупногабаритные тавровые и двутавровые балки, биметаллические трубы и др. Взрывом сваривают контактные провода электрифицированных железных дорог, приваривают к рельсам соединительные проводники автоблокировки. Получает распространение сварка микровзрывом миниатюрных конструкций в радио- и электронной промышленности, точечная сварка слоев фольги.
Преимущества и недостатки. Сварка взрывом характеризуется высокими технико-экономическими показателями, надежностью сварных конструкций. Однако при этом способе возникает сильный шумовой эффект и образование ударной волны.
Холодная сварка. Сварное соединение можно получить не только при нагреве металла, но и при комнатных и отрицательных температурах.
Соединение деталей при холодной сварке получается так.
Если сжать свариваемые детали большим давлением, в зоне их контакта развивается
пластическая деформация, приводящая к разрушению и удалению поверхностных
оксидных и других пленок и измельчению зерен металла. В результате
увеличивается площадь контакта, соединяемые поверхности сближаются до
межатомных расстояний, возникают силы сцепления, приводящие к образованию
сварного соединения. Холодную сварку выполняют на специальных машинах, которые
могут создавать необходимое давление 500–2500 МПа. Иногда для проведения
холодной сварки используются гидравлические и механические прессы со
специальной оснасткой.
Применение. Холодной сваркой соединяют пластичные материалы, в основном, цветные металлы и их сплавы. С ее помощью можно выполнять нахлесточные и стыковые сварные соединения. Этим способом сваривают различные элементы электро- и радиотехнических устройств. Выполняют сварку электроприводов из цветных металлов, корпусов полупроводников и других приборов, а также армируют медью сопрягаемые элементы алюминиевых токоведущих шин.
Преимущества. При холодной сварке в околошовной зоне отсутствуют структурные превращения, которые изменяют электропроводность металла.
Пластмассы сваривают в струе горячего воздуха или горячим металлическим лезвием, токами высокой частоты, ультразвуком.
Наплавка и наварка деталей
Наплавка и наварка – технологические процессы нанесения посредством сварки слоя металла с заданными свойствами и геометрическими параметрами на поверхность изделия. Наплавляются и навариваются слои, имеющие повышенную износостойкость, коррозионную стойкость, жаропрочность и другие свойства.
При наплавке присадочный материал наносится на оплавленную металлическую поверхность изделия. В процессе последующего охлаждения металл кристаллизуется. В результате образуется наплавленный слой, который создается сваркой плавлением.
При наварке твердый присадочный материал, который может быть монолитным или порошковым, соединяется с поверхностью изделия посредством сварки давлением.
Слой, наплавленный за один проход, называется валиком. Наплавка и наварка выполняются на плоские и криволинейные поверхности. Наплавку на плоские поверхности можно выполнять двумя способами: отдельными валиками и челночным способом. Наплавка на криволинейные поверхности тел вращения выполняются четырьмя способами: по образующей, по окружности, по винтовой линии, с поперечными колебаниями дуги.
Наплавку средне- и высокоуглеродистых, средне- и высоколегированных сталей следует выполнять с учетом особенностей их поведения при нагреве и охлаждении. В ряде случаев наплавка этих сталей ведется с предварительным, а иногда с последующим подогревом, а также с термообработкой после наплавки с целью снятия внутренних напряжений. При выборе технологии наплавки или наварки следует учитывать назначение конструкции и экономическую эффективность технологического процесса. Свойства наплавленного металла должны быть лучше, чем свойства основного, а затраты на наплавку или наварку ниже, чем стоимость нового изделия.
В промышленности применяются различные способы наплавки: плазменная, лазерная, электронно-лучевая, электрошлаковая, индукционная, дуговая, газовая и др. Наварка может быть контактная, трением, взрывом и др.
Рассмотрим особенности и области применения некоторых способов наплавки и наварки изделий.
Плазменная наплавка. При этом виде наплавки присадочный и основной металлы нагреваются до жидкого состояния плазмой на специальных установках, состоящих из наплавочной головки и аппаратуры управления. Плазмой наплавляют лопатки газовых турбин, рабочие поверхности клапанов внутреннего сгорания, рабочие органы сельскохозяйственных машин. Плазменная наплавка применяется при ремонтных работах в локомотиво- и вагоностроении.
Лазерная и электронно-лучевая наплавка. При них наплавляемая поверхность с нанесенным на нее присадочным материалом оплавляется лазерным лучом или пучком электронов. Этим способом на углеродистую сталь наплавляют сплавы на основе никеля и других сплавов. Для наплавки целесообразно применять лазеры с непрерывным излучением. Транспортирование присадочного материала в зону наплавки выполняется инертным газом, который защищает расплавленный металл от взаимодействия с окружающей средой. Лазерная сварка может выполняться различными присадочными материалами: фольгой, проволоками, пастой с металлическим порошком. Если наплавляют присадочным порошком, подбирается такой режим, при котором порошок полностью расплавляется. В связи с высокой концентрацией энергии и спецификой электронно-лучевого нагрева этот способ наплавки характеризуется высокой производительностью, минимальным растворением основного металла в наплавляемом, небольшими деформациями наплавляемого изделия.
Электрошлаковая наплавка. Особенность этого вида наплавки состоит в том, что основной и электродный металлы в зоне наплавки расплавляются теплотой, которая выделяется при прохождении электрического тока от электрода через жидкий шлак к основному металлу. Для наплавки могут применять аппараты, предназначенные для электрошлаковой сварки, а также специализированное оборудование. Наплавка выполняется электродными проволоками, лентами и пластинами. Применяют следующие флюсы: высококремнистые марганцевые, низкокремнистые марганцевые, бескремнистые оксидные, фторидные. Поскольку расплавленный металл хорошо защищен шлаковой ванной от взаимодействия с кислородом и азотом окружающего воздуха, потери его незначительны, а качество наплавляемого металла весьма высокое. Электрошлаковую наплавку целесообразно применять при изготовлении и восстановлении массивных деталей, при большой толщине наплавляемого слоя.
Дуговая наплавка. При дуговой наплавке присадочный материал и основной металл поверхности изделия расплавляются теплотой, которая выделяется при горении электрической дуги. Применяется автоматическая, механизированная и ручная дуговая наплавка. Она выполняется под флюсом и в защитных газах. Используются электроды, порошковые проволоки и электродные ленты. Хорошие результаты получаются при наплавке электродными лентами, ширина которых изменяется от 20 до 100 мм. Такой же ширины за один проход получается наплавленный слой, поэтому производительность выше, чем при наплавке электродными проволоками. В качестве защитного газа при наплавке сталей чаще всего используется углекислый газ.
Контактная наварка. Различают контактную наварку монолитным и порошковым присадочными материалами.
При первом виде между деталью и токоподводящим роликом зажимается присадочная полоса или лента, а затем через них импульсами пропускается сварочный ток, который их нагревает до жидкого состояния. В результате основной металл и присадочный привариваются друг к другу.
При выполнении контактной наварки порошковым присадочным материалом порошок из бункера попадает в зазор между транспортирующим порошок роликом и навариваемой деталью. Через них пропускают электрический ток. Основной металл и присадочный порошок в контакте нагреваются до пластического состояния. В результате в поверхностном слое основной металл и частицы порошка деформируются и свариваются.
Контактную наварку применяют при восстановлении деталей цилиндрической формы, например валов диаметром 20 – 100 мм.
Наварка трением. При ней изделие закрепляют на столе станка, а цилиндрическому стержню из присадочного материала, закрепленному в цанге сообщают вращательное движение. Поскольку присадочный пруток прижат к поверхности изделия, в результате их взаимного трения выделяется теплота, и трущиеся поверхности нагреваются до пластического состояния. Направленный перенос металла с присадочного прутка на поверхность изделия обусловлен его более высокой термической активацией. За один проход наваривается слой от 0,01 до 0,5 мм.
При наварке порошковым присадочным материалом порошок подается в зону контакта трущего тела и изделия. За счет работы сил трения выделяется теплота, поверхности основного металла и частиц порошка активируются и соединяются между собой, образуя слой на изделии.
Достоинства и недостатки сварных соединений по сравнению с заклепочными (или литыми деталями).
Достоинства:
- простота конструкции сварного шва и меньшая трудоемкость в изготовлении, обусловленной сравнительной простотой технологического процесса сварки.
- значительное снижение массы конструкции при тех же габаритах: по сравнению с литыми — на 30-50%, посравнению с заклепочными и болтовыми — до 20%. При замене заклепочных соединении сварными экономия в весе получается за счет отказа от применения различных накладок, необходимых в заклепочных соединениях, а также части веса самих заклепок; при замене литых деталей сварными конструкциями вес их уменьшается за счет более высоких механических свойств прокатного металла.
-
возможность соединения деталей любых форм;
- герметичность и плотность соединения;
- бесшумность технологического процесса сварки;
- возможность автоматизации сварочного
процесса;
- сварное соединение дешевле заклепочного;
-
соединение деталей может выполняться встык без накладок;
-
возможность сварки толстых профилей;
-
высокая ремонтопригодность сварных деталей;
- высокая технологичность сварки, обусловливающая низкую стоимость сварного соединения;
- снижение массы сварных деталей по сравнению с литыми и клёпаными на 25…30%;
- возможность получения сварного шва, равнопрочного основному металлу (при правильном конструировании и изготовлении);
- возможность получения деталей сложной формы из простых заготовок;
- возможность получения герметичных соединений.
Недостатки:
- возникновение остаточных напряжений в свариваемых элементах;
- коробление деталей из-за неравномерного
нагрева в процессе сварки;
- сложность контроля качества сварных соединений без их разрушения;
- сложность обеспечения высокой надежности при действии ударных и циклических, в том числе и вибрационных, нагрузок.
- зависимость качества шва от исполнителя ; применение автоматической сварки устраняет этот недостаток.
- склонность к образованию трещин в местах перехода от шва к цельному металлу
вследствие термических напряжений, возникающих при остывании. Трещины
особенно опасны при динамических нагрузках (вибрационных и ударных), поэтому в
таких случаях сварные швы стараются не применять, заменяя их заклепочными
соединениями. Термические напряжения могут быть частично или полностью
устранены термообработкой сварного соединения (низкотемпературным отжигом).
Термическая обработка исключает также последующее коробление сварных
конструкций.
Область применения. В настоящее время
сварные соединения почти полностью вытеснили заклепочные соединения. Сварка
применяется для соединения элементов сосудов, испытывающих давление
(резервуары, котлы).
Сварку применяют не только как способ соединения деталей, но и как технологический способ изготовления самих деталей. Сварные детали во многих случаях с успехом заменяют литые и кованые. Для изготовления сварных деталей не требуется моделей, форм или штампов. Это значительно снижает их стоимость при единичном и мелкосерийном производстве. Сварка таких изделий, как зубчатые колеса (рис.6) или коленчатые валы, позволяет изготовлять их более ответственные части (зубчатый венец, шейка) из высокопрочных сталей, а менее ответственные (диск и ступица колеса, щека коленчатого вала) – из менее прочных и дешевых материалов. По сравнению с литыми деталями сварные допускают меньшую толщину стенок, что позволяет снизить массу деталей и сократить расход материала.
Большое распространение получили штампосварные конструкции, заменяющие фасонное литье, клепаные и другие изделия. Применение сварных и штампосварных конструкций позволяет во многих случаях снизить расход материала или массу конструкции на 30–50%, уменьшить стоимость изделий в 1,5–2 раза.
Сварку
широко применяют как способ получения заготовок деталей из проката в
мелкосерийном и единичном производстве, а также в ремонтном деле.
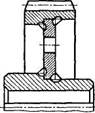
Рис. 6
Классификация и разновидности сварных соединений (швов)
Классификация.
Сварные
швы классифицируют по следующим признакам:
-
по протяженности - на непрерывные, прерывистые и
точечные;
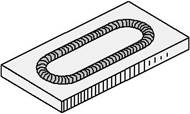
Непрерывный – сварной шов без промежутков, по замкнутому
контуру (рис. 7, а)
и по незамкнутому контуру (рис. 7, б), прерывистый – сварной шов с
промежутками по длине (рис. 7, в).
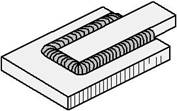
Прерывистые швы характеризуются длиной провариваемого
участка l и шагом t. Они могут быть с
шахматным (рис. 7.1, б)
или цепным (рис. 7.1, а)
расположением
провариваемых участков.
Цепной шов – это
двусторонний прерывистый шов таврового соединения, у которого промежутки расположены
по обеим сторонам стенки один против другого (рис. 7.1, а).
Шахматный шов –
двусторонний прерывистый шов таврового соединения, у которого промежутки на
одной стороне стенки расположены против сваренных участков другой ее стороны (рис. 7.1, б).
а)
б)
в)
Рис. 7. Типы
сварных швов по протяжённости: а – непрерывный
по замкнутому контуру;
б – непрерывный по незамкнутому
контуру; в – прерывистый с промежутками по длине
а)
б)
Рис. 7.1. Прерывистые швы: а – цепной шов; б
– шахматный шов
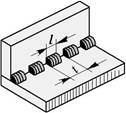
Точечные швы (рис.7.2) состоят из кружков одного диаметра,
проварены контактной точечной сваркой, отстоят на равном расстоянии один от
другого. Точечные швы также могут быть цепными (рис.7.2, а) и шахматными (рис.7.2, б).
На изображении двухрядного шва контактной точечной сварки (рис. 7.2) проставляют диаметр точки d, шаг точечного шва t.
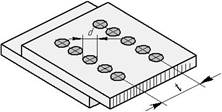
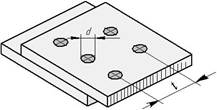
Рис. 7.2. Точечные сварные швы: а
– цепной; б – шахматный
- по назначению - прочные (обеспечивают передачу нагрузки с одного элемента на другой); плотные (главные требования герметичность) и прочно-плотные (обеспечивают передачу нагрузки герметичность соединения — непроницаемость для жидкостей и газов);
- по расположению сварного шва в пространстве (рис.7.3) — нижнее (а); вертикальное (в), горизонтальное (б);
потолочное (г). При всех прочих равных условиях нижний шов самый
прочный, потолочный — наименее прочный
(значения прочности указанных выше швов относятся как 1:0,85; 0,9:0,8).
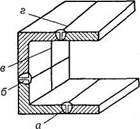
Рис. 7.3.
Расположение сварного шва в пространстве
а - нижнее; в - вертикальное, б - горизонтальное;
г - потолочное
- по условиям работы - рабочие, предназначенные для восприятия основных нагрузок, и соединительные или связующие, назначением которых является только скрепление отдельных элементов конструкции в единое целое.
По взаимному расположению свариваемых элементов различают
следующие виды соединений
- стыковые С (рис.8);
- нахлесточные Н, лобовые (рис. 9, а); фланговые (рис. 9, б);
- с накладками (рис. 10);
- тавровые Т (рис. 11, а, б). Свариваемые элементы располагаются во взаимно
перпендикулярных плоскостях. Соединение может быть выполнено угловыми (рис.11, а) или стыковыми (рис. 11, б) швами.
- угловые У (рис. 11 в, г). Применяются для изготовления тары из листовой стали,
ограждений и др. Выполняются угловыми швами. Эти соединения передают малые
нагрузки и поэтому не рассчитываются на прочность.
![]()
Рис.8. Стыковое соединение
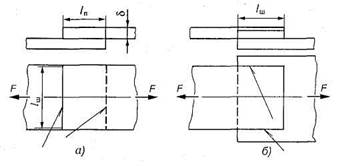
Рис. 9. Нахлесточное соединение: а — соединение лобовыми
швами;
б — соединение фланговыми швами
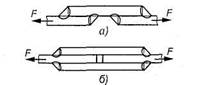
Рис. 10. Соединения с накладками
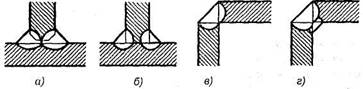
Рис. 11.
Соединения тавровые и угловые
Стыковые соединения выполняют так называемыми стыковыми швами, а остальные — угловыми. Наиболее просты и прочны стыковые швы.
Конструкции стыковых швов.
Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В зависимости от толщины свариваемых деталей и обработки кромок стыковые швы делят на следующие типы:
- шов с отбортовкой кромок (рис. 12, а) — рекомендуется для тонколистовых материалов (δ < 2 мм); одна или две кромки деталей отбортовываются;
- односторонний без скоса кромок (рис. 12, б) — шов сваривается без обработки кромок листов при их толщине δ < 8 мм;
- односторонний со скосом одной кромки (рис. 12, в) — обрабатывается только одна кромка деталей толщиной δ < 12 мм;
- односторонний со скосом двух кромок (рис. 12, г) — применяется при толщине деталей δ < 25 мм;
- двусторонний с двумя симметричными скосами одной кромки (рис. 12, д) — кромки обрабатываются у одной детали с двух сторон, толщиной 8 до 40 мм;
- двусторонний с двумя симметричными скосами двух кромок (рис. 12, е) —
толщина свариваемых деталей δ >> 60 мм.
Форма разделки кромок зависит от толщины свариваемого металла, от вида сварки (ручная или автоматическая), от способа защиты расплавленного металла от окисления (сварка под слоем флюса, сварка в среде защитных газов и т.п.) и некоторых других факторов. Для наиболее распространённых видов сварки (ручная плавящимся электродом, полуавтоматическая и автоматическая под слоем флюса и др.) разделка кромок стандартизована.
За лицевую сторону одностороннего
шва сварного соединения принимают ту, с которой выполняют сварку. За лицевую сторону двустороннего
шва сварного соединения с несимметрично подготовленными кромками принимают ту,
с которой выполняют сварку основного шва.
За лицевую сторону двустороннего шва сварного соединения с
симметрично подготовленными кромками может быть принята любая из них.
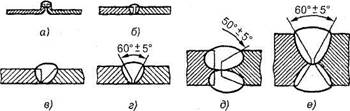
Рис. 12.
Соединения стыковые: а — с отбортовкой;
б — без скоса кромок; в, г, д, е —
швы со скосом кромок
Стыковые швы, показанные на рис.13, а, называют
прямыми, на рис.13, б — косыми. Косые стыковые швы применяют для
увеличения рабочей длины шва.
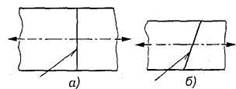
Рис.13. Стыковые
швы: а — прямой; б — косой
Конструкция угловых (валиковых)
швов.
Угловые
швы применяют в нахлесточных соединениях, в
соединениях с накладками,
в тавровых и угловых соединениях. По своей прочности они уступают стыковым
швам.
Угловые швы могут выполняться за один или несколько проходов автоматической, механизированной и ручной сваркой, что приводит к различной глубине провара основного металла.
Недостатками нахлесточных соединений (рис.13.1, а) по сравнению со стыковыми (рис.13.1, б) являются:
а) возникновение под действием растягивающих или сжимающих сил F изгибающего момента, равного произведению силы на сумму полутолщин свариваемых листов, что приводит к деформации соединения;
б) кроме того, производительность сварки из-за наличия двух швов ниже, и масса нахлесточных соединений больше, чем стыковых.
Везде, где возможно, следует стремиться к применению стыковых соединений.
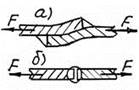
Рис.13.1
По профилю поперечного сечения угловые швы могут быть:
- нормальные (рис.14, а); катет шва принимается равным толщине листа (К= 5);
- вогнутые (рис.14, б) с катетом шва К= 0,85;
- выпуклые (рис.14, в);
- специальные (рис.14,
г); их профиль
представляет неравнобедренный прямоугольный треугольник (один из катетов K=𝛿).
Для некоторых швов угловых, тавровых, а также нахлесточных соединений характерен размер катета,
обозначенный на рис. 13.2 буквой K.
Катет углового шва – это кратчайшее расстояние от поверхности одной из
свариваемых частей до границы углового шва на поверхности второй свариваемой
части.
Рис. 13.2. Катет углового шва: а – выпуклого; б – вогнутого
Выпуклость – усиление шва, которое
определяется расстоянием между плоскостью, проходящей через видимые границы сварного
шва с основным металлом и поверхностью сварного шва, измеренным в месте
наибольшей выпуклости (рис. 14, в).
Вогнутость определяется расстоянием между плоскостью,
проходящей через видимые линии границы углового шва с основным металлом, и
поверхностью шва, измеренным в месте наибольшей вогнутости (рис. 14, б).

Рис.14. Типы
угловых швов: а — нормальный;
б — вогнутый; в — выпуклый; г
— специальный
Толщина
углового шва – это наибольшее расстояние а
от поверхности углового шва до точки
максимального проплавления основного металла (рис. 14.1).
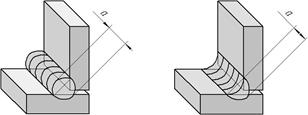
Рис. 14.1. Толщина углового шва: а – на выпуклых швах;
б – на вогнутых швах
Вогнутые швы применяют в
особо ответственных конструкциях при переменных нагрузках, так как вогнутость
обеспечивает плавный переход шва в основной металл детали, благодаря чему
снижается концентрация напряжений. Вогнутый шов повышает стоимость соединения,
так как требует глубокого провара и последующей механической обработки для
получения вогнутости, выпуклые - вызывают повышенную концентрацию напряжений.
Наиболее приемлем нормальный профиль углового шва. Специальные швы применяют
при переменных нагрузках, так как значительно снижает концентрацию напряжений.
Выпуклые швы (условно называемые швами с усилением) склонны к образованию подрезов (непровары на участках соединения шва со стенками деталей) и обладают пониженным сопротивлением усталости.
Специальные швы целесообразно применять в конструкциях, работающих на усталостные нагрузки.
По расположению шва относительно действующей нагрузки угловые швы конструктивно разделяют на:
- лобовые, расположенные перпендикулярно к линии действия нагрузки F (см. рис.9, а);
- фланговые, расположенные параллельно линии действия нагрузки F (см. рис.9, б);
-
комбинированные, состоящие из лобовых и фланговых
швов.
Детали под сварку могут быть без подготовки и с подготовкой кромок. Конструкция подготовки кромок по ГОСТ 5264-80 отражается в цифрах после заглавных букв: С1, С2… (стыковые соединения), Н1, Н2… (нахлесточные соединения), Т1, Т2… (тавровые соединения), У1, У2… (угловые соединения).
Подготовка кромок деталей под
сварку
На рис.14.2 приведены наиболее характерные способы подготовки кромок деталей под сварку.
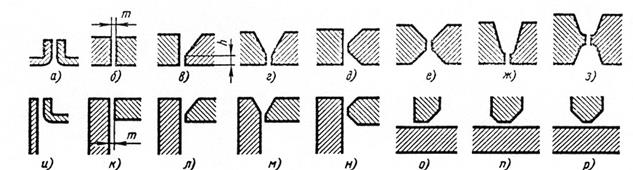
Рис.14.2. Характерные способы подготовки
кромок деталей под сварку
Кромки тонких листов (δ < 3 мм) стыковых и угловых соединений разделывают по рис.14.2, а, и.
Кромки листов толщиной δ≤ 8 мм при ручной дуговой сварке и δ≤ 16 мм при автоматической сварке делают прямыми (рис.14.2, б, к). Для проварки на полное сечение детали собирают с зазором m =1…2 мм, который при сварке заполняется жидким металлом.
При большей толщине необходима разделка кромок. Основные виды разделки (рис.14.2): в…з − стыковые соединения; л…н − угловые соединения; о…р − тавровые соединения.
Форма
подготовки кромок зависит от толщины свариваемых деталей,
положения шва в пространстве и других данных. Угол разделки кромок –
это угол α между
скошенными кромками свариваемых частей (рис.14.3).
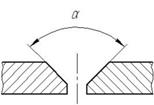
Рис.14.3. Форма подготовки кромок
Нахлесточные соединения и
соединения с накладками сваривают угловыми швами.
По своей прочности нахлесточные соединения уступают стыковым. Их применяют, когда по конструктивным соображениям стыковые швы применить невозможно. Соединения с накладками применяют, когда сварные швы не обеспечивают необходимой равнопрочности. В конструкциях, подверженных действию вибрационных и знакопеременных нагрузок, нахлесточные соединения и соединения с накладками применять не рекомендуется (создается значительная концентрация напряжений).
Для
обеспечения нормальных условий работы нахлесточных
соединений размер перекрытия шва (нахлестку) принимают lп < 48 (см. рис. 9, а). Длину накладок принимают
конструктивно.
В
зависимости от количества проходов сварочной дуги швы бывают однопроходными и
много проходными. Кроме того, швы подразделяются на
точечные (электрозаклёпки), роликовые, рельефные и
др.
Площадь среза углового шва зависит от расчетной толщины шва hp и его длины (рис. 15).
Рис.15
Расчетная толщина шва зависит от способа выполнения шва, его вида и связана с катетом шва K зависимостью
hp=β∙K,
где β - коэффициент для определения расчетной толщины углового шва, принимаемый равным:
1 - для однопроходной автоматической сварки (рис. 16,б);
0,8- для однопроходной механизированной сварки;
0,7 - для ручной сварки, а также для многопроходной автоматической и механизированной сварки (см. рис. 16,а);
K - расчетный катет углового шва, равный катету вписанного равнобедренного прямоугольного треугольника.
Рис.16
Часто при расчетах прочности соединений с угловыми швами коэффициент β принимают равным 0,7 независимо от способа сварки.
Катет шва
выбирают из условия K≤s, но не менее
Из-за дефектов
сварки на концах шва (непровар в начале и кратер в
конце шва) принимают минимальную длину шва не менее
В нахлесточных соединениях принимают L≥4s1, где s1 - минимальная толщина свариваемых деталей.
Длина Lф лобовых швов не ограничена. Длина Lл фланговых швов не должна превышать 60K (некоторые авторы рекомендуют не более 30K) для ограничения неравномерности распределения напряжений по длине флангового шва.
При
точечной и роликовой сварке тонких изделий
(толщиной менее
Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей приведенных ниже значений, должна проводиться так же, как деталей одинаковой толщины (конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине), из таблицы 2.
Таблица 2
|
Толщина тонкой детали, мм |
1-4 |
4-20 |
30-30 |
Св. 30 |
|
Разность толщин деталей |
1 |
2 |
3 |
4 |
При разности в толщине свариваемых деталей свыше этих значений на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на рис.17. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Катеты
углового шва K и K1
должны быть установлены при проектировании сварного соединения, но не более
Рис.17
Выбор сварочных материалов
Свариваемость конструкционных углеродистых, легированных и низколегированных сталей определяется приближенно по эквиваленту углерода СЭ по формуле
CЭ=C+0,05Mn+0,067Ni+0,1(Cr+Mo+V),
где C - содержание углерода, %;
Mn - содержание марганца, %;
Ni - содержание никеля, %;
Сг - содержание хрома, %;
Мо - содержание молибдена, %;
V - содержание ванадия.
В зависимости от величины С сталь по свариваемости подразделяется на четыре группы:
I - хорошая свариваемость, СЭ<0,25 %;
II - удовлетворительная свариваемость, СЭ=(0,25-0,39) %;
III - ограниченная свариваемость, СЭ=(0,39-0,5) %;
IV - плохая свариваемость, СЭ>0,5 %.
При выборе марок сталей для сварных конструкций следует применять марки сталей, отнесенных к группам свариваемости I, II, III. Применение марок сталей группы IV следует ограничивать.
К сварочным материалам относятся сварочная проволока, флюсы, электроды для ручной электродуговой сварки, защитные и горючие газы.
При назначении сварочных материалов необходимо учитывать их технико-экономические характеристики: марку свариваемого материала, обеспечение требуемой формы и размеров швов, обеспечение необходимых механических свойств сварных соединений и коррозионной стойкости, возможность сварки в различных пространственных положениях, предупреждение появления трещин в металле шва и зоне термического влияния, способ сварки, стоимость, коэффициент полезного действия.
Для обеспечения эксплуатационной надежности сварных соединений необходимо обеспечивать не только равнопрочность шва с основным металлом, но и высокую пластичность металла шва. Практически это сравнительно легко достигается при сварке малоуглеродистых сталей. При сварке высокопрочных и легированных сталей, когда не представляется возможным подобрать электроды, обеспечивающие сочетание этих условий, следует предпочитать электроды с несколько меньшей прочностью наплавленного металла, но с более высокой пластичностью.
При сварке алюминия и его сплавов допускается применение сварки в среде инертных газов, контактной, газовой, ручной электродуговой, под флюсом.
Выбор состава проволоки для сварки обусловливается требованиями, предъявляемыми к металлу шва и соединениям. Обычно требования предусматривают стойкость против образования трещин, прочность, пластичность, коррозионную стойкость.
Расчет сварных соединений на прочность
Прочность сварного соединения зависит от следующих основных факторов: качества основного материала, определяемого его способностью к свариванию, совершенства технологического процесса сварки; конструкции соединения; способа сварки; характера действующих нагрузок (постоянные или переменные). Хорошо свариваются низко- и среднеуглеродистые стали. Высокоуглеродистые стали, чугуны и сплавы цветных металлов свариваются хуже. Значительно снижают прочность такие пороки сварки, как непровары и подрезы (рис. 17.1), шлаковые и газовые включения, скопление металла в месте пересечения швов и т. п. Эти дефекты являются основными причинами образования трещин как в процессе сварки, так и при эксплуатации изделий. Влияние технологических дефектов сварки значительно усиливается при действии переменных и ударных нагрузок.
Рис. 17.1
Эффективными мерами повышения прочности сварных соединений являются: автоматическая сварка под флюсом и сварка в защитном газе; термообработка сваренной конструкции (отжиг); наклеп дробью и чеканка швов. Эти меры позволяют повысить прочность составных сваренных деталей при переменных нагрузках в 1,5–2 раза и даже доводить ее до прочности целых деталей.
Многообразие факторов, влияющих на прочность сварных соединений, а также приближенность и условность расчетных формул вызывают необходимость экспериментального определения допускаемых напряжений. Принятые нормы допускаемых напряжений для сварных соединений деталей из низко- и среднеуглеродистых сталей, а также низколегированных сталей (типа 14ГС, 15ГС, 15ХСНД, 09Г2, 19Г и пр.) при статических нагрузках см. в табл. 3.
Таблица 3. Допускаемые напряжения для сварных соединений деталей
из низко- и среднеуглеродистых сталей при статической нагрузке
|
Вид деформации, напряжение |
Автоматическая и полуавтоматическая сварка под флюсом |
Ручная дуговая электродами |
|
|
Э50А, Э42А |
Э50, Э42 |
||
|
Растяжение [σ’]р |
[σ’]р |
[σ’]р |
0,9[σ’]р |
|
Сжатие [σ’]сж |
[σ’]р |
[σ’]р |
[σ’]р |
|
Срез [τ’]ср |
0,65[σ’]р |
0,65[σ’]р |
0,6[σ’]р |
В зависимости от вида сварного соединения и сварки принятые допускаемые напряжения для сварных швов понижаются путем умножения их на коэффициент φ (таблица 4).
Таблица 4. Значения коэффициента φ в зависимости от вида сварного соединения и сварки
|
Вид сварного соединения |
Вид дуговой сварки |
φ |
|
Стыковое с двусторонним проваром |
Автоматическая под флюсом |
1,00 |
|
Ручная, выполненная качественным электродом |
0,95 |
|
|
Ручная с повышенными требованиями контроля |
1,00 |
|
|
Стыковое на подкладке |
Ручная |
0,90 |
|
Стыковое при одностороннем шве |
Автоматическая под флюсом |
0,80 |
|
Ручная |
0,70 |
|
|
Тавровое со сплошным проваром |
Автоматическая под флюсом |
1,00 |
|
Ручная |
0,70 |
|
|
Тавровое с угловыми швами без сплошного провара Внахлестку с двумя швами |
Автоматическая под флюсом или ручная |
0,80 |
Таблица 5. Значения эффективных коэффициентов концентрации напряжений для сварных швов
|
Сварной шов |
Коэффициент kσ(kτ) для стали |
||
|
углеродистой |
низколегированной |
||
|
Стыковой с полным проваром корня шва |
при автоматической и ручной сварке и контроле швов |
1 |
1 |
|
при ручной сварке без контроля качества шва |
42 |
1,4 |
|
|
при автоматической сварке без контроля качества шва |
1,1 |
1,2 |
|
|
Угловой лобовой |
при ручной сварке |
2,3 |
3,2 |
|
при автоматической сварке |
1,7 |
2,4 |
|
|
Угловой фланговый шов, работающий на срез от осевой силы |
3,4 |
4,4 |
|
Допускаемые напряжения при периодическом нагружении
σRp=γσp,
τRp=γτp,
где γ <1 - коэффициент понижения допускаемых напряжений,
γ=1/[(akσ+b)-(akσ-b)R]≤1, (1)
где kσ(kτ) - эффективный коэффициент концентрации нормальных (касательных) напряжений (см. таблицу 5);
а, b - коэффициенты (для углеродистых сталей а=0,58, b=0,26; для низколегированных а=0,65, b=0,3).
Коэффициент асимметрии цикла R определяют как отношение наименьшего и наибольшего по абсолютному значению напряжений и сил, взятых со своими знаками:
R=Rσ=σmin/σmax=Fmin/Fmax,
R=Rτ=τmin/τmax=Fmin/Fmax.
Если при вычислении γ по формуле (1) получают γ > 1, то в расчет принимают γ =1. Это обычно получается при большой асимметрии цикла (R > 0) и указывает на то, что для данного цикла решающее значение имеет не сопротивление усталости, а статическая прочность.
Все принятые в инженерной практике методы расчета сварных соединений являются приближенными, дающими возможность получить решение с меньшей затратой времени.
Сварные швы разделяют на рабочие и связующие. На прочность рассчитывают только рабочие швы, которые воспринимают и передают рабочую нагрузку между соединяемыми деталями. Связующие швы служат только для связи элементов в неразъемную конструкцию. Они мало нагружены и их не рассчитывают.
Например, на рис.17.2 рабочими являются швы (№1) крепления консоли 2 к колонне 1; связующими – швы (№2) соединения полок и стойки консоли, швы (№3) соединения стенки 3 и консоли, швы (№4) сварки площадки 4 с полкой консоли.
Рис.17.2
Расчет сварных стыковых соединений
Швы этих соединений работают на растяжение, сжатие и изгиб в
зависимости от направления действующей нагрузки (рис.13). Основным
критерием работоспособности стыковых швов является их прочность шва или околошовной зоны.
При расчёте стыковых швов высоту шва принимают равной толщине свариваемого металла, независимо от наличия выпуклости (усиления) или вогнутости (ослабления или мениска).
Сварные соединения встык являются наиболее рациональными, приближающими по форме и прочности составные детали к целому изделию.
При хорошем качестве провара шва стык обеспечивает состояние, близкое к равнопрочности сварного шва и детали при статическом нагружении.
Стыковое соединение во многих случаях является наиболее простым и надежным. Его следует применять везде, где допускает конструкция изделия. В зависимости от толщины соединяемых деталей соединение выполняют с обработкой или без обработки кромок, с подваркой и без подварки с другой стороны (рис. 18).
Рис.18
При малых толщинах обработка кромок не обязательна, а при средних и больших толщинах она необходима по условиям образования шва на всей толщине деталей. Автоматическая сварка под флюсом позволяет увеличивать предельные толщины листов, свариваемых без обработки кромок, примерно в два раза, а угол скоса кромок уменьшить до 30–35° (на рис. 18 показаны швы, выполняемые при ручной сварке).
Сварить встык можно не только листы или полосы, но также трубы, уголки, швеллеры и другие фасонные профили. Во всех случаях составная деталь получается близкой к целой.
Предполагают, и это подтверждают испытания, - что при нагружении шов разрушается в зоне термического влияния.
Зоной термического влияния называют прилегающий к шву участок детали, в котором в результате нагрева при сварке изменяются механические свойства металла. Понижение механических свойств в зоне термического влияния особенно значительно при сварке термически обработанных, а также наклепанных сталей. Для таких соединений рекомендуют термообработку и наклеп после сварки. Практикой установлено, что при качественном выполнении сварки разрушение соединения стальных деталей происходит преимущественно в зоне термического влияния. Поэтому расчет прочности стыкового соединения принято выполнять по размерам сечения деталей в этой зоне. Возможное снижение прочности деталей, связанное со сваркой, учитывают при назначении допускаемых напряжений.
Нагрузку, приложенную к сварочному шву, считают равномерно распределённой по всей длине шва, поэтому длину ограничивают шириной свариваемых деталей. В то время как измерения, выполненные на реальных швах, свидетельствуют о существенной неравномерности распределения нагрузки по длине шва, для большинства их типов.
Распределение напряжений по толщине шва — неравномерное.
Стыковые швы могут воспринимать произвольно направленные нагрузки и моменты.
При конструировании стыковых швов необходимо решить вопрос о способе разделки кромок и в соответствии с этим выбрать буквенно-цифровое обозначение шва.
При действии на соединение нескольких силовых факторов применяют метод независимости действия сил (метод суперпозиции), т.е. определяют напряжение от каждого силового фактора отдельно, а затем расчет ведут по эквивалентным напряжениям: обычно — по четвертой теории прочности:
![]()
где σΣ - наибольшее суммарное нормальное напряжение в шве;
τΣ - наибольшее суммарное касательное напряжение в шве;
[σ]p - допускаемое напряжение для сварного шва.
Проверочный расчет прочности стыкового
шва.
Условие
прочности на растяжение:
![]()
где ![]() — расчетное и
допускаемое напряжения на растяжение для шва (табл. 3); F — нагрузка, действующая на шов; δ — толщина детали (толщину шва принимают равной толщине
детали); lш — длина шва.
— расчетное и
допускаемое напряжения на растяжение для шва (табл. 3); F — нагрузка, действующая на шов; δ — толщина детали (толщину шва принимают равной толщине
детали); lш — длина шва.
Условие
прочности на изгиб:
![]()
Отношение ![]() к
допускаемому напряжению на растяжение для основного металла детали [σ]р. является
коэффициентом прочности сварного соединения:
к
допускаемому напряжению на растяжение для основного металла детали [σ]р. является
коэффициентом прочности сварного соединения:
![]()
Величина φ колеблется в пределах 0,9–1,00, т. е.
стыковое соединение почти равнопрочно с соединенными
деталями. В тех случаях, когда требуется повысить прочность соединения,
применяют косые швы (рис. 18.1). Расчет косого шва выполняют по формулам (2) и
(2.1), в которых принимают ![]() .
.

Рис. 18.1. Косой стыковой шов
Проектировочный расчет. Целью этого расчета является определение длины шва.
Исходя
из основного условия прочности (2), длину стыкового шва при действии растягивающей
силы определяют по формуле
![]()
Расчет сварных соединений внахлестку
Сварные соединения внахлестку выполняют угловым (валиковым) швом (рис.19). Угловые швы соединения внахлестку могут воспринимать произвольно направленные силы и моменты.
Соединения обычно воспринимают нагрузку в плоскости стыка.
Угловые швы соединений внахлестку могут иметь сечения: нормальные (треугольные), выпуклые и вогнутые. Наиболее целесообразный с точки зрения снижения концентрации напряжений и в условиях работы при переменных во времени нагрузках шов — вогнутый, но — и наиболее сложный в изготовлении. Вогнутость шва достигается обычно механической обработкой, которая значительно увеличивает стоимость соединения. Поэтому такой шов применяют только в особых случаях, когда оправдываются дополнительные расходы. Выпуклый шов также сложен в изготовлении, имеет повышенную концентрацию напряжений и применяется в специальных случаях. Наиболее распространенное сечение шва – нормальное (треугольное).
Основные геометрические характеристики поперечного сечения нормального углового шва – катет k и расчетная высота – βk. Величина последней по сути есть глубина проплавления соединяемых деталей, зависящая от технологического процесса сварки. При ручной и многопроходной автоматической или механизированной сварке β=0,7; при двух- и трехпроходной механизированной сварке β=0,8; при двух- и трехпроходной автоматической, а также однопроходной механизированной сварке β= 0,9; для однопроходной автоматической сварки β=1,1.
В большинстве случаев k = δmin, где δmin – меньшая из толщин свариваемых деталей. По условиям технологии k ≥ 3 мм, если δmin ≥ 3 мм. Максимальная величина катета не ограничивается, однако швы с k > 20 мм используются редко.
Разрушение углового шва происходит по сечению m – m (рис. 19). Площадь опасного сечения шва равна βkl, где l – длина шва.
Рис.19
При использовании угловых швов расчет ведут при следующих предположениях (допущениях):
1.Свариваемые детали — абсолютно жесткие: деформируются под нагрузкой только швы.
2. Под действием крутящих моментов происходит поворот соединенных деталей относительно центра тяжести сварного стыка в пределах упругих деформаций шва.
3. В опасном сечении шва возникает сложное напряженное состояние. Однако расчет угловых швов при любом способе напряжений ведут по касательным напряжениям. Нормальные напряжения не учитывают.
4. Считают касательные напряжения равномерно распределенными по высоте опасного сечения hоп = 0,7k.
5. Опасное сечение углового шва расположено под углом 45˚.
6. Вид сварки выбран правильно, а качество детали и шва удовлетворяет нормам расчета соединений с угловым швом.
При конструировании соединений следует, если можно, избегать разных толщин соединяемых деталей.
В зависимости от расположения различают швы лобовые, фланговые и косые.
Лобовой шов расположен перпендикулярно, а фланговый – параллельно линии действия нагружающей силы. Обычно применяют комбинированное соединение фланговыми и лобовыми швами. Рассмотрим вначале соединения только фланговыми и только лобовыми швами, а затем кобинированное соединение.
Фланговые швы (рис. 19.1). Основными напряжениями флангового шва являются касательные напряжения m в сечении m – m. По длине шва напряжения τ распределены неравномерно. На концах шва они больше, чем в середине. Неравномерность распределения напряжений объясняется следующим. Предположим, что деталь 2 абсолютно жесткая, а деталь 1 и швы податливые. Тогда относительное перемещение точек b под действием силы F больше относительного перемещения точек a на величину удлинения детали l на участке аb. При этом деформация сдвига и напряжения в шве непрерывно уменьшаются по всей длине шва справа налево. Если обе детали упругие, но жесткость их различна, то напряжения в шве распределяются по закону некоторой кривой, показанной на рис. 19.1. При одинаковой жесткости деталей эпюра напряжений симметрична. Учитывая податливость деталей, можно вычислить напряжения в любом сечении по длине шва. Ясно, что неравномерность распределения напряжений возрастает с увеличением длины шва и разности податливостей деталей. Поэтому применять длинные фланговые швы нецелесообразно.
Рис.19.1
В практике длину фланговых швов ограничивают условием 30 мм ≤ l ≤ 50k. При разработке конструкции соединения внахлестку фланговыми швами из условия равнопрочности шва и основного металла рекомендуется применять величину нахлестки не более lн=1,2b, а при соединении комбинированным швом — не более lн=0,7b, где b - расстояние между фланговыми швами.
Расчет таких швов приближенно выполняют по среднему напряжению, а условия прочности записывают в виде
![]()
В тех случаях,
когда короткие фланговые швы недостаточны для выполнения условий равнопрочности, соединение усиливают прорезными швами (рис.
19.2) или лобовым швом (см. ниже). Условие прочности соединения с прорезным
швом при k=δ
![]()
Рис.19.2
Если одна из
соединяемых деталей асимметрична, то расчет прочности производят с учетом
нагрузки, воспринимаемой каждым швом. Например, к листу приварен утолок (рис.
19.3), равнодействующая нагрузка F проходит через центр
тяжести поперечного сечения уголка и распределяется по швам обратно
пропорционально плечам е1 и е2.
Соблюдая условие равнопрочности, швы выполняют с
различной длиной так, чтобы
![]()
При этом напряжения в обоих швах
![]()
Рис.19.3
Если соединение нагружено моментом (рис. 19.4), то напряжения от момента распределяются по длине шва неравномерно, а их векторы направлены различно (рис. 19.4, а) (напряжения пропорциональны плечам е и перпендикулярны им). Неравномерность распределения напряжений тем больше, чем больше l/b. В общем случае максимальные напряжения можно определить по формуле
![]()
где Wρ – полярный момент сопротивления опасного сечения швов в плоскости разрушения.
Для сравнительно коротких швов (l<b), распространенных на практике, применяют приближенный расчет по формуле
![]()
При выводе этой формулы условно полагают, что напряжения направлены вдоль швов и распределены по длине швов равномерно (рис. 19.4, б).
Рис.19.4
Лобовые швы (рис.19.5). Напряженное состояние лобового шва неоднородно. Наблюдается значительная концентрация напряжений, связанная с резким изменением сечения деталей в месте сварки и эксцентричным приложением нагрузки. Основными являются касательные напряжения τ в плоскости стыка деталей и нормальные напряжения σ в перпендикулярной плоскости.
По методу,
принятому в инженерной практике, лобовые швы рассчитывают только по τ. За расчетное сечение, так же как и во фланговых швах,
принимают сечения по биссектрисе m – m.
Разрушение швов именно по этому сечению подтверждает практика. При этом
![]()
Такая условность расчета тоже подтверждается практикой. Расчет лобовых швов только по τ и сечению m – m делает расчет всех угловых швов единым независимо от их расположения к направлению нагрузки.
Все угловые швы рассчитывают только по τ в сечении m – m. Это практически удобно и упрощает расчеты.
Рис.19.5
Косой шов (рис. 19.6). В случае применения нахлестки, выполненной косым швом, угол наклона шва α из условия равнопрочности шва и основного металла принимают близким к 30˚.
Условие прочности
![]()
Рис.19.6
На рис. 19.7 изображен случай, когда соединение лобовым швом нагружено моментом. При этом напряжения σma по торцу полосы распределяются подобно тому, как распределяются нормальные напряжения в поперечном сечении балки при изгибе. Переходя к ранее рассмотренному условному расчету лобовых швов по касательным напряжениям, получаем:
![]()
Рис.19.7
Комбинированные соединения лобовыми и фланговыми швами рассчитывают на основе принципа распределения нагрузки пропорционально несущей способности отдельных швов. При этом для соединения, изображенного на рис. 19.8, получим
![]()
Рис.19.8
На рис. 19.9 показан случай, когда соединение нагружено моментом и силой.
Рис.19.9
При расчете такого соединения величина касательных напряжений от момента Т может быть определена по полярному моменту инерции опасного сечения швов (рис. 19.10). В приближенных расчетах полагают, что сопротивление комбинированного шва моменту Т равно сумме сопротивлений, составляющих швов:
T = Tф + Tл,
где Tф и Тл – моменты, воспринимаемые фланговыми и лобовым швами.
Рис. 19.10
Если учесть,
что по условиям равнопрочности необходимая длина
фланговых швов lф в комбинированном
соединении не превышает 0,5lл, то можно
применить формулу ![]() для определения Tф = τф𝛽klфlл. Для
определения Тл используем
формулу
для определения Tф = τф𝛽klфlл. Для
определения Тл используем
формулу ![]() и запишем Tл = τл𝛽klл2 /6.
и запишем Tл = τл𝛽klл2 /6.
Место пересечения швов принадлежит и лобовому, и фланговому швам. Здесь τф=τл. Обозначая это напряжение τT, после подстановки в T = Tф + Tл и несложных преобразований получим
![]()
Напряжения в
швах от действия силы F определяют
по формуле ![]()
Обозначив это напряжение τF получим суммарное максимальное напряжение:
τ= τT + τF ≤ [τ’].
Оценивая нахлесточные соединения, отметим, что по форме и расходу материала они уступают стыковым соединениям, но не требуют обработки кромок.
Если в нахлесточном соединении
угловые швы не обеспечивают требуемой прочности, то дополнительно к угловым применяют пробочные (рис. 19.11, а), прорезные (рис. 19.11, б), и проплавленные швы (рис.19.11, в).
Пробочный
шов получается путем заполнения расплавленным металлом отверстий круглой формы
в одной или обеих соединяемых деталях. Прорези прорезных швов могут быть
закрытыми или открытыми. Из-за высокой трудоёмкости изготовления, низкой
прочности и негерметичности – это один из худших
видов соединений. Проплавленные швы – более производительны.
а)
б) в)
Рис.19.11
Расчет сварных соединений контактной сварки
Стыковая контактная сварка при соблюдении установленных правил технологии обеспечивает равнопрочность соединения и деталей, поэтому можно не выполнять специальных расчетов прочности соединения при статических нагрузках. Это справедливо только в том случае, если разогрев металла в зоне сварки не влечет за собой снижения его прочности (например, низкоуглеродистые и низколегированные cтали, не подвергающиеся термообработке). В противном случае допускаемое напряжение при расчете деталей в месте стыка снижают с учетом уменьшения прочности материала в зоне термического влияния. При переменных нагрузках допускаемые напряжения понижают по сравнению со статическими, так же как и для стыковых соединений дуговой сваркой.
Расчет сварных соединений точечной сварки
Точечная сварка (рис.19.12) выполняется по ГОСТ 15878-79 «Контактная сварка. Соединения сварные».
Применяют для соединения деталей
из тонкого листового материала при соотношении толщин ![]() .
.
Рис.19.12
Диаметр сварной точки выбирают в зависимости от толщины меньшей из свариваемых деталей:
d=1,2∙δmin+4 мм при δmin≤3,
d=1,5∙δmin+5 мм при δmin>3.
Минимальный шаг t ограничивается явлением шунтирования тока ранее сваренной точкой. Расстояние от кромок t1 – по торцу и t2 – по длине нормируют с учетом технологических и силовых факторов. Обычно принимают
t = 3d; t1 = 2d; t2 = 1,5d.
Соединения точечной сваркой работают преимущественно на срез. При расчете полагают, что нагрузка распределяется равномерно по всем точкам. Неточность расчета компенсируют уменьшением допускаемых напряжений:
![]()
где z – число сварных точек; i =1÷2 – число плоскостей среза. Для конструкции по рис. 19.12,a z = 4, i =l; по рис. 19.12,б z = 2, i = 2.
При нагружении точечных сварных соединений моментом в плоскости стыка деталей расчетную точку и ее нагрузку определяют так же, как и для заклепочных соединений или соединений с болтами, поставленными без зазора.
Точечному соединению свойственна высокая концентрация напряжений. Поэтому оно сравнительно плохо работает при переменных нагрузках. Концентрация напряжений образуется не только в сварных точках, но и в самих деталях в зоне шва.
Точечные сварные соединения чаще применяют не как рабочие, воспринимающие основную нагрузку, а как связующие (например, крепление обшивки к каркасу).
Шовная сварка (рис. 19.13).
Напряжения среза
![]()
Концентрация напряжений в швах меньше, чем при точечной сварке, соединение герметичное.
Рис.19.13
Расчет сварных тавровых швов
Соединяемые детали в зоне сварных швов перпендикулярны (наиболее частый случай) или наклонны друг к другу. Это соединение выполняют стыковым швом с разделкой кромок (рис. 20,а) или угловыми швами без разделки кромок (рис. 20,б).
Рис. 20
При нагружении
изгибающим моментом и силой прочность соединения определяют по формулам:
для стыкового шва
![]()
для угловых швов
![]()
При выводе формулы (5) учтено, что напряжения τam от момента распределяются по длине шва аналогично напряжениям σnam в поперечном сечении балки. За расчетное сечение по-прежнему принято сечение по биссектрисе m – m.
На рис. 21 показано тавровое соединение трубы, нагруженное изгибающим и крутящим моментами.
Напряжения в шве от крутящего момента
![]()
В уравнении (6) принято, что катет k шва мал в сравнении с d. При этом можно считать, что напряжения τT распределены равномерно по кольцевой площадке разрушения шва, равной βkπdcp, а средний диаметр этой площадки
dcp = d + βk ≈ d.
Напряжения в шве от изгибающего момента
![]()
Здесь учтено, что для такого сечения W в два раза меньше Wρ.
Напряжения τT и τM в сечении m – m (рис. 21) взаимно
перпендикулярны. Поэтому суммарное напряжение
![]()
Рис. 21
В любом случае для расчёта самых сложных сварных швов сначала необходимо привести силу и момент к шву и распределить их пропорционально несущей способности (длине) всех простых участков. Таким образом, любой сложный шов сводится к сумме простейших расчётных схем.
Существует множество других нагружений силами, изгибающими и крутящими моментами. Для каждого из случаев составляется свое условие прочности, которые здесь охватить невозможно.
Сварные соединения при переменных нагрузках
Размеры швов выбирают из условия равнопрочности основного металла и шва при статическом нагружении. Однако при действии переменных нагрузок (обозначим их F − var) прочность сварных соединений снижается.
Эффективными средствами повышения прочности сварных соединений при F– var являются:
1) наклеп поверхности дробью, ультразвуковым ударом специальных головок, чеканка;
2) предварительная подготовка кромок шва (например, в тавровых соединениях со скосами кромок прочность в 1,5 раза выше, чем без разделки кромок);
3) выполнение лобовых швов с отношением катетов 1:3 с плавной формой перехода к основному металлу;
4) отжиг швов для снятия остаточных напряжений и др.
Расчет на сопротивление усталости при F- var проводят путем определения коэффициента безопасности Sσ (или Sτ) в околошовной зоне основного металла и сравнения его с допускаемым [Sσ] (или [Sτ]):
Sσ= σRKN/σmax ≥ [Sσ], (7)
где σR − предел выносливости сварного соединения при асимметричном цикле нагружения с коэффициентом асимметрии R=Fmin/Fmax;
KN – коэффициент долговечности; KN = (NG / N)1/ m ≥1,
где N − заданное число циклов нагружения;
m = 12/Kσ − показатель степени в уравнении кривой усталости;
σmax = (σm + σa) – максимальное напряжение цикла:
σm = σmax (1 + R) / 2 − среднее напряжение,
σa = σmax (1 – R) / 2 − амплитуда напряжений;
[Sσ] = 1,4…2,5 – для машиностроительных конструкций.
То же в формуле (7) и для напряжений τ с заменой символов σ на τ.
Для сварных деталей предел выносливости σR − максимальное по модулю напряжение цикла, при котором еще не происходит усталостного разрушения до базового числа циклов NG = 2,7∙106.
Из диаграммы предельных напряжений («Сопротивление материалов»)
σR =
2σ-1св /[1 + ψσ –
R
(1 – ψσ)], (8)
где ψσ - коэффициент чувствительности сварного соединения к асимметрии цикла: ψσ = 0,2 при Kσ < 2; ψσ = 0,05 при Kσ ≥2, где Kσ - эффективный коэффициент концентрации напряжений (отношение предела выносливости целого образца к пределу выносливости сварного):
1) для стыковых соединений Kσ = 1,2…1,6 (меньшие значения при автоматической сварке, большие при ручной);
2) для угловых швов нахлесточных соединений:
а) лобовой шов Kσ = 1,6…3,2;
б) фланговый шов Kσ= 3,4…4,4;
3) для тавровых соединений Kσ = 2,5…4;
4) для контактной сварки:
а) точечной Kσ = 7,5…12;
б) шовной Kσ = 5…7,5.
Предел выносливости сварных деталей
σ-1св = σ-1 / Kсв, (9)
где σ-1
- предел выносливости основного металла при симметричном цикле. Для стали
ориентировочно можно принять σ-1 = 0,43σВ;
Kсв - коэффициент снижения σ-1 с учетом основных факторов, влияющих на усталость сварного соединения.
В настоящее время наибольший опыт расчетов и нормативов имеется в локомотиво- и краностроении. По их данным
Kсв = Kσ∙K1∙K2/(Kd∙KF), (10)
где K1 - коэффициент, учитывающий влияние неоднородности металла свариваемых деталей:
- для проката, поковок, штамповок К1 = 1,1;
- для литья К1 = 1,2…1,3;
К2 - коэффициент, учитывающий влияние габаритных размеров деталей:
− при размерах до
− при размерах 250…1000 мм K2 = 1,0…1,2;
Кd - коэффициент, учитывающий влияние длины l сварного шва: для фланговых швов нахлесточного соединения при l = 40…200 мм Кd = 0,91…0,59; для других швов Кd = 1;
КF - коэффициент, учитывающий качество поверхности сварного соединения:
- для стальных литых деталей после пескоструйной обработки КF = 0,8
- после грубой механической обработки КF = 0,8…0,85;
- после чистовой обработки КF = 0,9.
Наибольшую прочность при F-
var имеют стыковые соединения.
Одним из основных факторов, влияющих на ударную выносливость соединения, является очертание шва (плавность перехода к основному металлу). Наиболее действенными способами повышения ударной выносливости является заглаживание швов и мест перехода к основному металлу, а также поверхностный наклеп дробью или плавно молотками. Но при малом количестве циклов эффект применения наклепа уменьшается, наклеп снижает пластичность, что нежелательно для конструкций, работающих при низких температурах, предложен метод аргонодугового оплавления.
Расчет клеесварных соединений
Клеесварные соединения представляют собой точечно-сварные соединения, у которых в промежутках между точками сварки находится клей, нанесенный до сварки (сварка по клеевой пленке) или введенной после сварки.
Прочность клеесварного соединения зависит от площади нахлестки и равна сумме прочности точки и прочности клея из расчета τкл.= 50 кгссм2 для клеев ФЛ-4С, МПФ-1, 13К-32-ЭМ.
Такая заниженная прочность клея объясняется тем, что расстояние между листами является непостоянным, меняясь от максимума на наибольшем удалении от точки до минимума вблизи точки и до нуля в месте сварки. Указанная величина τкл. является осредненной, отнесенной ко всей площади нахлестки.
Прочность клеесварного соединения на произвольной длине определяется силой
![]()
или прочная сила, которую способно воспринимать клеесварное соединение:
![]()
где Р1 – прочность одной точки сварки на срез, кгс;
t – шаг точек, см;
b – ширина нахлестки, см;
τкл – прочность клея на срез, кгссм2.
Прочность сечений вне клеевого шва на длине Z определяется силой
Ро= qoZ
где qo – прогонная нагрузка, которую способно воспринимать сечение вне шва.
При работе на растяжение
qo=σδ
где δ – толщина детали в месте соединения;
σ – напряжение растяжения (или сжатия) материала детали.
При работе на сдвиг
qo = τδ
где τ – напряжение сдвига материала детали.
Относительная прочность клеесварного соединения
![]()
Откуда
![]()
Из полученного выражения можно
найти зависимость ![]() которая для материала Д16-Е при σ= 4000 кгссм2 τ= 2500 кгссм2,
t = 2 см, δ = 0,2 см и τкл
= 50 кгссм2 равна:
которая для материала Д16-Е при σ= 4000 кгссм2 τ= 2500 кгссм2,
t = 2 см, δ = 0,2 см и τкл
= 50 кгссм2 равна:
при растяжении
![]()
при сдвиге
![]()
В клеесварных конструкциях силовую основу составляют сварные точки, разгруженные в значительной мере клеевой прослойкой. Кроме того, клеевая прослойка выполняет роль герметизирующего элемента, позволяя тем самым осуществлять антикоррозионную защиту клеесварных соединений методом анодного оксидирования, в отличие от сварных конструкций, не допускающих электрохимических способов защиты из-за попадания агрессивных электролитов в зазоры нахлесточных соединений.
В целом прочность клеесварных соединений при толщине листов 1-1,5 мм на 50% выше прочности сварных и клепанных, а при толщине 3-4 мм на 15…25% выше сварных.
Порядок расчета сварных соединений
1. При проектном расчете наиболее целесообразен такой порядок расчета:
1.1. Разработка конструкции соединения (взаимное наложение деталей, размеры деталей, связанных непосредственно со сваркой, назначение вида обработки кромок, выбор вида соединения).
1.2. Выбор вида сварного шва.
1.3. Назначается материал деталей, электроды, и определяются допускаемые напряжения.
1.4. Записывается условие прочности шва. В условии прочности две неизвестных величины: катет шва и длина сварного шва. Можно, задавшись толщиной шва или катетом шва, определить требуемую длину шва из условий прочности. Такой путь, — как правило, громоздкий, и его применяют когда решение простое, например, — когда соединение нагружено одним силовым фактором.
2. При проверочном расчете целесообразен порядок расчета путем последовательных приближений.
2.1. Разрабатывают конструкцию соединения (взаимное наложение деталей, размеры деталей, связанных непосредственно со сваркой, назначение вида обработки кромок, выбор вида соединения).
2.2. Выбирают тип сварного шва и его основные параметры: толщина, катет шва и длина шва (обычно из соображений конструктивных).
2.3. Выбирают материал деталей, электроды, и определяют допускаемые напряжения.
2.4. Записывают условие прочности шва, определяют величину максимальных напряжений в шве и сравнивают с допускаемыми.
2.5. Если напряжения в шве отличаются от допускаемых напряжений менее чем на 3% в большую сторону (перегрузка) или менее чем на 15% в меньшую сторону (недогрузка), то расчёт считается законченным, т.к. условия прочности соблюдены.
2.6. При значительной (более 3%) перегрузке следует увеличить размеры шва и вести расчет до выполнения пункта 2.5.
2.7. При значительной (более 15%) недогрузке следует уменьшить размеры шва и вести расчет до выполнения пункта 2.5.
Пути удовлетворения условий
прочности:
а) путем изменения толщины или катета шва в рекомендуемых пределах,
б) путем изменения длины шва, что может вести к изменению конструкции всего соединения,
в) путем изменения конструкций швов (применение прорезных, проплавных швов),
г) изменение технологии сварки,
д) изменение материала конструкции.
Рекомендации по конструированию сварных соединений встык и внахлест
Из-за дефектов сварки на концах шва принимают
минимальную длину шва не менее
В соединениях внахлест (рис.9, а) длину перекрытия принимают больше 4s, где s –
минимальная толщина свариваемых деталей. Длина лобовых швов lш не ограничивается. Длина фланговых швов ограничивается, так
как с увеличением их длины возрастает неравномерность распределения напряжений
по длине шва (рис.9, б) lфл < 60K
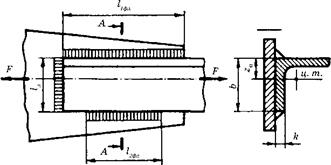
Рис.22
Сварные швы располагают так, чтобы они в соединении
были нагружены равномерно. При проектировании соединения уголков с косынками
(рис.22) длины фланговых швов принимают обратно пропорциональными расстояниям
до центра тяжести уголка:
![]()
Суммарная длина фланговых швов
![]()
Следовательно, длина флангового шва у
примыкающей полки уголка
![]()
В конструкциях, подверженных действию вибрационных знакопеременных нагрузок, соединения внахлест не рекомендуются, так как они создают значительную концентрацию напряжений.
Условные изображения и обозначения сварных швов
Условные изображения и обозначения на чертежах швов сварных соединений
устанавливает ГОСТ 2.312-72.
Сварной
шов независимо от способа сварки
изображают на чертеже соединения следующим образом:
- видимый шов – сплошной основной линией (рис. 23);
- невидимый шов – штриховой линией (рис. 24);
- при точечной сварке видимую одиночную сварную точку – знаком +, который выполняют основными сплошными линиями (рис. 25);
- при точечной сварке невидимые одиночные сварные точки не изображают.
Рис.23
Рис.24 Рис.25 Рис.26 Рис.27
На изображении сварного шва различают лицевую и оборотную стороны.
За лицевую сторону одностороннего шва принимают ту сторону, с которой проводится сварка. Лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок будет та сторона, с которой проводят сварку основного шва (см. рис. 23,б). Если же подготовка симметрична, то за лицевую сторону принимают любую сторону (см. рис. 23,в).
На изображении сечения многопроходного шва допускается выносить контуры отдельных проходов; при этом необходимо обозначать проходы прописными буквами русского алфавита (рис. 26).
Шов, размеры конструктивных элементов которого стандартами не установлены (нестандартный шов), изображают с указанием размеров конструктивных элементов, необходимых для выполнения шва по данному чертежу (рис. 27).
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва – сплошными тонкими линиями.
На чертежах сварного соединения каждый шов имеет определенное условное обозначение, которое наносят:
- для шва с лицевой стороны - на полке линии-выноски, заканчивающейся односторонней стрелкой, проведенной от изображения шва;
- для шва с оборотной стороны – под полкой линии-выноски, заканчивающейся односторонней стрелкой, проведенной от изображения шва.
Буквенно – цифровое обозначение шва:
Стыковой С1 – С25.
Тавровый Т1 – Т11.
Внахлестку Н1 – Н10.
Некоторые примеры цифровых обозначений наиболее применяемых швов.
Для стыковых соединений:
а) С4 - односторонний шов, без скоса кромок, на съёмной подкладке, для деталей толщиной 1…4 мм.
б) С2 – односторонний шов без скоса кромок деталей толщиной 1…4 мм.
в) С5 – односторонний шов, без скоса кромок, на остающейся подкладке, для деталей толщиной 1…4 мм.
г) С6 - односторонний замковый шов, для деталей толщиной 1…4 мм.
д) С8 - односторонний, со скосом одной кромки, для деталей толщиной 3…60 мм.
Для тавровых соединений:
а) Т1 — односторонний шов, без скоса кромок, для деталей толщиной 2…40 мм.
б) Т2 — двусторонний, с криволинейным скосом одной кромки, для деталей толщиной 15…100 мм.
в) Т7 — двусторонний, со скосом одной кромки, для деталей толщиной 3…60 мм.
г) Т3 — двусторонний без скоса кромок с толщиной деталей 2…40 мм.
д) Т5 — двусторонний, с двумя симметричными криволинейными скосами кромок, для деталей толщиной 30…120 мм.
е) Т6 — односторонний, со скосом одной кромки, для деталей толщиной 3…60 мм.
Для нахлёсточных соединений.
а) H1 — односторонний шов, без скоса кромок, для деталей толщиной 2…60 мм.
б) Н2 – двуосторонний шов, без скоса кромок, для деталей толщиной 2…60 мм.
Структура условного обозначения стандартного шва или одиночной сварной точки включает:
1. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений (см. таблицу 6).
2. Буквенно-цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений.
3. Условное обозначение способа сварки по стандарту на типы и конструктивные элементы швов сварных соединений (допускается не указывать).
4. Знак и размер катета по стандарту на типы и конструктивные элементы швов сварных соединений.
5. Для прерывистого шва - длину провариваемого участка, обозначение знака № 4 для цепного шва или № 5 для шахматного шва (см. таблицу 6) и шаг.
Для одиночной сварной точки - расчетный диаметр точки.
Для шва контактной точечной сварки или электрозаклепочного - расчетный диаметр точки или электрозаклепки, обозначение знака № 4 или № 5 (см. таблицу 6) и шаг.
Для шва контактной роликовой сварки - расчетную ширину шва.
Для прерывистого шва контактной роликовой сварки - расчетную ширину, знак умножения, длину провариваемого участка, обозначение знака 4 и шаг.
6. Обозначение вспомогательных знаков 7, 2 и 1 (таблица 6).
7. Обозначение вспомогательных знаков 6 и 3 (таблица 6).
Таблица 6. Вспомогательные знаки для обозначения сварных швов
|
Вспомогательный знак |
Значение вспомогательного знака |
Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва |
||
|
Номер |
Обозначение |
с лицевой стороны |
с оборотной стороны |
|
|
1 |
|
Усиление шва снять |
|
|
|
2 |
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
|
|
3 |
|
Шов выполнить при монтаже изделия, то есть при установке его по монтажному чертежу на месте применения |
|
|
|
4 |
|
Шов прерывистый или точечный с цепным расположением. Угол наклона линии 60° |
|
|
|
5 |
|
Шов прерывистый или точечный с шахматным расположением |
|
|
|
6 |
|
Шов по замкнутой линии. Диаметр знака 3-5 мм |
|
|
|
7 |
|
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
|
|
После вспомогательных знаков, если указана последующая механическая обработка шва, ставят обозначение шероховатости поверхности обработанного шва (см. рис. 23,а).
Вспомогательные знаки (см. таблицу 6) выполняют тонкими сплошными линиями, они должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Условное
обозначение стандартного шва, показанное на полке линии-выноски (см. рис. 28),
расшифровывается так: шов нахлесточного соединения (буква Н), прерывистый шов по
незамкнутой линии (знак 7); катет сечения шва
Рис.28
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками.
Всем одинаковым швам присваивают один порядковый номер, который наносят:
- на линии-выноске, имеющей полку с нанесенным обозначением шва;
- на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны.
Написание технических требований на чертежах сварных конструкций
В технических требованиях на чертежах сварных конструкций рекомендуется приводить следующие данные:
1) марку электродов или присадочной проволоки.
Вместо марки допускается указывать тип электрода по соответствующим государственным стандартам. Допускается вместо марок и типов электродов и марок присадочных проволок указывать необходимые требования к прочности и другим свойствам швов или сварных соединений;
2) сведения о необходимости термической обработки сварной конструкции после сварки;
3) сведения о необходимости, ограничении или запрещении правки;
4) контролируемые швы или участки швов и необходимость их контроля;
5) группу сварных соединений;
6) конструктивные и технологические нормы подготовки и сборки кромок под сварку и контролируемые размеры швов. Они должны соответствовать требованиям нормативно-технических документов.
Ниже приведены примеры записи технических требований на чертежах сварных конструкций.
Для углеродистых сталей обыкновенного качества (ГОСТ 380-88), сталей углеродистых качественных конструкционных (ГОСТ 1050-88):
1. Сварку проводить электродом Э42А
(ГОСТ 9467-75).
Сварные швы по ГОСТ 5264-80.
2. Сварные швы группы ... (отраслевой
стандарт).
Если на чертеже имеются стандартные и нестандартные швы, то в технических требованиях пишут:
1. Сварку проводить электродом Э42А (ГОСТ
9467-75).
Сварные швы №№ ...по ГОСТ 5264-80.
Сварка швов № ... - ручная дуговая.
2. Сварные швы группы ... (отраслевой
стандарт).
Допускается на чертеже сварные швы не обозначать, особенно для пространственных конструкций из уголков, швеллеров и т.д.
Например:
... В местах стыка деталей из швеллеров
сварка швами Т3 катетом не менее
...В местах стыка деталей из листов сварка
швом С2 длиной
...В местах стыка деталей из труб сварка
швом У5 катетом не менее
...В местах стыка деталей из труб со
швеллерами сварка швом Т1 катетом не менее
... В местах стыка деталей из труб с лентой сварка швом HI no ГОСТ 5264-80.
Для легированных конструкционных сталей (ГОСТ 4543-71):
1. Сварку проводить электродом Э85А
(ГОСТ9467-75).
2. Сварные швы по ГОСТ 5264-80.
3. Сварные швы группы ... (отраслевой
стандарт).
Для коррозионно-стойких сталей по ГОСТ 5632-72 (сталь 12Х18Н10Т):
1. Сварные швы по ГОСТ 14771-76.
2. Сварку
проводить с присадочной
проволокой Св06Х19Н9Т ГОСТ
2246-70.
3. Допускается замена на проволоку
Св04Х19Н11МЗ ГОСТ 2246- 70.
4. Допускается сварка электродуговая. Электрод Э-08Х17Н8М2 ГОСТ 10052-75.
5. Сварные швы группы ... (отраслевой
стандарт).
Если в сварной конструкции применяются различные способы сварки, то в технических требованиях следует делать запись по типу:
1. Сварка электродуговая электрод
Э-08Х20Н9Г2Б (ГОСТ 10052-75). Допускается электрод Э-08Х17Н8М2 (ГОСТ 10052-75).
1. Сварные швы группы ... (отраслевой
стандарт).
3. Сварные швы, выполненные электродуговой
сваркой, контролировать радиографическим методом по ГОСТ 7512-82.
4. Остальные сварные швы выполнить
аргонодуговой сваркой с присадочной проволокой Св06Х19Н9Т (ГОСТ 2246-70).
5. Сварные швы, выполненные точечной
сваркой, группы ... (отраслевой стандарт).
Если на сборке выполняются сварные швы из алюминиевых сплавов различных марок:
Сварные швы по ГОСТ 14806-80, кроме шва №1.
Сварку швов №7 - №5 проводить с присадочной
проволокой СвАМц (ГОСТ 7871-75).
Сварка шва №1 - с присадочной проволокой СвАМгб (ГОСТ 7871-75).
Сварные швы группы ... (отраслевой
стандарт).
Для титановых сплавов (ГОСТ 19807-91) (ОТ4, ВТ1-00):
1. Сварка аргонодуговая.
Сварные швы группы ... (отраслевой
стандарт).
2. Сварочная проволока СвОТ4 ОСТ1.90015-77.
Допускается сварка без присадочной
проволоки.
3. Сварные швы контролировать
радиографическим методом по ГОСТ 7512-82.
4. После сварки выполнить правку и отжиг по
инструкции ...
Ударная правка и правка с применением
статических нагрузок не допускается.
Для материала ВТ14, если требуется равнопрочность сварного шва с основным материалом, то в технических требованиях пишут:
Сварочная проволока СвСПТ-2 ОСТ- 1.90015-77.
Без предъявления требований равнопрочности к сварному шву:
Сварочная проволока CвBT1-00 ОСТ - 1.90015-77.
Паяные соединения
Паяные соединения — неразъемные соединения, образуемые за счет химического или физического (адгезия, растворение,
образование эвтектик) взаимодействия расплавляемого материала – припоя с
соединяемыми кромками деталей. Припой-сплав (на основе олова, меди,
серебра) или чистый металл, вводимый в расплавленном состоянии в зазор между соединяемые деталями. Температура плавления припоя ниже
температуры плавления материалов деталей. По конструкции паяные соединения
подобны сварным: нахлесточное, стыковое, в ус (рис. 29). Наибольшую прочность имеет соединение внахлестку, но при этом увеличиваются
габариты соединения. Соединение встык
и в ус имеет малые габариты, но
невысокую прочность.
Рис.29
Паянием называют процесс образования неразъемного соединения материалов паяльником 2 (рис. 29.1) при помощи расплавленного металла или сплава, называемого припоем 1. От сварки паяние отличается тем, что кромки соединяемых деталей не расплавляются, а только нагреваются до температуры плавления припоя. В отличие от сварки пайка сохраняет: структуру, механические свойства и состав материала деталей, вызывает значительно меньшие остаточные напряжения, позволяет соединят не только однородные, но и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и др.
Прочность паяного соединения определяется прочностью припоя и сцепления
припоя с поверхностями соединяемых деталей. Припои
имеют более низкую температуру плавления, чем металлы, из которых изготовлены
соединяемые детали 3. Припой
расплавляется и затвердевает в зазорах между поверхностями соединяемых деталей (рис. 29.1).
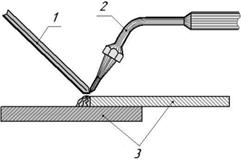
Рис. 29.1. Процесс паяния паяльником: 1 – припой; 2 – паяльник; 3 –
соединяемые детали
При пайке поверхности деталей очищают от окислов и
обезжиривают с целью получения хорошей смачиваемости поверхности
припоем качественного заполнения им зазоров. Нагрев припоя и деталей в
зависимости от их размеров осуществляют паяльником, газовой горелкой, электронагревом, в термических печах и др. Для очистки и
защиты соединяемых поверхностей и припоя от окисления, улучшения смачиваемости и лучшего растекания припоя применяют флюсы.
Они способствуют очищению поверхностей от загрязнений, растворяют окисные
пленки, улучшают смачиваемость поверхностей припоем,
обеспечивают лучшее затекание припоя в зазоры между спаиваемыми деталями. Флюсы
должны обладать хорошей жидкотекучестью
и иметь температуру плавления более низкую, чем у припоя, что обеспечивает их
вытеснение припоем. Они делятся на химически активные (бура, борная кислота,
хлористый цинк и др.) и химически неактивные (канифоль, нашатырь и спиртовые
растворы). Применение первых требует тщательной промывки деталей после пайки.
Для уменьшения вредного влияния окисления поверхности деталей при пайке применяют также паяют в вакууме или в среде нейтральных газов (аргон). Расплавленный припой растекается по нагретым поверхностям стыка деталей и при охлаждении затвердевает, прочно соединении детали.
Размер зазора в стыке определяет прочность соединения. При малом зазоре лучше проявляется эффект капиллярного течения припоя, процесс растворения материалов деталей в расплавленном припое распространяется на всю толщину паяного шва (прочность образующегося раствора на 30…60% выше прочности припоя). Размер зазора обычно для легкоплавких припоев принимают зазор до 0,2...0,3 мм на сторону, для твердых припоев несколько меньше - до 0,15 мм. Но величина зазора зависит как от конструкции паяного соединения, так и от технологии пайки - для пайки в печи нужен один зазор, для пайки в соляной ванне - другой.
К легкоплавким мягким припоям с температурой плавления до 450 °С относятся оловянисто-свинцовые сплавы с содержанием олова от 18 до 90 %, например ПОС-61 (61% олова). Для понижения температуры плавления в эти сплавы вводят висмут и кадмий, а для увеличения прочности – сурьму. Твердые припои содержат в своем составе медь, цинк, никель, серебро и имеют температуру плавления выше 500 °С.
Мягкие припои применяют для получения главным образом надежных электрических контактов при пайке и герметичных соединений. Эти припои не следует применять для соединений, работающих при температуре свыше 100 °С или подверженных действию ударных нагрузок.
Среднетугоплавкие припои имеют температуру плавления выше 500 °С (серебряные или на медной основе). Такими припоями можно получить прочность паяного соединения, близкую к прочности основного металла соединяемых деталей. Твердые припои обеспечивают достаточную прочность шва при температуре свыше 100 °С, устойчивы к вибрациям, ударам и агрессивным средам. Тугоплавкие припои состоят из сплава меди, цинка, серебра, никеля, железа, кадмия и других металлов. Припой на медной основе (ВПр1, ВПр2) отличаются повешенной хрупкостью, их применяют для соединения деталей, нагруженных статической нагрузкой. Серебряные припои (ПСр40, ПСр45) применяют для ответственных соединений. Они устойчивы против коррозии и пригодны для соединения деталей, воспринимающих ударную и вибрационную нагрузки.
Маркировка и назначение некоторых припоев: ПОС-90 (олово 90%, остальное свинец, Тпл = 222 °С) - пайка посуды; ПОС-30 (Тпл =256 °С) - третник - пайка радиоаппаратуры; ПМЦ-48, (медь 48%, остальное цинк, Тпл = 865 °С) – пайка медных сплавов, имеющих температуру плавления не ниже 920 °С; ПСр-72 (серебро 72%, остальное медь, Тпл = 779 °С) – пайка чёрных и цветных металлов, имеющих температуру плавления не ниже 800 °С; ПСр-40 (серебро 40%, медь ~16,7%, цинк ~ 17,0%, кадмий ~ 26,0%, никель ~ 0,3% Тпл = 605 °С) - пайка чёрных и цветных металлов, имеющих температуру плавления не ниже 650 °С.
Достоинством паяных соединений является стойкость против коррозии, возможность соединения тонкостенных деталей, герметичность, малая концентрация напряжений вследствие высокой пластичности припоя, простота и дешевизна технологического процесса, широкие возможности его механизации и автоматизации, возможность соединения всех металлов и разнородных материалов (металл с керамикой, стеклом, резиной), малые остаточные температурные напряжения и деформации, малое электросопротивление мест соединения. Пайка позволяет получать соединения деталей в скрытых и труднодоступных местах конструкции.
Так как непосредственная пайка при соединении металлов с неметаллами невозможна, то на поверхности неметаллических материалов создают промежуточный слой из меди, никеля, серебра, который хорошо сцепляется с поверхностью этих материалов и обеспечивает качественную пайку с металлом.
Недостатком паяных соединений по сравнению со сваркой является сравнительно невысокая прочность в сравнении с основным материалом, необходимость малых и равномерно распределенных зазоров между соединяемыми деталями, что требует их точной механической обработки и качественной сборки, а также предварительной обработки поверхностей перед пайкой.
Применение паяных соединений в машиностроении расширяется в связи с внедрением пластмасс, керамики и высокопрочных сталей, которые плохо свариваются. Пайкой соединяют листы, стержни, трубы и др. Ее широко применяют в автомобилестроении (радиаторы и др.) и самолетостроении (обшивка с сотовым промежуточным заполнением). Пайка является одни из основных видов соединений в радиоэлектронике и приборостроении.
Расчет на прочность паяных соединений производят на сдвиг методами сопротивления материалов. Надо учитывать, что в нахлесточном соединении площадь расчетного сечения равна площади контакта деталей. Для нахлесточных соединений деталей из низкоуглеродистой стали, полученных оловянно-свинцовыми припоями (ПОС40), допускаемое напряжение на сдвиг [τ]с=60 Н/мм2.
Клеевые соединения
В настоящее время все шире применяют неразъемные соединения металлов и неметаллических материалов, получаемые склеиванием. Это соединения деталей неметаллическим веществом посредством поверхностного схватывания и межмолекулярной связи в клеящем слое.
Отличие клеевого соединения от паяного заключается в том, что клеи не являются металлами, в то время как припои – это либо металлы, либо их сплавы. В зависимости от состава и свойств клеев их полимерезация может происходить как при комнатной температуре, так и при нагревании.
Наибольшее применение получили клеевые соединения внахлестку (рис.30), реже — встык. Клеевые соединения позволили расширить диапазон применения в конструкциях машин сочетаний различных неоднородных материалов — стали, чугуна, алюминия, меди, латуни, стекла, пластмасс, резины, кожи и т. д.
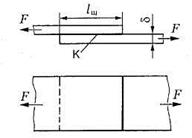
Рис.30. Клеевое
соединение внахлестку
Все клеи можно разделить на конструкционные - такие которые способны выдерживать после затвердевания нагрузку на отрыв и сдвиг, и неконструкционные - соединения с применением которых не способны длительное время выдерживать нагрузки. К конструкционным можно отнести клеи БФ, эпоксидные, циакрин и др. К неконструкционным - клей 88Н, иногда резиновый и др.
Большинство клеев требует выдержки клеевого соединения под нагрузкой до образования схватывания и последующей досушки в свободном состоянии. Некоторые клеи требуют нагрева для выпаривания растворителя и последующей полимеризации.
Применение универсальных клеев типа БФ, ВК, МПФ и других (в настоящее время употребляют более ста различных марок клеев) позволяет довести прочность клеевых соединений до 80% по отношению к прочности склеиваемых материалов. Наибольшее применение в машиностроении клееные соединения, работающие на сдвиг. Оптимальная толщина слоя клея 0,05…0,15 мм.
На прочность клееных соединений влияют характер нагрузки, конструкция соединения, тип и толщина слоя клея (при увеличении толщины прочность падает), технология склеивания, и время (с течением времени прочность некоторых клеев уменьшается).
Прочность и плотность соединения обеспечивается
хорошей зачисткой склеиваемых поверхностей и сдавливанием их при температурах
от 15 до 100°С с последующей выдержкой от нескольких
минут до нескольких часов.
Достоинства и недостатки клеевых
соединений.
Достоинства:
-
простота получения неразъемного соединения и низкая стоимость работ по
склеиванию;
- возможность соединения практически любых встречающихся в промышленности конструкционных материалов;
- возможность получения неразъемного соединения разнородных материалов любых толщин;
- отсутствие коробления получаемых деталей;
-
герметичность, коррозионная стойкость и бензомаслостойкость
соединения;
- возможность соединении очень тонких листовых деталей;
-
значительно меньшая, чем при сварке, концентрация напряжений;
-
высокое сопротивление усталости;
-
значительно меньшие, чем при сварке и
клёпке, трудовые затраты на единицу продукции;
-
малая масса.
Недостатки:
-
сравнительно невысокая прочность;
-
неудовлетворительная работа на неравномерный отрыв;
-
уменьшение прочности соединения с течением времени («старение»), (некоторые клеи обладают высокой устойчивостью против «старения»);
- низкая
теплостойкость – прочность соединения нарушается при сравнительно невысоких
температурах 60…100°С. (В последнее время созданы некоторые марки клеев на
основе элементоорганических и неорганических полимеров, удовлетворительно
работающих при t≤1000°C. Однако
большинство из них не обладает достаточной эластичностью).
Область применения. Клеевые соединения широко применяют в самолетостроении, при изготовлении режущего инструмента, электро- и радиооборудования, в оптической и деревообрабатывающей промышленности, строительстве, мостостроении. В настоящее время созданы некоторые марки клеев на основе полимеров, удовлетворительно работающих при температуре до 1000°. Клеевыми соединениями создают новые конструкции (сотовые, слоистые), отдельные зубчатые колеса соединяют в общий блок, повышают прочность сопряжения зубчатых венцов со ступицами, ступиц с валами, закрепляют в корпусе неподвижное центральное зубчатое колесо планетарной передачи, наружное кольцо подшипника качения, стопорят резьбовые соединения, крепят пластинки режущего инструмента и др. Клеевые соединения часто применяют в качестве контровочных для резьбовых соединений. Как правило, клеевые соединения лучше работают на сдвиг, чем на отрыв.
Расчет клеевых соединений на прочность. Соединения
внахлестку. При действии растягивающей или сжимающей силы F (рис. 30) расчет
производят на сдвиг (срез) по формуле
![]()
где τсд и [τ]сд — расчетное и допускаемое напряжения на сдвиг; [τ]сд = 10÷25 МПа для карбонильного клея, [τ]сд = 4,5÷7,0 МПа для клея группы БФ; F — нагрузка, действующая на соединение; Асд— площадь сдвига (среза).
Вопросы для самопроверки
- Что понимают под неразъемным соединением?
-
Что понимается под сварным соединением и сварным швом?
- Каковы основные виды сварных соединений?
- Чем отличается сварка встык от сварки внахлест?
- Как рассчитываются сварные соединения на прочность?
- Оцените сварное соединение по сравнению с заклепочным?
- Сравните соединение встык и внахлестку, отметьте их достоинства и недостатки?
- В чем преимущества вогнутой формы поперечного сечения углового шва?
- Почему не рекомендуют применять длинные фланговые швы?
- Какие упрощающие допущения принимают при написании формул для расчета прочности угловых швов в различных случаях нагружения?
- Области применения точечной и шовной контактной сварки?
- Какие факторы влияют на прочность сварных соединений?
-
Сравните конструктивное оформление сварного и клепаного соединений (см. рис.). Опишите достоинства этого сварного шва.
![]()
- Почему потолочный шов при всех прочих равных
условиях имеет меньшую прочность?
- Какие преимущества имеют сварные соединения? Область применения сварных соединений?
- Как образуется сварной шов? Типы сварных швов?
- Какие факторы учитывают при выборе допускаемых напряжений для расчетов на прочность сварных соединений?
- Почему не рекомендуют применять длинные фланговые швы?
- Дайте краткое описание сварных соединений:
стыковых, нахлесточных, тавровых, угловых.
- Когда применяют стыковые швы без скоса кромок?
-
Определите тип шва у таврового соединения (см.
рис. 11, б).
-
Какой профиль у нормального углового шва? Чему равен катет выпуклого шва (см. рис. 10, в)?
- Можно ли применить лобовой или фланговый шов для получения
нахлесточного соединения и для соединения с
накладками?
- На практике встречается случай, когда по расчету lш > b (b — ширина детали). Какое решение следует принять в этом случае?
- Почему в формуле (4)
в
знаменателе принято 0,7Klш?
- Каковы достоинства и недостатки паяных соединений по сравнению со сварными? Область их применения?
- Каковы достоинства и недостатки клееных соединений по сравнению со сварными? Область их применения?
- Как определяется площадь нахлесточных паяного и клееного соединений при расчете на прочность?
- Где применяют соединения пайкой и склеиванием? Их преимущества и недостатки по сравнению со сварным?
- На что следует обращать особое внимание при подготовке деталей к склеиванию и пайке?
- Какое из перечисленных соединений следует отнести к разъёмным?
I. Клиновое.
2. С гарантированным натягом.
3. Сварное.
4. Заклепочное.
- Какое из перечисленных соединений следует отнести к неразъемным?
1. Шлицевое.
2. Шпоночное.
3. Сварное.
4. Поперечным коническим штифтом.
- Каким соединением нельзя обеспечить герметичность стыка?
1. Резьбовое.
2. Заклепочное.
3. Клиновое.
4. Шпоночное.
- Какой вид соединений не применяют для соединения цилиндрических стержней?
1. Резьбовое.
2. Клиновое.
3. Заклепочное.
4. Сварное.
- Какое соединение не применяют для соединения ступицы с валом?
1. Резьбовое.
2. Шлицевое.
3. С гарантированным натягом.
4. Шпоночное.
- Какой способ сварки рекомендуется применить для нахлесточного соединения толстых стальных листов?
1. Газовую.
2. Электродуговую.
3. Контактную.
- Какой вид неразъемного соединения стальных деталей имеет в настоящее время наибольшее распространение?
1. Заклепочное.
2. Сварное.
3. Клеевое.
- Укажите наиболее простую конструкцию сварного соединения
1. Нахлесточное.
2. Стыковое.
3. Тавровое.
4. Угловое.
5. С накладками.
- Какой вид сварного соединения изображен на
рисунке:
![]()
1. стыковое;
2. нахлесточное;
3. угловое?
- Каким способом подготовлены кромки
свариваемых деталей на рисунке:
![]()
1. со скосом одной кромки;
2. с двумя симметричными скосами одной
кромки;
3. с отбортовкой
кромок?
- Какой шов изображен на рисунке:

1. угловой односторонний;
2. тавровый двусторонний;
3. тавровый односторонний?
- Правила обозначения швов сварных соединений,
выполняемых дуговой сваркой в защитном газе изложены в ГОСТ:
1) 14771–76;
2) 8713–79;
3) 5264–80.
- Каким знаком отмечают на чертеже видимую
одиночную сварную точку:
1) «×»;
2) «+»;
3) «*»?
- Как изображаются на
чертеже невидимые одиночные сварные точки:
1) «–»;
2) «±»;
3) они не изображаются?
- Как можно охарактеризовать сварное
соединение, изображенное на рисунке:
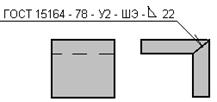
1. угловое соединение со скосом кромок,
выполняется электрошлаковой сваркой проволочным электродом; катет шва
2. угловое соединение без скоса кромок,
выполняется дуговой электросваркой; шаг
3. угловое соединение, шов двухсторонний,
выполняемый автоматической сваркой под флюсом по замкнутой линии; длина
провариваемого участка 22 мм?
- Как охарактеризовать сварное соединение на
рисунке:
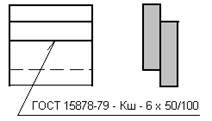
1. соединение внахлестку, шов прерывистый,
выполняемый газовой сваркой, шаг шва 6 мм, длина провариваемого участка 50 мм,
ширина шва 100 мм;
2. соединение внахлестку, одиночные сварные
точки, выполняемые контактной точечной сваркой, расчетный диаметр точки 6 мм,
ширина детали 50 мм, расстояние между точками 100 мм;
3. соединение внахлестку, шов прерывистый,
выполняемый контактной сваркой, ширина шва 6 мм, длина провариваемого участка
50 мм, шаг 100 мм?
- Какой шов изображен на рисунке:
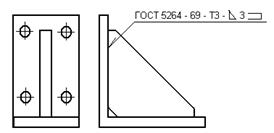
1. тавровый, по
незамкнутой линии, видимый;
2. тавровый, по
замкнутой линии, невидимый;
3. тавровый,
прерывистый, видимый?
- Какой вид сварного соединения изображен на
рисунке:
![]()
1. стыковое соединение без скоса кромок;
2. стыковое соединение с криволинейным скосом одной кромки;
3. стыковое соединение со скосом обеих кромок?
- Как называется положение
шва при сварке стыковых соединений листов, изображенное на рисунке:

1. вертикальное
(сварка снизу вверх);
2. нижнее;
3. потолочное?
- Как называется положение
шва при сварке стыковых соединений листов, изображенное на рисунке:

1. нижнее;
2. горизонтальное;
3. переменное?
- Что обозначается буквой t на чертеже сварного прерывистого
шва:
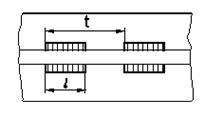
1. шаг;
2. длина участка;
3. ширина шва?
- Какое расположение
провариваемых участков изображено на рисунке:
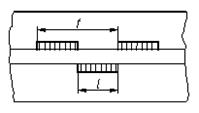
1. цепное;
2. шахматное;
3. одностороннее?
- В каком случае в
обозначении паяного шва необходимо использовать знак О:
1)
2) 
3) 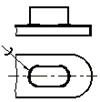
- Почему обозначение шва
сварного соединения выполняется под линией-выноской:
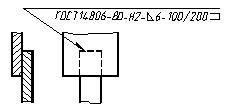
1. шов невидимый (с обратной стороны);
2. шов двухсторонний;
3. нестандартный шов?
- Как называется сварной шов, показанный на рисунке

1. Угловой фланговый
2. Угловой лобовой
3. Угловой
4. Прорезной
5. Стыковой
- Какую форму (скос) необходимо придать кромкам листов толщиной 15 мм при стыковом шве?
1. Скос кромок не нужен
2. Односторонний скос одной кромки
3. Односторонний скос двух кромок
4. Двусторонний скос двух кромок
- Чему равно допускаемое напряжение для нахлесточного шва при действии осевой растягивающей силы, выполненного ручной дуговой сваркой электродом марки Э50?
1. [σ]p
2. 0,9[σ]p
3. 0,65[σ]p
4. 0,6[σ]p
- По какой формуле определяют длину фланговых сварных швов?
1. ![]()
2. ![]()
3. ![]()
- Назовите формулу проверочного расчета для стыкового клеевого соединения
1. ![]()
2. ![]()
3. ![]()
- При склеивании каких материалов легко обеспечивается условие: прочность соединения больше, чем прочность склеиваемых материалов?
1. Металлов
2. Металла с неметаллом
3. Неметаллов
- К какому виду относится дуговая сварка?
1. Холодная
2. Химическая
3. Механическая
4. Электрическая
- К какому виду относится газовая сварка?
1. Холодная
2. Химическая
3. Электрическая
4. Механическая
- К какому виду сварных соединений относится соединение деталей, расположенных в одной плоскости таким образом, что соединяемые элементы являются продолжением один другого?
1. Соединение встык
2. Соединение внахлестку
3. Тавровое соединение
4. Угловое соединение
- На прочность не рассчитывают ….. сварные соединения
1) тавровые
2) стыковые
3) угловые
4) нахлесточные
- Условие прочности стыкового сварного соединения имеет вид …..
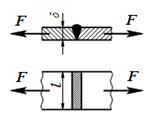
1) ![]()
2) ![]()
3) ![]()
4) ![]()
- Угловые швы в сварных соединениях рассчитывают ….. напряжениям.
1) по нормальным
2) по нормальным и касательным
3) по эквивалентным
4) по касательным
- В нахлесточном сварном соединении … шов расположен ….. линии действия нагружающей силы (подобрать соответствие).
1) фланговый A) параллельно
2) лобовой B) под углом 45º к
3) косой C) перпендикулярно
- Сварное соединение выполненное фланговым швом изображено на рисунке …..
1)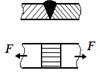 2)
2)
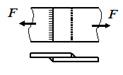 3)
3)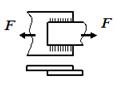 4)
4) 
- Напряжения по длине флангового шва нахлесточного соединения распределяются …..
1) равномерно
2) неравномерно – на концах они больше, чем в середине
3) неравномерно – в середине они больше, чем на концах
4) неравномерно – возрастают от нуля на одном конце до максимума на другом
- Длину флангового сварного шва нахлесточного соединения рекомендуют принимать …..
1) l<20k
2) l>50k
3) l=10k
4) 30 мм≤l≤50k
- Прочность фланговых швов нагруженных продольной силой рассчитывают по формуле …..
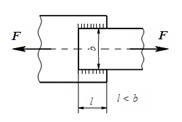
k – катет сварного шва
1) ![]()
2) ![]()
3) ![]()
4) ![]()
- Электроконтактную сварку применяют для соединения деталей преимущественно толщиной …..
1) δ≤12
2) δ≤3
3) δ≥10
4) δ≤15
- Соединение контактной точечной сваркой рассчитывают на прочность по формуле …..
1) ![]()
2) ![]()
3) ![]()
4) ![]()
- Какой стыковой шов показан на рисунке?

1. X-образный шов
2. V-образный шов
3. U-образный шов
4. Бесскосный шов (шов без разделки кромок)
- Какой стыковой шов показан на рисунке?
1. X-образный шов
2. V-образный шов
3. U-образный шов
4. Бесскосный шов (шов без разделки кромок)
- Какой стыковой шов показан на рисунке?
1. X-образный шов
2. V-образный шов
3. U-образный шов
4. Бесскосный шов (шов без разделки кромок)
- Какой стыковой шов используют для сваривания деталей толщиной 1...8 мм?
1. X-образный шов
2. V-образный шов
3. U-образный шов
4. Бесскосный шов (шов без разделки кромок)
- Какое сечение углового шва является опасным?
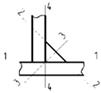
1. Сечение 1-1
2. Сечение 2-2
3. Сечение 3-3
4. Сечение 4-4
- Какой из показанных на рисунке швов обладает меньшей концентрацией напряжений?
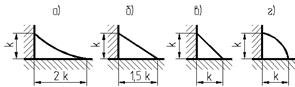
1. Шов, показанный на рис.а)
2. Шов, показанный на рис.б)
3. Шов, показанный на рис.в)
4. Шов, показанный на рис.г)
- Какие деформации возникают в стыковом шве, нагруженном растягивающим усилием и изгибающим моментом?
1. Растяжение
2. Растяжение и изгиб
3. Растяжение и кручение
4. Изгиб и кручение
- В какой точке комбинированного шва внахлестку находится напряжение?
1. В точке А
2. В точке В
3. В точке С
4. В точке D
- Какой шов изображен на рисунке?

1. Лобовой
2. Фланговый
3. Втавр угловой
4. Втавр стыковой
- Какой шов изображен на рисунке?
1. Лобовой
2. Втавр стыковой
3. Втавр угловой
4. Фланговый
- Как называется шов, изображенный на рисунке?
1. Лобовой
2. Фланговый
3. Стыковой
4. Втавр
- В каких сечениях шва максимальные напряжения?
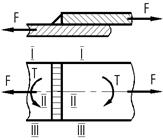
1. Сечение I-I
2. Сечение II-II
3. Сечение III-III
4. Сечение I-I, III-III
- Как называется шов, изображенный на рисунке?
1. Лобовой
2. Фланговый
3. Стыковой
4. Втавр
- Какие из перечисленных качеств могут быть отнесены к числу недостатков соединений сваркой?
1. Высокая производительность процесса сварки.
2. Высокая чувствительность к вибрационным нагрузкам.
3. Возможность существенного снижения массы сложных деталей при поэлементном изготовлении их с последующей сваркой.
4. Возможность комбинирования различных материалов в одной детали.
- Какой из перечисленных материалов лучше всего сваривается?
1. Чугун.
2. Высокоуглеродистые стали.
3. Среднеуглеродистые стали.
4. Малоуглеродистые стали.
- Какой из перечисленных материалов лучше всего сваривается?
1. Углеродистые стали.
2. Низколегированные стали.
3. Легированные стали.
4. Сплавы цветных металлов.
- По взаимному расположению свариваемых деталей различают:
1. Соединения встык.
2. Нахлесточные соединения.
3. Соединения в тавр.
4. Соединения угловые.
В каком из них сохраняется общая плоскостность?
- Необходимо сварить встык две детали сечением b×s= 2000×8 (мм∙мм). Какую сварку целесообразно применить?
1. Контактную.
2. Кузнечную.
3. Электрошлаковую.
4. Дуговую.
- Какой вид сварки нужно применить для нахлесточного соединения двух листов сечением b×s=1500×1 (мм∙мм)?
1. Дуговую.
2. Контактную.
3. Точечный шов.
4. Электрошлаковую.
- Какой вид сварки не обеспечивает герметичности соединения?
1. Кузнечная.
2. Контактная.
3. Точечный шов.
4. Электрошлаковая.
-
Какая разделка кромок свариваемых деталей применяется при сварке особо толстых
деталей?

1. U-образная.
2. Двойная U-образная.
3. V-образная.
4. Х-образная.
-
Представлен ряд толщин листов, свариваемых встык ручной сваркой. Начиная с какой толщины необходима предварительная разделка
кромок?
1.
2.
3.
4.
- Встык односторонней дуговой сваркой свариваются детали, которые в дальнейшем будут нагружаться изгибающим моментом.
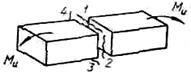
Как выгоднее расположить сварной шов?
- По какой формуле следует вести расчет нагрузочной способности соединения дуговой сваркой встык?
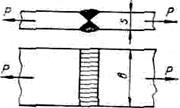
1. P=b∙s∙[τ]ср.св;
2. P=b∙s∙[τ]ср.дет;
3. P=b∙s∙[σ]р.св;
4. P=b∙s∙[σ]р.дет.
- Как рассчитывается косой сварной шов встык?
1. В предположении, что опасными являются касательные напряжения в шве.
2. В предположении, что опасными являются нормальные напряжения в шве.
3. На совместное действие касательных и нормальных напряжений.
4. Расчет ведут не по сварному шву.
- На какой схеме правильно названы угловые (валиковые) швы?
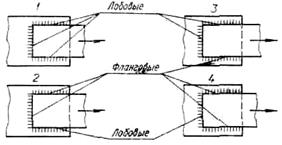
- Толщина свариваемых деталей s=8 мм. Какой катет шва k следует считать оптимальным в соединении угловыми (валиковыми) сварными швами?
1. k=10 мм.
2. k=8 мм.
3. k=5 мм.
4. k=3 мм.
- Какое из приведенных ниже утверждений ошибочно?
1. Ограничивается минимальная длина фланговых швов.
2. Ограничивается максимальная длина фланговых швов.
3. Ограничивается минимальная длина лобовых швов.
4. Ограничивается максимальная длина лобовых швов.
- Укажите рекомендуемые нормы ограничения длины фланговых швов (k — катет шва):
1. (30÷40)k.
2. (40÷50)k.
3. (50÷60)k.
4. (60÷70)k.
- Какой из угловых (валиковых) сварных швов будет оптимальным в условиях статического нагружения?
- Какой из угловых (валиковых) сварных швов будет оптимальным в условиях циклического нагружения?
- Какие существуют рекомендации по ограничению длины лобовых угловых (валиковых) сварных швов (k— катет шва)?
1. Не ограничиваются.
2. (60÷70)k.
3. (50÷60)k.
4. (40÷50)k.
-
Какое сечение углового (валикового) сварного шва
принимается за расчетное?
- Уголок приваривается к листу угловыми (валиковыми) сварными швами. Как правильно наложить фланговые швы?
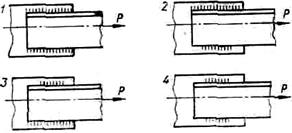
- В биссекторном сечении нормального лобового (валикового) сварного шва возникают нормальные и касательные напряжения. Какое из соотношений соответствует действительности?
1. σ>τ;
2. σ<τ;
3. σ=τ;
4. τ=0,7σ.
- Нахлесточное соединение комбинированными угловыми (валиковыми) швами нагружено моментом М и силой Р. По какой точке следует вести проверочный расчет соединения?
- Для расчета нагрузочной способности сварного таврового соединения предложена формула
Рн=2×0,7kl[σ]св ,
где k —катет шва; l—длина шва; [σ]св—допускаемые напряжения в сварке.
Какой вид соединения имеется при этом в виду?
1. Соединение угловыми швами с односторонней подготовкой кромки привариваемой детали.
2. Соединение угловыми швами с двухсторонней подготовкой кромки привариваемой детали.
3. Соединение угловыми швами без подготовки кромки привариваемой детали, работающее на растяжение.
4. Соединение угловыми швами без подготовки кромки привариваемой детали, работающее на сжатие.
- При сварке точечным швом, каким выбирают диаметр сварной точки?
1. Не связывают с толщиной свариваемых деталей.
2. Меньше толщины свариваемых деталей.
3. Равным толщине свариваемых деталей.
4. Большим этой толщины.
- При сварке точечным швом как ограничивается количество свариваемых деталей?
1. Не более двух.
2. Не более трех.
3. Не более четырех.
4. Не ограничивается.
- Для повышения прочности соединения дуговой сваркой встык при переменной нагрузке предложено:
1. Механической обработкой снять утолщения;
2. Поставить накладки;
3. Применить предварительную разделку кромок;
4. Улучшить технологию сварки, исключить непровар.
Какое мероприятие включено в этот перечень ошибочно?
- При какой сварке допускаемые напряжения для расчета сварного шва можно принимать равными допускаемым напряжениям для материала свариваемых деталей (нагружение статическое)?
1. Газовой.
2. Дуговой ручной.
3. Дуговой полуавтоматической.
4. Дуговой автоматической.
- Сравнивается нагрузочная способность соединения сваркой при статической (Рн.с) и переменной нагрузках (Рн.п). Если Рн.п =𝛾Рн.с, то какова величина γ?
1. γ>1;
2. γ<1;
3. γ=1;
4. γ≤1
-
Какое из перечисленных мероприятий наименее эффективно с точки зрения повышения
прочности соединений сваркой при переменных нагрузках?
1. Естественное старение.
2. Наклеп дробью.
3. Чеканка.
4. Механическая обработка с целью получения плавной вогнутости швов.
Задачи для самостоятельного решения
- Лист из стали Ст 3 приварен к кронштейну стыковым швом со сплошным проваром. Сварка ручная. Нагрузка статическая. Определить ширину привариваемого листа. Дано: F=14 кН; Q=0,4 кН; δ=8 мм.
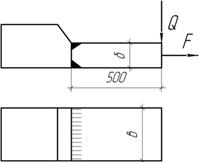
- Проверить прочность сварного
соединения. Нагрузка переменная: ![]() .
Материал листов сталь Ст 3, сварка ручная.
.
Материал листов сталь Ст 3, сварка ручная. ![]() в=150
мм, δ=5 мм.
в=150
мм, δ=5 мм.
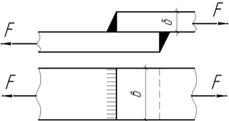
- Полоса приварена к плите валковыми фланговыми швами. Материал Ст 3, сварка ручная, нагрузка статическая. Определить длину фланговых швов l из условия равно прочности сварного соединения и привариваемой полосы. в=100 мм, δ=5 мм.
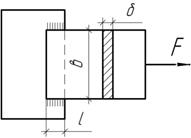
- Определить момент, передаваемый
сварным соединением. Дано: d=20
мм, [![]() ]=160
МПа. Сварка автоматическая под флюсом.
]=160
МПа. Сварка автоматическая под флюсом.
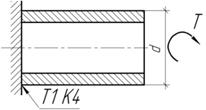
- Две полосы размером δ=5
мм, в=40 мм были сварены в стык автоматической сваркой
под флюсом. При этом оказалось, что шов не выдерживает приложенной силы F. Можно ли применить косой
шов, если допускаемое напряжение материала деталей - ![]()
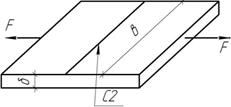
- Определить прочность сварного
соединения. Дано: М=10 Нм, в=20 мм, δ=5 мм, ![]() Сварка ручная дуговая электродами Э 42.
Сварка ручная дуговая электродами Э 42.
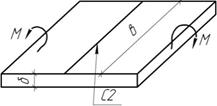
- Определить длину фланговых швов
из условия равнопрочности. Дано: F=104 Н, Т=50 Нм, в=20 мм, ![]() Сварка автоматическая под флюсом
Сварка автоматическая под флюсом ![]()
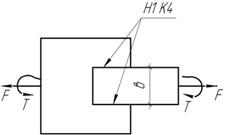
- Определить прочность сварного
соединения. Дано: F=104 Н, 1л=20 мм, ![]() Сварка ручная дуговая электродами Э42А.
Сварка ручная дуговая электродами Э42А.
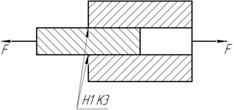
- Определить силу, передаваемую
сварным соединением. Дано: в=50 мм, ![]()
![]() .
.
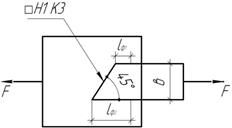
- Определить прочность сварного
соединения. Дано: F=103
Н, l=50 мм, в=30 мм. Сварка ручная дуговая электродами Э 42А, ![]()
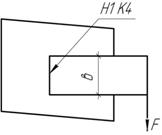
- Определить прочность сварного
соединения. Дано: ![]() Сварка автоматическая под флюсом.
Сварка автоматическая под флюсом.
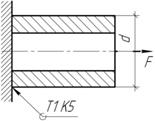
- Определить момент, передаваемый
сварным соединением. Дано: в=50 мм, δ=4 мм, ![]() .
Сварка автоматическая под флюсом.
.
Сварка автоматическая под флюсом.
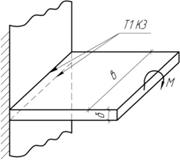
- Определить момент, передаваемый
сварным соединением. Дано: в=60 мм,
δ=5 мм, ![]() Сварка ручная дуговая электродами Э 42. Шов выполнен с разделкой кромок.
Сварка ручная дуговая электродами Э 42. Шов выполнен с разделкой кромок.
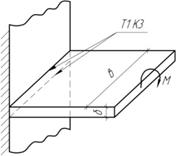
- Определить силу F, передаваемую сварным
соединением. Дано: δ=4 мм, l=20 мм, ![]()
![]() .
Сварка автоматическая под флюсом.
.
Сварка автоматическая под флюсом.
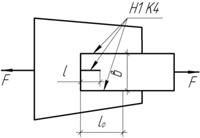
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов