Главная
Раздел
25. Ленточные конвейеры
Содержание
1. Назначение и область применения
ленточных конвейеров
2. Современное конвейерное
оборудование и тенденции его развития
3. Общее устройство ленточного
конвейера
4. Классификация ленточных
конвейеров
5. Элементы ленточных конвейеров
5.3. Выбор параметров верхних рядовых
желобчатых роликоопор
5.4. Выбор параметров нижних рядовых прямых
роликоопор
5.5. Выбор параметров специальных роликоопор
5.6. Расположение роликоопор по трассе конвейера
5.7. Приводы ленточных конвейеров
5.8. Конструкции и расчет барабанов
5.13. Очистные устройства для
очистки лент и барабанов
5.14. Опорные
металлоконструкции конвейера
5.15. Контрольные и предохранительные
устройства (датчики)
5.16. Стыковка резинотканевой
конвейерной ленты
6. Расчет ленточных конвейеров
6.3. Предварительный выбор
тягового органа конвейера
6.4. Тяговый расчет ленточного
конвейера
6.4.1. Синтез трассы конвейера
6.4.2. Тяговый расчет конвейера
методом обхода трассы по контуру
7. Монтаж ленточных конвейеров
8. Техническое обслуживание
механизмов и деталей конвейеров
9. Ленточные конвейеры специальных
типов с прорезиненной лентой
10. Ленточные конвейеры с
металлическими лентами
11. Примеры существующих ленточных
конвейеров
Ленточные
конвейеры являются наиболее распространенным средством непрерывного транспорта благодаря высокой производительности, большой
длине транспортирования, высокой надежности, простоте конструкции и
эксплуатации. Ленточные конвейеры широко используются для перемещения
насыпных и штучных грузов во всех отраслях промышленности и сельского
хозяйства, при добыче полезных ископаемых, в металлургическом производстве, на
складах и в портах в качестве элементов погрузочных и перегрузочных устройств и
технологических машин. Ленточные конвейеры обеспечивают высокую производительность
(до 30000 т/ч) независимо от длины установки со скоростью транспортирования до
6,3 м/с. Могут быть как самостоятельными
машинами, так и входящими в состав более сложных погрузочно-разгрузочных,
строительных, путевых машин.
1. Назначение и область применения ленточных конвейеров
Ленточный
конвейер – это транспортирующая
машина для перемещения в горизонтальном и наклонном направлениях насыпных и
штучных грузов непрерывным потоком без остановок на загрузку и выгрузку. Тяговым
(и одновременно грузонесущим) органом такого конвейера является закольцованная
вокруг концевых барабанов лента. Ленточные конвейеры являются наиболее
распространенным типом машин конвейерного транспорта. Из всего парка
конвейерных установок около 90% составляют ленточные конвейеры. Наиболее широко
благодаря высокой производительности (до 30 000 т/ч), большой длине транспортирования
(до 3…4 км в одном конвейере), простоте конструкции, эксплуатации и высокой
надежности ленточные конвейеры применяются:
– в производстве нерудных строительных материалов
– для транспортировки известняка от карьеров до цементных заводов, гравия и
щебня – от карьеров до гравийно-щебеночных и обогатительных фабрик, песка – от
карьеров до грузовых причалов и т. д.;
– на металлургических предприятиях – для доставки руды,
концентрата и известняка от вагоноопрокидывателей на
складе сырых материалов и со складов на аглофабрику;
агломерата – от аглофабрики в бункера доменного и
сталелитейного цехов; угля – от вагоноопрокидывателей
на склад угля и углепереработку, со склада угля и углепереработки
на коксовые батареи; кокса – от коксовых батарей в бункера доменного цеха; угля –
со склада или от углемойки до ТЭЦ;
сыпучих материалов для сталеплавильных цехов – со склада в бункера и известняка
на известково-обжигательные установки; окатышей – с фабрики окомкования, извести и боксита в расходные бункера
конвертерного цеха; гранулированного шлака, дробленой пемзы, глиноземистого
клинкера – от отделений переработки, доменных и сталеплавильных шлаков на
склады и к погрузочным устройствам; коксовой мелочи – из коксохимического
и доменного цехов; окалины – к
погрузочным устройствам для отправки на внешнюю сеть и т. д.;
– на машиностроительных предприятиях – для
транспортирования узлов и деталей машин, заготовок и т. д.;
– на тепловых электростанциях – для
транспортировки топлива от приемных устройств и вагоноопрокидывателей
на склады и со складов в бункера мельниц или котельных агрегатов;
– в гидроэнергостроительстве
– для транспортировки щебня, гравия, песка, глины, суглинка и крупнокусковых
материалов от карьеров до мест строительства насыпных
земляных и каменно-набросных плотин и дамб;
– в химической промышленности – для
транспортировки сыпучих материалов от складов до агрегатов в начале технологического
процесса и в самом технологическом процессе, вывоза готовой продукции на склад,
а также отходов производства в отвалы;
– на открытых горных разработках – для
транспортировки полезных ископаемых от добывающих механизмов до промежуточных
складов или мест переработки горной массы, а также вскрышных пород в отвалы;
– в
целлюлозно-бумажной промышленности – для транспортировки привозной
технологической щепы от приемных устройств на биржу и с биржи в варочный цех,
балансовой и дровяной древесины – из распиловочного цеха в
древесно-приготовительный цех, на склад и др.
Применение ленточных конвейеров положено в основу
транспортных цепей большого числа технологических производств во многих
отраслях промышленности. Так, на рис. 1 приведена схема транспортной технологической
структуры производства цемента, состоящая из пяти технологических звеньев и включающая
добычу и доставку сырья, его обогащение и складирование, технологическое
производство и отгрузку продукции.
В зависимости от местных условий
ленточные конвейеры работают при одно-, двух-, трех- и
четырехсменном режимах, пяти-, шести- и семидневных
рабочих неделях. Количество рабочих дней в цехах и на участках, где установлены
ленточные конвейеры, чаще всего составляет 260, 300, 365 в год, а при сезонной
работе – не более 100. Число устанавливаемых на отдельных предприятиях
ленточных конвейеров зависит от технологической структуры и мощности
производства и составляет от нескольких единиц до нескольких сотен.
Ленточные конвейеры устанавливаются в цехах, складах,
на открытом воздухе в карьерах, на эстакадах, открытых площадках (с навесами,
кожухами, козырьками), в туннелях, но в большинстве случаев – в галереях
(отапливаемых или неотапливаемых). Температура окружающего воздуха при
установке конвейеров на открытых площадках колеблется от – 50 до + 45 °С.
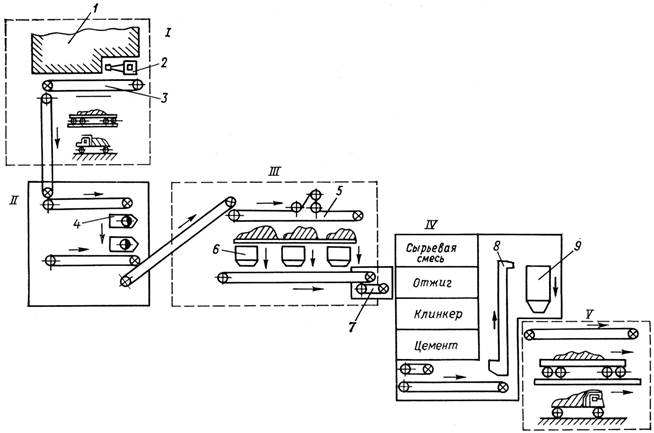
Рис. 1. Технологическая схема применения конвейеров на примере производства цемента: I – добыча и доставка известняка;
II – обогащение (дробление, сортировка, помол); III – складирование; IV – участок технологического оборудования для получения цемента;
V – отгрузка; 1 – забой; 2 – добычная машина; 3 – ленточный конвейер; 4 – дробильно-сортировочное оборудование;
5 – распределительный конвейер на складе; 6 – бункера; 7 – питатель; 8 – элеватор; 9 – силосный бункер
Достоинством ленточных конвейеров является высокая, практически любая требующаяся производительность, простота конструкции, большие скорости ленты, сложные трассы перемещения, большая протяженность трассы, высокая надежность.
В
отличие от железнодорожного и автомобильного транспорта конвейеры можно
использовать при больших углах наклона трассы (до 18…20°). При этом значительно уменьшаются затраты на
капитальные работы по подготовке трассы, поэтому конвейерный транспорт выгодно
применять при весьма больших грузопотоках. Использование конвейерного
транспорта приводит к заметному росту производительности труда при транспортировании,
так как этот вид транспорта легко автоматизируется. Статистика показывает, что
по сравнению с железнодорожным и автомобильным транспортом конвейерный
транспорт наиболее безопасен.
К недостаткам ленточных конвейеров следует отнести требование строгой прямолинейности трассы в плане, высокая стоимость ленты и роликов, ограничение перемещения при углах наклона трассы > 18–20º, ограниченное использование при транспортировании пылевидных, горячих и тяжелых штучных грузов, малый срок службы конвейерной ленты, на долю которой приходится до половины стоимости всей конвейерной установки. Ленточный конвейер чувствителен к характеру перемещаемого груза. Обычными ленточными конвейерами можно перемещать грузы крупностью до 300…400 мм. Транспортирование липких, сильно увлажненных грузов связано с трудностями, возникающими при очистке ленты после разгрузки.
2. Современное конвейерное оборудование и тенденции его развития
В
настоящее время накоплен значительный опыт проектирования и эксплуатации
ленточных конвейеров.
На
Курской магнитной аномалии работает мощная конвейерная линия протяженностью около
14 км, включающая 11 перегрузочных пунктов и предназначенная для
транспортирования руды из карьера на обогатительную фабрику.
В штате Аризона (США) для доставки от места добычи к
пункту погрузки в железнодорожные вагоны используют конвейерную линию длиной
10,5 км и производительностью 1260 т/ч. Она состоит из трех ставов с двумя
приводами мощностью 660 кВт. Первый став поднимает груз на высоту 229 м, второй
с приводом мощностью 358 кВт стоит горизонтально, третий спускает уголь и в
конце поднимает его на высоту 2,5 м.
В Марокко для доставки фосфатной руды на
обогатительную фабрику эксплуатируют конвейерную линию протяженностью около 15
км, состоящую из четырех конвейеров. Лента конвейера резинотросовая шириной
1200 мм.
Фирмой «Крупп» (Германия)
изготовлена линия из 11 ленточных конвейеров общей протяженностью 100 км.
Среднегодовая производительность линии 10 млн. т, ширина резинотросовой ленты
1000 мм, скорость движения 4,5 м/с.
Разработана конвейерная линия Германия – Нидерланды
протяженностью 206 км, которая транспортирует руду Рурского промышленного
района. Производительность системы 7200 т/ч, скорость ленты
5 м/с, ширина ленты 1400 мм.
Наибольшая в мировой практике производительность
ленточных конвейеров достигнута на угольных разрезах Германии, где
эксплуатируются конвейеры с лентой шириной 3000 мм, с производительностью, превышающей
30 000 м3/ч разрыхленной массы.
Ленточные конвейеры имеют длину на один став до 10 км,
скорость движения ленты до 10 м/с и ширину ленты до 3,6 м. При тяговом каркасе
ленты из хлопчатобумажных тканевых прокладок длина горизонтального конвейера
рекомендуется до 1000 м и высота подъема до 50 м; при каркасе из синтетических
тканей соответственно 2000 и 100 м, а резинотросовые ленты рекомендуются при
длине конвейера более 2000 м и высоте подъема свыше 100 м.
Изучение опыта эксплуатации отечественного
конвейерного транспорта показало, что наибольшее число ленточных конвейеров
эксплуатируется на предприятиях промышленности строительных и нерудных материалов,
а также при погрузочно-разгрузочных работах. Более
половины всех эксплуатируемых ленточных конвейеров – горизонтальные и
слабонаклонные (до 10°). Только 3% из них имеют угол наклона, превышающий угол трения груза о
ленту. В широких пределах изменяются параметры
ленты (ширина 150…1800 мм, скорость движения 0,1…3,5 м/с). У 92 %
конвейеров из их общего числа скорость движения ленты составляет до 2 м/с, наиболее распространенная
скорость 1,1…1,6 м/с (41 %). Узкими лентами (шириной до 800 мм) оснащены 83 %,
а широкими (1000 мм и более) 17 % конвейеров.
Увеличение объемов грузопереработки
делает необходимым повышение производительности ленточных конвейеров, что
достигается увеличением ширины ленты, оптимизацией ее профиля и повышением
скорости. Наиболее часто увеличивают ширину ленты, однако это связано с ростом
конструктивных размеров элементов конвейера, заменой роликоопор
и других деталей, с ростом капиталовложений.
Оптимальный
профиль ленты можно получить при трехроликовой опоре
увеличением угла наклона боковых роликов в пределах 35…50° и уменьшением длины среднего ролика в пределах
(0,22…0,32)B, где
B – ширина
ленты. Изменением профиля ленты можно повысить производительность
конвейера на 5…10 % по сравнению с нормализованными величинами. В новых
конструкциях ленточных конвейеров изменение профиля уже предусмотрено, и
поэтому нельзя рассчитывать на возможность
дальнейшего повышения производительности. Сокращенная длина среднего ролика роликоопор положительно отражается на загрузке подшипников,
однако требует различных типоразмеров роликов.
Увеличение скорости движения ленты является
экономически эффективным решением, что подтверждается теоретическими
исследованиями и практикой. Применение высоких скоростей (более 5 м/с)
увеличивает производительность конвейеров при сохранении геометрических
размеров и уровня капитальных затрат, снижает удельные давления от груза, а
следовательно, и статические напряжения в элементах конструкции конвейера и,
наконец, натяжение ленты.
Возникает ряд проблем, требующих дальнейшего
исследования, таких как плавность движения потока груза (главным образом кусковатого) и его динамическое воздействие на элементы
конструкции конвейера или долговечность роликовых опор и ленты. Проведенные
теоретические исследования уже дали основания для организации, пока в экспериментальном
порядке, транспортирования кускового груза со скоростью до 20 м/с.
При малых скоростях движения ленты и массе кусков
груза упругость системы опор не имеет существенного значения. При больших же
скоростях и крупных размерах кусков различие между жесткими и упругими опорами
велико. Можно констатировать, что для транспортирования крупных кусков груза
при больших скоростях движения ленты создание упругости поддерживающих ленту
опор становится необходимым.
Общими характерными тенденциями
развития современных конструкций ленточных конвейеров, таким образом, являются:
широкая унификация узлов и элементов конструкций на основе создания базовых
блоков; блочный принцип компоновки приводных станций; значительное повышение
скорости движения ленты (4…5 м/с для подземных и 8…10 м/с для открытых работ),
мощности привода; возможность получения нескольких скоростей движения в одном
приводе; использование
унифицированного привода для лент различной ширины; при мнении специальных
электродвигателей с повышенным скольжением и повышенным пусковым моментом,
двигателей с фазным ротором для регулирования пуска мощных конвейеров; создание
приводов с автоматическим регулированием скорости ленты в зависимости от
фактической производительности; создание регулируемых приводов, обеспечивающих
наряду с плавным регулированием скорости ленты ограничение динамических усилий;
повышение производительности путем выбора наиболее рациональной формы
грузонесущего элемента конвейеров; переход к полной автоматизации управления
конвейерами для повышения надежности и упрощения их обслуживания в тяжелых
условиях эксплуатации; снижение массы и уменьшение габаритных размеров конвейеров
за счет принципиально новых, облегченных конструкций узлов и элементов;
улучшение условий труда обслуживающего персонала и производственных рабочих,
исключение потерь транспортируемого груза, изоляция от окружающей среды
пылевидных, горячих, химически агрессивных грузов и т. д.
Инженерно-исследовательские и проектно-конструкторские работы по совершенствованию и созданию нового конвейерного оборудования ведутся по трем магистральным направлениям: совершенствованию ленточных конвейеров традиционной конструкции; разработке и опытному применению конвейеров новой конструкции (ленточных с гибкими ставами и гирляндными роликоопорами; ленточных с криволинейной трассой; многоприводных с ленточными промежуточными приводами, промежуточными и концевыми барабанными приводами); разработке перспективных конструкций конвейеров (конвейерных поездов, конвейеров на воздушной подушке и на магнитной подвеске).
Развитие ленточных конвейеров будет идти по следующим основным направлениям:
- повышению производительности за счет увеличения ширины, скорости движения ленты и угла наклона боковых роликов роликоопор до 45°. Будут созданы конвейеры с шириной ленты 3000…3200 мм и производительностью 20000…30000 и до 40000 т/ч (для открытых горных разработок);
- повышению
мощности приводов. Уже сейчас конвейеры с шириной ленты
- увеличению дальности транспортирования за счет применения сверхпрочных конвейерных лент, а также многоприводных конвейеров с промежуточными фрикционными приводами вдоль линии конвейера. Современные системы ленточных конвейеров имеют длину транспортных линий 3…10 км. Для обеспечения бесперегрузочного транспорта по криволинейной трассе будут широко применяться криволинейные в плане конвейеры.
Для увеличения тягового усилия в ленточных конвейерах весьма перспективным является применение специальных лент с повышенными фрикционными свойствами, а также лент с обкладками, которые исключали бы прилипание частиц транспортируемых грузов.
Будет освоено производство крутонаклонных ленточных конвейеров, двухленточных конвейеров-элеваторов с горизонтально-вертикальной трассой.
Получат распространение ленточные конвейеры, в которых лента поддерживается не роликоопорами, а воздушным потоком (воздушной подушкой). Отсутствие большого числа вращающихся роликов упрощает изготовление, монтаж и эксплуатацию конвейеров, позволяет перемещать грузы с высокой скоростью (4–6 м/с) без увеличения динамических нагрузок на ленту, снизить массу и стоимость оборудования. Замена трения качения воздушной смазкой уменьшает сопротивление движению ленты и обусловливает более продолжительный срок её службы.
3. Общее устройство ленточного конвейера
Как уже было сказано выше, основным элементом ленточных конвейеров является прорезиненная вертикально замкнутая лента, огибающая концевые барабаны, один из которых, как правило, является приводным, другой – натяжным (рис. 2 и 3).
На верхней ветви ленты перемещается транспортируемый груз, она является грузонесущей (рабочей), нижняя ветвь является холостой (нерабочей). На всем протяжении трассы лента поддерживается роликоопорами верхней и нижней ветвей, в зависимости от конструкции которых лента имеет плоскую или желобчатую форму.
Поступательное движение конвейер получает от фрикционного привода, необходимое первоначальное натяжение ленты обеспечивается натяжным устройством. Груз поступает на ленту через одно или несколько загрузочных устройств, разгрузка производится с концевого барабана в приемный бункер (концевая) или в любом пункте вдоль трассы конвейера с помощью барабанных или плужковых разгружателей (промежуточная). Очистка ленты от прилипших частиц груза осуществляется с помощью очистных устройств.
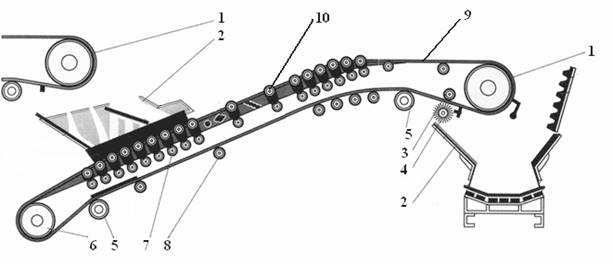
Рис.2.
Схема ленточного конвейера: 1 –
приводной барабан; 2 –загрузочный лоток; 3 – прижимной ролик;
4 – очистное устройство; 5 – отклоняющий
барабан; 6 – концевой барабан; 7 – амортизирующие роликоопоры;
8 – нижние роликоопоры; 9 –
лента; 10 – верхние роликоопоры
Для обеспечения устойчивого положения груза
на ленте угол наклона конвейера должен быть на 10–15° меньше угла трения груза
о ленту в покое, т. к. во время движения лента на роликоопорах
встряхивается и груз сползает вниз. На конвейерах,
имеющих наклонный участок, обязательно устанавливается тормоз.
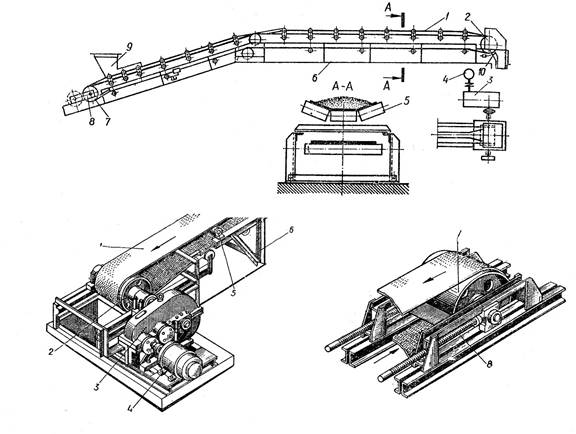
Рис. 3. Общий вид ленточного конвейера: а
– компоновочная схема; б – приводная
станция; в – натяжная станция; 1 – лента;
2 – привод; 3 – редуктор; 4 –
двигатель; 5, 11 – роликовые опоры; 6 –
рама конвейера; 7 – натяжной барабан;
8 – натяжное
устройство; 9 – загрузочное
устройство; 10 – очистное устройство
Лента приводится в движение силой трения, возникающей
при вращении приводного барабана 2
(рис. 3, б). Предварительное
натяжение создается с помощью натяжного устройства 8 (рис. 3, в), которое
устанавливается на концевом барабане или на холостой ветви ленты (вертикальное
натяжное устройство).
4. Классификация ленточных конвейеров
Ленточные конвейеры можно условно
разделить на три группы: общего
назначения, применяемые в основном в качестве внутризаводского
транспорта; большой мощности,
используемые для транспортирования груза (уголь, руда, нерудные ископаемые) на
внешних перевозках на сравнительно дальние расстояния; конвейеры,
предназначенные для подземных и
открытых горных работ.
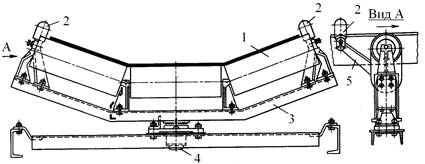
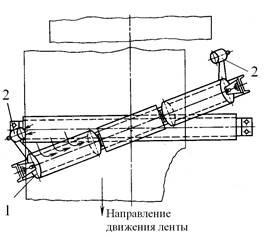
По расположению на местности ленточные конвейеры выполняются стационарными (рис.4) и подвижными (рис.5); передвижными и переносными; переставными (для открытых разработок); надводными, плавающими на понтонах.
По типу ленты ленточные конвейеры: с прорезиненной лентой; со стальной цельнопрокатной лентой; с проволочной лентой. Наибольшее распространение получили конвейеры с прорезиненной лентой. Применяют обычно резинотканевые ленты по ГОСТ 20–85*.
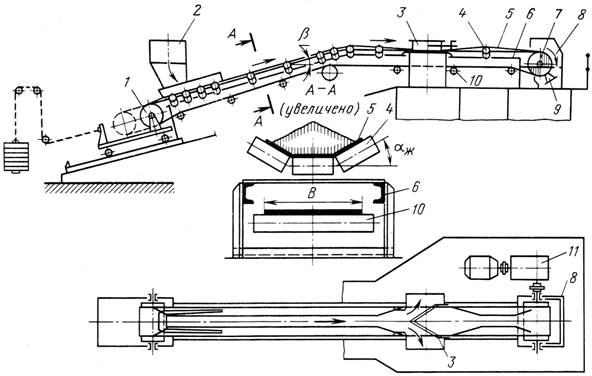
Рис. 4. Схема стационарного ленточного
конвейера общего назначения: 1 –
натяжное устройство; 2 – загрузочное
устройство;
3 – промежуточное разгрузочное устройство; 4 –
верхние (рабочие) роликоопоры; 5 – лента; 6 – рама конвейера; 7 – приводной барабан;
8 – концевое разгрузочное устройство; 9 – очистное устройство; 10 – нижние (холостые) роликоопоры; 11 – приводное устройство
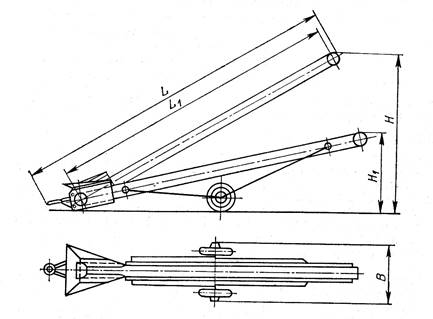
Рис. 5. Схема передвижного
конвейера общего назначения
Ленточные конвейеры для открытых работ предназначены
для транспортировки вскрышных пород и ископаемых крупностью до 400 мм в сложных
горно-геологических и климатических условиях. В унифицированном исполнении
приводная станция приспособлена для установки промежуточного загрузочного устройства;
для поддержания холостой ветви ленты применяют подвесные гирляндные роликоопоры, улучшающие центрирование и очистку ленты;
обеспечивается возможность компоновки приводов в правом и левом, одно- и двухприводном исполнениях.
Наиболее мощные отечественные ленточные конвейеры
тяжелого типа с жестким ставом для доставки абразивных скальных пород повышенной
плотности и крупностью до 500 мм обеспечивают производительность 4000 м3/ч.
Помимо основных узлов, ленточные конвейеры имеют
вспомогательное оборудование, обеспечивающее их эксплуатацию в заданном режиме
и создающее условия для нормальной и надежной работы всех механизмов. К такому
оборудованию относятся загрузочные, центрирующие и очистные устройства,
устройства для контроля пробуксовки, целостности, обрыва лент, уборки просыпи и пылеподавления; аппаратура автоматического
управления и сигнализации.
По профилю трассы ленточные конвейеры разделяют на
горизонтальные (рис. 6, а), наклонные
и комбинированные (рис. 6, б, в),
т. е. горизонтально-наклонные с одним или двумя перегибами и со сложной
трассой.
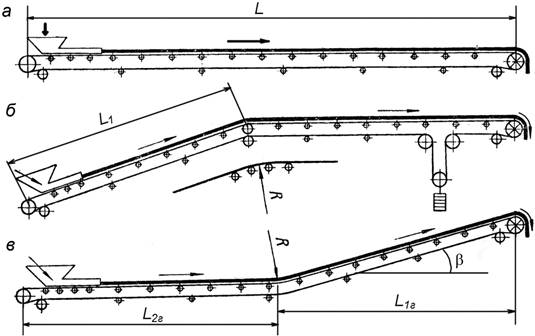
Рис. 6. Схемы трасс
ленточных конвейеров а – горизонтального; б,
в – комбинированных: L – дальность
транспортирования;
L1 – длина наклонного участка конвейера; L1г – длина горизонтальной проекции наклонного участка;
L2г – длина горизонтального участка конвейера; Н – высота подъема груза;
Β – угол наклона
трассы (наклонного участка для сложной трассы)
В зависимости от направления движения груза ленточные конвейеры
разделяют на подъемные с уклоном вверх и с уклоном вниз.
По форме ленты и размещению груза на
ней бывают конвейеры с плоской и желобчатой лентой, с верхней (основной тип) и
нижней или обеими несущими ветвями.
По типу тягового органа различают конвейеры с
тканевой, стальной и проволочной лентами, а также канатно-ленточные и
ленточно-цепные.
По углу наклона трассы конвейеры разделяют на пологонаклонные, крутонаклонные
(более 22°) и вертикальные.
Кроме перечисленных признаков конвейеры можно классифицировать по конструктивному исполнению отдельных узлов.
5. Элементы ленточных конвейеров
5.1. Конвейерная
лента
Грузонесущим и тяговым элементом ленточного
конвейера является бесконечная вертикально замкнутая гибкая лента, это самый
дорогой и самый недолговечный элемент конвейера.
В конвейерах применяются следующие разновидности лент:
- резинотканевые;
- резинотросовые;
- стальные (ленточного и плетеного типов).
Типоразмер ленты выбирают по характеристике
транспортируемого груза и окружающей среды, прочности по расчетному натяжению и
производительности.
5.2. Опорные
устройства
Для опоры ленты устанавливают роликоопоры или настил – сплошной (из дерева, стали,
пластмассы) или комбинированный (чередование настила и роликоопор).
Наибольшее распространение имеют роликоопоры
различных типов и конструкций.
К роликоопорам предъявляются следующие требования: удобство при установке и эксплуатации; малая стоимость; долговечность; малое сопротивление вращению; обеспечение необходимой устойчивости и желобчатости ленты во время движения.
По расположению на
конвейере роликоопоры классифицируют на верхние:
прямые – для плоской формы ленты при транспортировании штучных грузов;
желобчатые – для желобчатой формы ленты (для сыпучих грузов) на двух, трех и
пяти роликах; нижние: прямые однороликовые (рис. 7, а) (сплошные цилиндрические и дисковые);
двухроликовые желобчатые (угол наклона боковых
роликов αж= 10°).
Угол наклона боковых роликов αж (угол желобчатости ленты) в двухроликовой опоре обычно выбирается равным
15 или 20º, в трехроликовой опоре угол αж равен 20° и 30° для всех грузов и любой ширины ленты; для легких грузов
и при ширине ленты 400–800 мм допускается увеличение угла желобчатости
αж до 45–60°, что позволяет увеличить площадь
поперечного сечения ленты (емкость ленты) и производительность конвейера на 15%
при той же ширине ленты, а также улучшить ее центрирование.
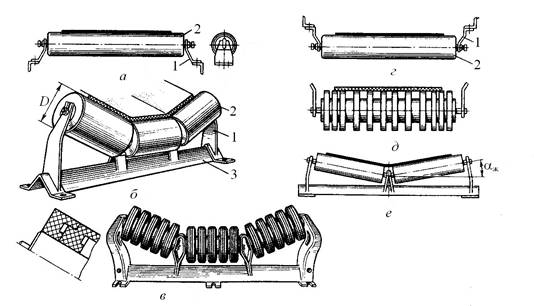
Рис. 7. Роликоопоры ленточного конвейера:
а,
б, в – для верхней ветви:
прямая, рядовая желобчатая, амортизирующая;
г, д, е – для нижней ветви: прямая, дисковая очистная, желобчатая
По назначению роликоопоры классифицируют на рядовые (линейные) для
поддержания ленты и придания ей необходимой формы; специальные: амортизирующие
– для снижения динамических нагрузок в местах загрузки; подвесные – гирляндного
типа; центрирующие – для предотвращения сбега ленты в сторону во время движения
и регулирования ее положения относительно продольной оси; очистительные (для
очистки ленты), переходные (для изменения желобчатости
ленты).
В трехроликовой
опоре все ролики располагают в одной плоскости или средний ролик выдвигают
вперед (шахматное расположение роликоопор) для более равномерного
положения ленты и обеспечения удобства
техобслуживания.
В зоне загрузки устанавливают амортизирующие
опоры (рис. 7, в), у которых на
корпусе ролика закреплены резиновые шайбы. При транспортировании сильноабразивных или налипающих грузов поверхности корпусов
роликов футеруют резиной.
Наиболее податливыми (амортизирующими) являются гирляндные роликоопоры (рис. 8), подвешенные на гибкой подвеске.
Конструктивными отличиями гирляндных
роликоопор являются:
- пониженная металлоемкость (меньший вес), что имеет большое значение в условиях шахт, при ручном монтаже роликоопор;
- повышенная надежность уплотнения подшипникового узла, увеличивающая срок службы роликов;
- канатная (гибкая) подвеска, обеспечивающая возможность центрирования ленты, снижения ударной нагрузки промежуточных опор в подвесном варианте;
- снижение динамических нагрузок;
- простота крепления и удобство при монтажных и демонтажных работах.
Рис. 8. Конструктивная схема подвесной роликоопоры гирляндного типа
К преимуществам гирляндных
роликоопор относятся
небольшая масса; высокая амортизирующая способность; простота крепления к
станине конвейера; удобство монтажа и демонтажа. Недостатками
гирляндных роликоопор являются продольные колебания
при движении ленты; повышенный износ поверхности ленты; увеличение
сопротивления движению ленты; низкий срок эксплуатации креплений.
Для автоматического выравнивания хода ленты
используют центрирующие роликоопоры (рис. 9), которые
состоят из обычной трехроликовой опоры, установленной
на раме и имеющей некоторый поворот вокруг вертикальной оси.
К поворотной раме с обеих
сторон прикреплены рычаги, на концах которых установлены ролики; во время
движения при смещении в сторону лента своей кромкой упирается в ролик и
поворачивает раму с роликоопорой на некоторый угол по
отношению к продольной оси конвейера; после возвращения ленты в центральное
положение роликоопора движением самой ленты автоматически
устанавливается в нормальное положение.
Центрирующие роликоопоры
(ЦР) (рис. 10) устанавливают через 20–25 м или серию ЦР через 0,5–1
м, связанных между собой шарнирной планкой для увеличения центрирующего
воздействия на ленту. Расстояние между роликоопорами
верхней ветви выбирается в зависимости от характеристики транспортируемого
груза, расстояние между роликоопорами нижней ветви принимают
в 2–2,5 раза большим, чем на верхней ветви, но не более
а

б в
Рис.9. Центрирующая роликоопора верхней ветви ленты:
а – конструктивная схема; б – схема поворота при сдвиге ленты в сторону для нереверсивного конвейера;
в – конструктивное исполнение; 1 – трехроликовая опора; 2 – ролики; 3 – рама; 4 – шарнир; 5 – рычаги
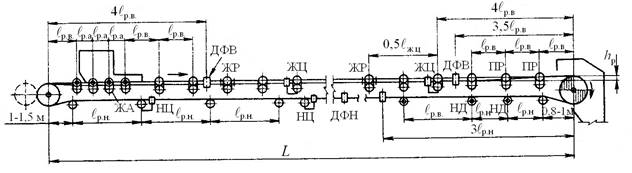
Рис.10.
Схема расстановки роликоопор:
ЖА – желобчатые амортизирующие; ЖР – желобчатые регулирующие;
ЖЦ – желобчатые центрирующие; ПР – переходные; НЦ – нижние центрирующие; НД – нижние
дисковые;
ДФВ и ДФН – дефлекторные верхние и нижние
При переходе с желобчатого профиля ленты на прямой устанавливают 2–3 выполаживающие роликоопоры с меньшим углом наклона боковых роликов.
На криволинейных участках рабочей ветви выпуклостью вверх устанавливаются роликовые батареи на расстоянии lр.б.=0,5lр.в..
Роликоопоры относятся к наиболее массовым элементам
ленточных конвейеров. В процессе эксплуатации техническое обслуживание роликоопор предусматривает их периодический осмотр,
регулировку и замену, ролики обеспечивают запасом смазки на весь срок
эксплуатации.
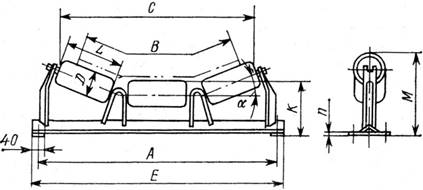
5.3. Выбор
параметров верхних рядовых желобчатых роликоопор
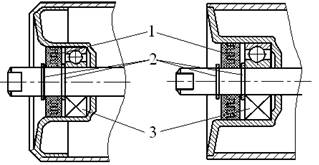
Основные элементы роликоопор – ролики, изготавливаемые со сквозной осью или с
полуосями. Наиболее распространены ролики со сквозной осью (рис. 11, а). Они состоят из оси 4, корпуса –
стальной трубы 1 с запрессованными стаканами 2, шариковых подшипников 3 и
лабиринтных уплотнений, собранных из кольца 7, втулки 5 и пружинного кольца 6.
Для защиты подшипников от проникновения в них пыли, грязи и влаги, удержания
смазки от вытекания кроме лабиринтных уплотнений применяют уплотнения в виде
скользящих контактных колец или их комбинаций. В некоторых конструкциях роликов
внутри между подшипниковыми стаканами располагают трубу 8, в которую набивают
консистентную смазку при сборке ролика.
Долговечность
работы ролика зависит не только от силовых нагрузок и частоты его вращения, но
и от конструктивного расположения и способа соединения его элементов: соосности поверхностей оси под подшипники и посадочных мест
в обечайке под стаканы, соосности внешней поверхности
стаканов и расточек под наружные кольца подшипника, качества уплотнения и
смазки. Уплотнение является одним из важнейших элементов ролика, так как
определяет долговечность подшипника. От конструкции уплотнения зависит
безремонтный период эксплуатации ролика.
В уплотнениях большинства конструкций роликов основной частью является лабиринт, подшипники роликов тщательно уплотняются с наружной и внутренней стороны. Современные конструктивные исполнения подшипниковых узлов роликов являются достаточно надежными, обеспечивая запас смазки на весь срок эксплуатации ролика.
Соединение обечайки ролика и корпуса подшипникового узла применяется как в сварном (рис.12, б) так и в вальцованном (рис.12, а) исполнении.
Соединение
образует неразборную и защищенную от проворота,
влагонепроницаемую конструкцию. Материал трубы обечайки – электросварные прямошовные трубы с толщиной стенки не менее
Корпус
подшипникового узла, штампованный из стального листа, по сравнению с литым
корпусом имеет меньший вес, что значительно снижает момент сопротивления
вращению и благоприятно влияет на работу конвейера. Подшипниковый узел состоит:
из радиального шарикоподшипника 3
(рис. 12) по ГОСТ 8338–75 или по
ГОСТ7242–81; двух стопорных
колец 2 по ГОСТ 13942–86;
наружного трехканального лабиринта 1, изготовленного из полиэтилена и
полипропилена, температурные границы использования которого от – 35 до +50 °С.
На рис. 11, б показана конструкция ролика с полуосями. Корпус ролика выполняется
заодно с полуосями 13 и затем механически обрабатывается. Такие ролики
характеризуются меньшим весом, их недостаток – малый объем смазки, которую можно
поместить в корпус подшипника. Ролики современных конвейеров заполняют смазкой
на срок не менее трех лет.
В местах загрузки конвейера в роликоопорах устанавливают ролики с резиновыми шайбами 14
на корпусе (рис. 11, в) или с пневмокатками 15 (рис. 11, г), которые смягчают удары на ленту при падении крупных кусков
груза. Ролики холостой ветви также снабжают резиновыми дисками, способствующими
лучшей направленности движения ленты и её очистке от налипшего груза.
В верхних рядовых и центрирующих
роликоопорах для сильноабразивных
(группа D по табл. 12),
агрессивных, налипающих насыпных грузов устанавливаются футерованные резиной
ролики, для всех других грузов – гладкие ролики. Параметры трехроликовых
желобчатых роликоопор с углом наклона боковых роликов
20°
представлены в табл. 1.
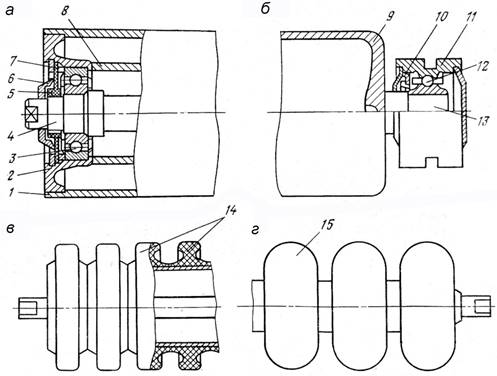
Рис. 11. Ролики: а –
со сквозной осью; б – с полуосями; в – амортизирующий
с резиновыми кольцами;
г – амортизирующий с пневмокатками
а б
Рис.
12. Конструктивное исполнение роликов с лабиринтным уплотнением:
1
– лабиринт; 2 – стопорное кольцо; 3 – подшипник
Таблица 1. Параметры и размеры
верхних рядовых желобчатых роликоопор
|
|
||||||||||
|
Ширина ленты, мм |
Размеры, мм |
Угол наклона α, град. |
Масса вращающихся частей, кг |
|||||||
|
D |
K |
L |
A |
E |
C |
M |
n |
|||
|
400 500 650 800 1000 |
102 102 102 127 127 |
190 190 190 240 240 |
160 195 245 310 380 |
620 720 870 1100 1300 |
660 760 910 1150 1350 |
465 580 730 905 1115 |
235 260 278 340 370 |
6 6 6 8 8 |
20 20 20 20 20 |
10,0 11,5 12,5 22,0 25,0 |
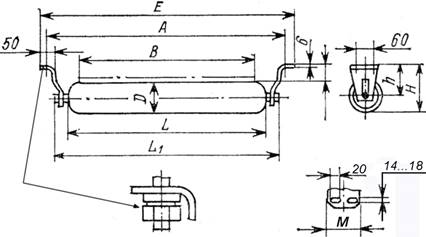
5.4. Выбор параметров нижних рядовых прямых роликоопор
Конструкции роликоопор для холостой ветви
конвейера показаны на рис. 7, г, д, е. Наиболее часто
используется однороликовая опора по рис. 7, г. Двухроликовые
опоры обладают лучшими центрирующими свойствами и применяются при значительных
скоростях и ширине ленты не менее
Таблица 2. Параметры и размеры нижних прямых роликоопор
|
|
|||||||||||
|
Ширина ленты, мм |
Размеры, мм |
Масса вращающихся частей, кг |
|||||||||
|
D |
L1 |
L |
A |
E |
Н |
h |
M |
dб |
n |
||
|
400 500 650 800 1000 |
102 102 102 127 127 |
524 624 774 990 1190 |
500 600 750 950 1150 |
620 720 870 1100 1300 |
660 760 910 1150 1350 |
157 157 157 187 187 |
106 106 106 123 123 |
100 100 100 120 120 |
12 12 12 16 16 |
6 6 6 8 8 |
6,0 7,5 10,5 18,5 22,0 |
|
Примечание. Диаметр болтов dб одинаков для всех типов роликоопор |
|||||||||||
5.5. Выбор
параметров специальных роликоопор
Конструкцию и параметры специальных (амортизирующих,
очистных, центрирующих, переходных) роликоопор рекомендуется
выбирать из атласов [2, 7, 8] в зависимости от конкретных условий проектирования.
После выбора конструкций и параметров всех необходимых по условиям проектирования роликоопор приводятся их схемы с указанием всех размерных и других параметров, а также приводятся условные обозначения роликоопор.
5.6.
Расположение роликоопор по трассе конвейера
На различных участках трассы роликоопоры
устанавливаются на разном расстоянии друг от друга. Расстояние (шаг) между роликоопорами на рабочей ветви принимают в зависимости от
ширины ленты и насыпной плотности перемещаемого груза (табл. 3).
Таблица 3. Шаг
установки рядовых роликоопор на груженой ветви ленты lр, мм
|
Насыпная плотность груза,
т/м3 |
Ширина
ленты, мм |
||||
|
400 |
500 |
650 |
800 |
1000 |
|
|
До 1,0 Св. 1,0 до 2,0 Св.2,0 до 3,5 |
1500 1400 1300 |
1500 1400 1300 |
1300 1200 1100 |
1300 1200 1100 |
1300 1200 1100 |
В зоне загрузки пылевидных, порошкообразных, зернистых и мелкокусковых
легких грузов под направляющим лотком загрузочного устройства устанавливаются
собранные в батарею обычные рядовые роликоопоры с
расстоянием, вдвое меньшим lр.
В зоне загрузки средне- и крупнокусковых грузов, а также мелкокусковых
с насыпной плотностью не менее 2,5 т/м3 устанавливают амортизирующие
роликоопоры на расстоянии друг от друга, на
У концевых барабанов в зоне перехода ленты из
желобчатого положение в прямое и наоборот устанавливаются одна-две переходные роликоопоры с различным углом наклона боковых роликов с
шагом, равным шагу установки рядовых роликоопор
груженой ветви ленты lр. При угле наклона боковых роликов рядовых роликоопор 20°
угол наклона этих роликов в переходной опоре равен 10–11°.
Первая переходная роликоопора устанавливается
на расстоянии не менее
Центрирующие роликоопоры
устанавливаются на рабочей ветви через каждые 10 рядовых верхних роликоопор, начиная от приводного барабана.
На холостой ветви центрирующие роликоопоры устанавливаются через каждые 7–10 рядовых
нижних роликоопор. На конвейерах длиной менее 15 м
центрирующие опоры не устанавливают, а при длине до
Роликоопоры на рабочей ветви конвейера,
работающего в тяжелых и средних условиях, устанавливаются так, чтобы образующие
обечаек концевых барабанов находились выше образующей среднего ролика рядовой желобчатой
роликоопоры на величину
Рядовые роликоопоры на холостой ветви
устанавливаются на расстоянии lр’, вдвое большем lр .
Ролики
холостой ветви имеют эксплуатационный ресурс 90% подшипниковых узлов не менее 3
лет, а при пополнении смазки – до 5 лет. При транспортировании абразивных и
липких материалов на конвейерах применяют очистительные и дисковые ролики. На
некоторых конвейерных линиях большой протяженности число роликов достигает
нескольких десятков тысяч. Ролики обновляются за время эксплуатации конвейера
от 2 до 5 раз. Ежегодная общая потребность эксплуатирующих предприятий в
роликах удовлетворяется всего на 30 %.
Конвейерные ролики, наряду с лентой, имеют наименьший ресурс и требуют наибольших затрат труда и денежных средств на замену, ремонт и обслуживание (30–40% и более эксплуатационных затрат), а общая их стоимость составляет 25–30% от стоимости конвейера.
Ресурс конвейерных роликов в узлах загрузки составляет от 0,5 до 1,0 года, а по ставу конвейера – от 0,7 до 2,5 лет (в среднем 1,7 года). Расчетный срок службы среднего, наиболее нагруженного ролика, при ширине ленты 1800–2000 мм принимается равным 45 тыс. ч при загруженности подшипникового узла не более 60–80% от номинальной.
В результате обработки статистических данных, систематизации и анализа повреждений элементов конвейеров в процессе эксплуатации выявлено, что частые простои конвейеров связаны с выходом из строя конвейерных роликов. Отказы распределяются следующим образом: посадочные места под подшипники качения на оси роликов, рабочие поверхности барабанов и роликов подвергаются механическому и абразивно-механическому износу, в результате чего происходит изменение их начальных размеров, искажение геометрических форм, появление рисок и задиров.
Чаще всего выход из строя конвейерных роликов
(табл.4) происходит из-за засорения подшипникового узла абразивными частицами
транспортируемого груза или чрезмерного повышения температуры на внутренней
поверхности ролика.
Засорение подшипникового узла увеличивает
коэффициент сопротивления движению, препятствует вращению ролика, ведет к
истиранию тела ролика, преждевременному износу ленты и увеличению энергоемкости
процесса транспортирования.
Конвейер с невращающимися роликами эксплуатировать нельзя, так как происходит их износ на полную толщину стенки трубы, интенсивное истирание обкладки ленты, повышается температура на контакте, существенно увеличивается сопротивление движению ленты (до 10 раз), крутящий момент на выходном валу двигателя, следовательно, повышается энергоемкость процесса транспортирования.
Таблица 4. Распределение отказов в работе роликов по причинам их возникновения
|
Причины выхода из строя роликов |
Частота выхода из строя, % |
|
|
верхней ветви |
нижней ветви |
|
|
Засорение подшипников и их стопорение |
38 |
12 |
|
Отсутствие или недостаток смазки подшипников |
37 |
36 |
|
Слабая посадка подшипника в корпусе |
12 |
10 |
|
Слабая посадка подшипника на оси |
3 |
3 |
|
Равномерное истирание обечайки по окружности |
2 |
30 |
Таким образом, надежность подшипникового узла является одним из определяющих критериев при выборе конструкции роликов.
5.7. Приводы
ленточных конвейеров
В ленточном конвейере движущая сила ленте передается с помощью фрикционной передачи (трением) при огибании ею приводного барабана или при контакте приводной ленты с грузонесущей.
Основными элементами привода ленточного конвейера являются один или два (реже три) приводных барабана и приводные блоки, состоящие из электродвигателя, редуктора, соединительных муфт и тормоза, обводные барабаны, пусковая и регулирующая аппаратура.
Приводы ленточного конвейера выполняются
- однобарабанными с одним или двумя двигателями (рис. 13);
- двухбарабанными с близко расположенными друг около друга приводными барабанами (рис. 14, а, и 15) и с раздельным расположением приводных барабанов на переднем и заднем концах конвейера (рис. 15 и 16);
- трехбарабанными с близко расположенными друг около друга барабанами (рис. 14, б) или с раздельным расположением двух приводных барабанов на переднем и заднем концах конвейера.
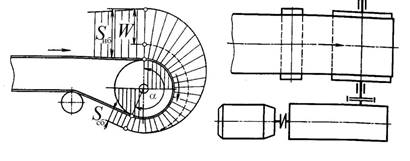
Рис.
13. Схема однобарабанного привода
Наиболее надежным и конструктивно простым является однобарабанный привод, так как имеет небольшие габаритные размеры, простую конструкцию, один перегиб ленты, высокую надежность, но в связи с этим ограниченный (до 240º) угол обхвата лентой барабана и пониженный коэффициент использования прочности ленты.
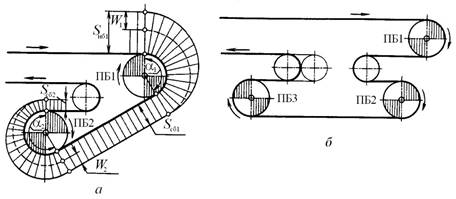
Рис. 14. Приводы конвейеров с близко расположенными приводными барабанами:
а – двухбарабанный, б – трехбарабанный
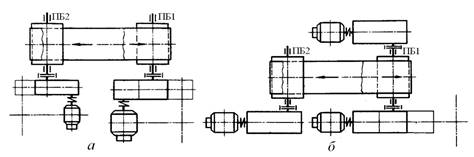
Рис. 15. Схемы двухбарабанного привода:
а – с двумя двигателями, б – с тремя двигателями
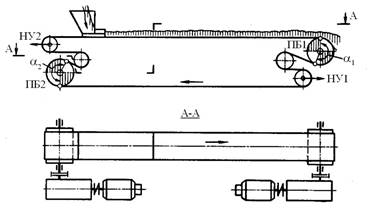
Рис. 16. Расположение приводов на переднем и заднем концевых барабанах
Однобарабанный привод небольшой мощности (до 30–50 кВт) выполняют со встроенным внутрь барабана электродвигателем и редуктором. Такие мотор-барабаны широко используются в приводах передвижных и переносных конвейеров и питателей; они компактны, имеют небольшую массу. К преимуществам однобарабанного привода относятся простота конструкции, высокая надежность, небольшие габаритные размеры, единичный перегиб ленты; недостатками – ограниченный угол обхвата лентой приводного барабана и пониженный коэффициент использования прочности ленты.
Двухбарабанные приводы с близко расположенными приводными
барабанами имеют различное конструктивное исполнение, наиболее распространенным
из них является двухбарабанный привод с индивидуальными
приводными механизмами. В этом исполнении барабаны связаны между собой только
конвейерной лентой (без дополнительной кинематической связи). У двухбарабанного привода угол обхвата лентой приводного
барабана увеличивается до 400º, что позволяет использовать ленту меньшей
прочности и является его основным преимуществом. Двухбарабанный
привод имеет большие габариты, чем однобарабанный, более сложную конструкцию и
меньшую надежность; многократные перегибы ленты снижают ее долговечность – это
его основные недостатки. Трехбарабанные приводы
применяются в конвейерах большой протяженности.
По общей теории фрикционного однобарабанного
привода соотношение между натяжениями ветвей ленты Sнб и Sсб при отсутствии скольжения
Sнб≤Sсбeμα, (1)
где μ
– коэффициент трения ленты о поверхность барабана;
α – угол обхвата лентой барабана, рад.
Величину eμα, определяющую
тяговую способность барабана, называют тяговым
фактором.
Тяговое усилие барабана без учета потерь
из-за жесткости ленты
W=Sнб-Sсб=Sсб(eμα-1)
или ![]() (2)
(2)
Тяговое усилие барабана возрастает с
увеличением угла обхвата, коэффициента трения и первоначального натяжения
ленты. Для увеличения коэффициента трения поверхность барабана футеруют
фрикционными материалами с насечками в виде
прямоугольников или ромбов глубиной 3–4 мм.
Расчетное натяжение сбегающей ветви ленты
![]()
Расчетное натяжение набегающей ветви ленты
![]()
где Kз = 1,1–1,2 – коэффициент запаса сцепления ленты с барабаном;
W – тяговое усилие, равное общему сопротивлению
движения ленты, определяемое тяговым расчетом, Н.
Мощность приводного двигателя
![]()
где v – скорость движения
ленты конвейера, м/с;
η – общий кпд механизма привода (обычно η= 0,8–0,9).
В двухбарабанном
приводе
![]()
где Sнб1 – натяжение
ветви ленты, набегающей на первый по ходу ленты барабан, Н;
Sсб2 – натяжение
ветви ленты, сбегающей со второго приводного
барабана, Н;
μ1 и μ2 – коэффициенты трения ленты о поверхность первого и второго барабанов;
α1 и α2 – углы обхвата лентой первого и второго барабанов, рад.
Общая мощность двигателей двухбарабанного привода
N = N1 + N2, (7)
N1 = N Kф / (Kф + 1)≈N1Д, (8)
N2 = N / (Kф + 1) ≈N2Д, (9)
где Kф = N1Д / N2Д – коэффициент соотношения мощностей на первом и втором барабанах;
N1Д и N2Д – принятые по каталогу мощности электродвигателей.
Обычно принимают Kф = 1– 3, чаще Kф = 2, тогда на первом барабане устанавливают два одинаковых приводных механизма
и электродвигателя, а на втором – один такой же комплект.
Общее суммарное тяговое усилие распределяется
на два окружных усилия, создаваемых первым и вторым барабаном
W = W1 + W2, (10)
W1 = W Kф / (Kф + 1), (11)
W2 = W / (Kф + 1). (12)
Выбор места расположения и типа привода
(рис.17 и 18) зависит от протяженности и профиля трассы конвейера, значения
коэффициента трения между лентой и поверхностью приводного барабана µ и
коэффициента использования прочности ленты.
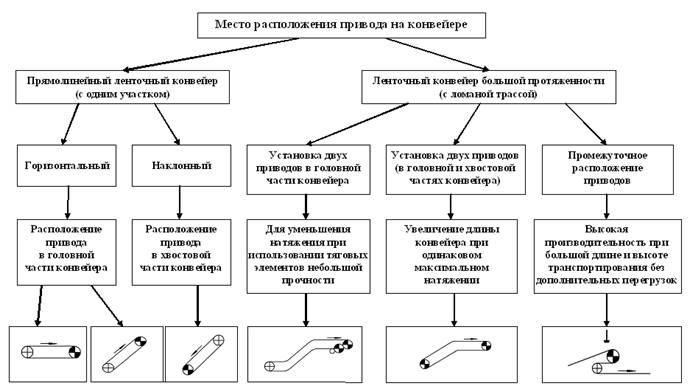
Рис. 17. Схема к определению места расположения
привода ленточного конвейера
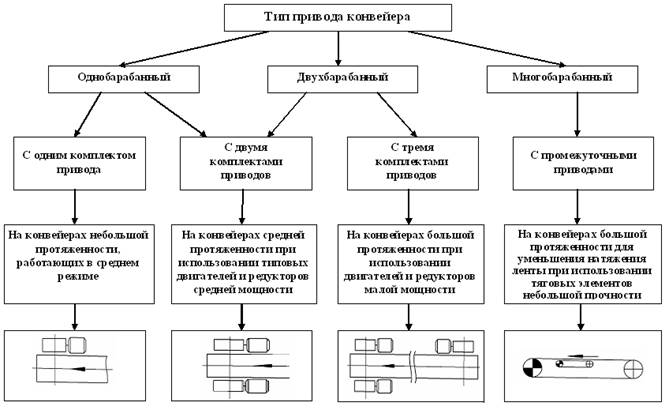
Рис.
18. Схема к определению выбора типа
привода ленточного конвейера
5.8. Конструкции
и расчет барабанов
В ленточных конвейерах
различают барабаны приводные (ведущие ленту); концевые, часто выполняющие роль
натяжных барабанов; оборотные, у которых угол обхвата лентой обычно 90° и отклоняющие (устанавливаемые в местах
перегиба и служащие для изменения направления движения ленты, а также
используемые для поджима нижней ветви ленты к
верхней). Приводные барабаны могут иметь небольшую стрелу выпуклости (1,5–3,0
мм) для центрирования ленты на барабане. Общий вид барабанов представлен на
рис. 19.
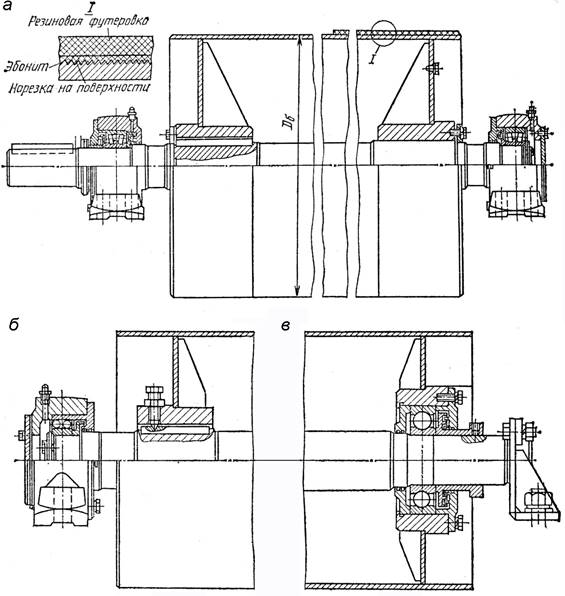
Рис. 19. Барабаны: а – приводной; б
– натяжной и отклоняющий на вращающейся оси; в
– то же на неподвижной оси
Барабаны изготавливают сваркой с обечайкой из
листовой стали или отливкой из чугуна. По форме обода барабаны выполняют с
цилиндрической или выпуклой (бочкообразной) поверхностью – гладкой или с насечками.
Тяговые свойства приводного барабана повышают путем увеличения натяжения ленты
или угла обхвата лентой приводного барабана, использования высокофрикционных
футеровок с продольными или шевронными ребрами (что способствует самоочищению).
Футеровки
устанавливаются при помощи специальных клеев на барабаны конвейеров, футеровочные пластины значительно уменьшают сход ленты и ее
проскальзывание, а также попадание груза на поверхность барабана, что
существенно улучшает работу конвейеров и повышает их технико-экономические
показатели.
Рифленая
поверхность приводного барабана обеспечивает увеличение коэффициента сцепления
ленты с барабаном и тягового фактора привода, уменьшая при этом необходимое
натяжение ленты, увеличивая срок службы ленты и ее стыковых соединений.
Мощность
приводных блоков выбирается из стандартного ряда: 200, 250, 320, 500, 630, 800,
1000, 1250, 1500 кВт.
Дополнительное
прижатие ленты к приводному барабану осуществляется с помощью установки
прижимных барабанов, с использованием вакуума или магнитных сил и других
приспособлений.
Вал приводного или
ось неприводного барабанов устанавливается в опорах
на шарикоупорных подшипниках. Для соединения
приводного барабана с выходным валом редуктора применяется зубчатая муфта, валы
двигателя и редуктора соединяются упругой муфтой. На конвейерах,
имеющих наклонный участок для предотвращения самопроизвольного обратного движения
загруженной ветви устанавливают храповый
останов или тормоз.
Геометрические параметры приводных барабанов
зависят от конструкции и прочности ленты.
Для резинотканевых лент диаметр приводных
барабанов, мм, определяют по формуле
![]()
где i – число прокладок в ленте; ![]() – коэффициент, зависящий от прочности σp ленты, Н/мм:
– коэффициент, зависящий от прочности σp ленты, Н/мм: ![]() = 125; 140; 160; 180; 190;
200 соответственно для σp= 50, 100, 150, 200, 300, 400, Н/мм;
= 125; 140; 160; 180; 190;
200 соответственно для σp= 50, 100, 150, 200, 300, 400, Н/мм; ![]() – коэффициент назначения барабана, для
приводных барабанов
– коэффициент назначения барабана, для
приводных барабанов ![]() = 1, для концевых и натяжных
= 1, для концевых и натяжных ![]() = 0,8, для отклоняющих по трассе конвейера
= 0,8, для отклоняющих по трассе конвейера ![]() = 0,4 – 0,6.
= 0,4 – 0,6.
Полученный
диаметр барабана округляется до ближайшего размера из нормального ряда 160,
200, 250, 315, 400, 500, 630, 800, 1000,
Принятый диаметр приводного
барабана проверяется по среднему давлению ленты на барабан, Па, по условию
![]()
где F0=Sнб-Sсб – тяговое усилие на
приводном барабане, Н; α – угол обхвата
барабана лентой, градусы; B – ширина ленты, м; Dб – диаметр барабана, м;
[pср] = 20000 – 30000 Па – допускаемое
среднее давление ленты на барабан. При невыполнении проверки по среднему
давлению принимается барабан ближайшего большего диаметра из нормального ряда.
Длина барабанов принимается: для лент
шириной B<
Расчетный
крутящий момент на валу приводного барабана, Н∙м, по которому
в дальнейшем выбирается редуктор,
![]()
где kз = 1,1–1,2 –
коэффициент запаса.
Основные параметры приводных барабанов
ленточных конвейеров приведены на рис. 20 и в табл. 1.4, концевых, оборотных и
отклоняющих барабанов – на рис. 21 и в табл. 1.5.
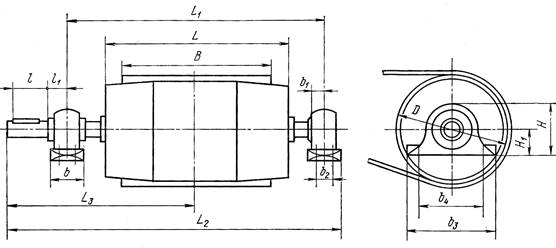
Рис. 20. Параметры и
размеры приводных барабанов
|
Ширина ленты, мм |
Размеры, мм |
Подшипник |
Масса вращающихся частей, кг |
||||||||||||||
|
400 |
250 |
500 |
730 |
917 |
500 |
120 |
60 |
60 |
45 |
– |
225 |
170 |
16 |
68 |
67 |
1308 |
38 |
|
400 |
400 |
500 |
730 |
990 |
457 |
195 |
100 |
85 |
64 |
– |
350 |
270 |
24 |
108 |
84 |
1612 |
82 |
|
|
|||||||||||||||||
|
500 |
400 |
600 |
850 |
1110 |
617 |
195 |
100 |
85 |
64 |
– |
350 |
270 |
24 |
108 |
84 |
1612 |
95 |
|
500 |
500 |
600 |
850 |
1140 |
647 |
185 |
100 |
85 |
64 |
– |
350 |
270 |
24 |
138 |
84 |
3516 |
150 |
|
|
|||||||||||||||||
|
650 |
400 |
750 |
1000 |
1260 |
692 |
195 |
100 |
85 |
74 |
– |
350 |
270 |
24 |
108 |
77 |
1612 |
109 |
|
650 |
500 |
750 |
1000 |
1290 |
722 |
195 |
100 |
85 |
74 |
– |
350 |
270 |
24 |
108 |
74 |
1612 |
176 |
|
650 |
630 |
750 |
1000 |
1290 |
722 |
195 |
100 |
85 |
74 |
– |
350 |
270 |
24 |
138 |
74 |
3516 |
192 |
|
650 |
670 |
750 |
1000 |
1290 |
722 |
195 |
100 |
85 |
74 |
– |
350 |
270 |
24 |
138 |
84 |
3516 |
200 |
|
|
|||||||||||||||||
|
800 |
400 |
950 |
1260 |
1520 |
828 |
195 |
100 |
85 |
64 |
– |
350 |
270 |
24 |
84 |
100 |
1612 |
130 |
|
800 |
500 |
950 |
1260 |
1520 |
828 |
195 |
100 |
85 |
64 |
– |
350 |
270 |
24 |
84 |
130 |
3516 |
214 |
|
800 |
630 |
950 |
1300 |
1678 |
940 |
240 |
120 |
140 |
83 |
70 |
420 |
340 |
20 |
176 |
114 |
3520 |
360 |
|
800 |
800 |
950 |
1300 |
1678 |
940 |
240 |
120 |
140 |
83 |
70 |
420 |
340 |
20 |
176 |
114 |
3520 |
445 |
|
|
|||||||||||||||||
|
1000 |
500 |
1150 |
1500 |
1790 |
972 |
195 |
100 |
85 |
64 |
– |
350 |
270 |
24 |
138 |
84 |
3516 |
249 |
|
1000 |
630 |
1150 |
1500 |
1878 |
1040 |
240 |
120 |
140 |
83 |
70 |
420 |
340 |
20 |
176 |
114 |
3520 |
390 |
|
1000 |
800 |
1150 |
1500 |
1878 |
1040 |
240 |
120 |
140 |
83 |
70 |
420 |
340 |
20 |
176 |
114 |
3520 |
575 |
|
1000 |
1000 |
1150 |
1500 |
1938 |
1090 |
280 |
140 |
160 |
90 |
80 |
480 |
390 |
24 |
216 |
124 |
3524 |
745 |
|
Примечание. dб – диаметр болта крепления барабана |
|||||||||||||||||
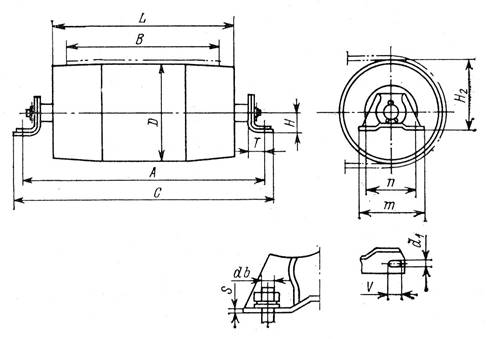
Рис.21. Параметры
концевых, оборотных и отклоняющих барабанов
|
Ширина ленты, мм |
Размеры, мм |
Подшипник |
Масса вращающихся частей, кг |
||||||||||||
|
Барабаны концевые |
|||||||||||||||
|
500 |
400 |
600 |
800 |
870 |
90 |
290 |
250 |
320 |
70 |
10 |
28 |
34 |
24 |
1612 |
68 |
|
650 |
400 |
750 |
970 |
1040 |
90 |
290 |
250 |
320 |
70 |
10 |
28 |
34 |
24 |
1612 |
78 |
|
650 |
500 |
750 |
970 |
1040 |
90 |
340 |
250 |
320 |
70 |
10 |
28 |
34 |
24 |
3516 |
112 |
|
Барабаны оборотные |
|||||||||||||||
|
400 |
250 |
500 |
680 |
730 |
65 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1310 |
30 |
|
500 |
250 |
600 |
800 |
850 |
65 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1308 |
37 |
|
500 |
320 |
600 |
800 |
850 |
65 |
225 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1310 |
48 |
|
650 |
250 |
750 |
970 |
1020 |
65 |
190 |
160 |
210 |
65 |
6 |
19 |
24 |
16 |
208 |
40 |
|
650 |
320 |
750 |
970 |
1020 |
65 |
220 |
160 |
210 |
60 |
6 |
19 |
24 |
16 |
310 |
65 |
|
650 |
400 |
750 |
970 |
1040 |
90 |
290 |
250 |
320 |
70 |
10 |
28 |
34 |
24 |
1612 |
78 |
|
Барабаны отклоняющие |
|||||||||||||||
|
400 |
250 |
500 |
680 |
730 |
65 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1306 |
30 |
|
500 |
250 |
600 |
800 |
850 |
65 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1308 |
37 |
|
500 |
250 |
600 |
800 |
850 |
65 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1308 |
37 |
|
650 |
250 |
750 |
970 |
1020 |
60 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1308 |
40 |
|
650 |
250 |
750 |
970 |
1020 |
60 |
190 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1308 |
40 |
|
650 |
320 |
750 |
970 |
1020 |
60 |
220 |
160 |
210 |
60 |
8 |
19 |
24 |
16 |
1310 |
58 |
Схемы всех назначенных барабанов с нанесенными на них размерными
параметрами, а также масса вращающихся частей барабанов приводятся в расчетах.
5.9.
Загрузочные устройства
Обычно загрузка производится у заднего
концевого барабана, однако загрузка и разгрузка конвейера может происходить в
любом пункте трассы.
Загрузочное устройство
должно обеспечивать центрирование и равномерное расположение груза по длине
ленты; скорость подачи груза на ленту, близкую скорости движения ленты;
формирование грузопотока в загрузочном устройстве, а не на ленте; исключение по
возможности воздействия на ленту и роликоопоры массы
поступающего груза; отсутствие завалов и рассыпания груза по сторонам;
возможность регулирования скорости подачи груза.
Штучные грузы подаются на конвейер с помощью направляющих лотков или непосредственно укладываются на него.
Насыпные грузы подаются с помощью бункера и загрузочной воронки с направляющим лотком, которые формируют поток груза и направляют его в середину ленты.
Для обеспечения высокого срока службы ленты и
роликоопор скорость подачи груза должна быть близка к
скорости движения ленты, высота падения груза должна быть минимальной. Углы
наклона стенок воронки должны быть на 10–15° больше углов трения груза о стенки.
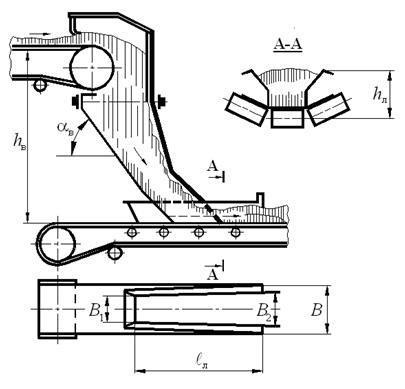
Рис. 23. Загрузочное устройство ленточного конвейера
На нижних
частях боковой и задней стенок воронки устанавливают уплотнительные полосы из
износостойкой резины. Для увеличения срока эксплуатации передней стенки на нее
устанавливают броневой лист, устраивают отдельные отсеки-ячейки, заполняемые
частицами груза, таким образом, груз скользит по слою груза. Угол наклона
желоба воронки αж=φв+(10-15°), (φв – угол внешнего трения
груза о желоб). Лоток воронки входит внутрь направляющего лотка с наклонными бортами,
опирающимися на ленту через вертикально расположенное к ленте уплотнение,
нарезанное из резинотканевой ленты. Параметры направляющего лотка в зависимости
от ширины ленты приведены в табл. 7.
Таблица 7. Размеры направляющего лотка загрузочного
устройства
|
Ширина ленты, мм |
Высота лотка, м, не менее |
Длина лотка, м, при скорости ленты, м/с |
||
|
До 1,6 |
1,6 – 2,5 |
Св. 2,5 |
||
|
400 |
0,2 |
1,0 |
1,2 |
1,6 |
|
500 |
0,2 |
1,2 |
1,6 |
2,0 |
|
650 |
0,3 |
1,2 |
2,0 |
2,5 |
|
800 |
0,3 |
1,6 |
2,5 |
2,5 |
|
1000 |
0,4 |
2,0 |
2,5 |
2,5 |
|
B1=0,5B; B2=(0,6-0,7)B |
||||
Под лентой в месте крепления на раме направляющего лотка
устанавливается батарея желобчатых роликоопор,
причем ближняя к концевому барабану роликоопора в
этой батарее является переходной, остальные роликоопоры
– рядовые.
Для конвейеров с высокой производительностью
применяют конвейеры-питатели (рис.24), позволяющие приблизить скорость груза к
скорости ленты и увеличить срок службы ленты.
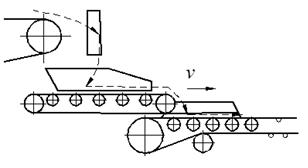
Рис. 24. Схема загрузки конвейера с помощью питателя
Сила сопротивления движению в месте загрузки
![]()
где Q – производительность конвейера, т/час;
fл – коэффициент трения груза о ленту;
v – скорость
конвейера, м/с;
v1 – скорость груза, м/с;
β – угол наклона конвейера;
kб – коэффициент бокового давления груза на
направляющие борта;
fб – коэффициент трения груза о направляющие
борта.
5.10.
Разгрузочные устройства
а) 
б)
в)
Барабанный разгружатель состоит из тележки 4, установленных на ней оборотных барабанов 1 и 2 и разгрузочной воронки 3. Транспортируемый груз сбрасывается с верхнего барабана 2 в воронку и направляется ею вправо, влево или одновременно в обе стороны от конвейера. Тележка движется вдоль горизонтального участка конвейера по всему фронту разгрузки. Она приводится от ленты конвейера через барабан 2 (рис. 25, б, легкий тип для лент шириной 500…650 мм) или от отдельного электродвигателя (рис. 25, в) с кабельным подводом электроэнергии. Рельсовые пути устанавливают на станине конвейера или на полу разгрузочной эстакады. Последнее исполнение характерно для разгружателей конвейеров тяжелого типа с лентой шириной 1600…2000 мм. В этом исполнении металлоконструкция тележки делается в виде портала, внутри которого проходит станина конвейера типовой конструкции.
Барабанные разгружатели применяют для широкой номенклатуры насыпных грузов при загрузке длинных бункерных эстакад или открытых складов. Разгружатели имеют реверсивное движение вдоль всего фронта разгрузки длиной 100 м и более с автоматическим управлением с центрального пульта.
К
преимуществам барабанных разгружателей относятся
полная автоматизация управления, возможность разгрузки на участке большой
протяженности широкого ассортимента насыпных грузов, в том числе высокоабразивных и кусковых. Недостатками являются сложность
конструкции, большая масса, значительные габаритные размеры, двукратный
перегиб ленты, снижающий срок ее службы.
Разгрузочная
тележка передвигается по рельсам,
устанавливаемым на специальной конструкции – треке, который одновременно,
является и средней частью конвейера с закреплёнными на
ней роликоопорами. Разгрузочная воронка барабанной
тележки (табл. 2) имеет конструкцию, которая позволяет сбрасывать груз с ленты
на две стороны или вперед (в любом сочетании).
Плужковый разгружатель (сбрасыватель) - это
стационарное устройство для разгрузки насыпных и штучных грузов (рис. 26),
который в рабочем положении опирается на ленту и сдвигает с нее груз в разгрузочную
воронку, в нерабочем состоянии приподнят и свободно пропускает под собой ленту
с грузом.
Он состоит (рис. 26) из разгрузочного (сбрасывающего) 2 и зачистного 1 щитов, установленных параллельно друг другу под углом 30…45° к продольной оси ленты опорного стола 4, приемной воронки 5 и подъемного механизма 3; для направления потока груза служат стационарные бортовые подгребатели 6. Разгрузочный щит, изготовляемый из стального листа, устанавливают с некоторым зазором от поверхности ленты; он отводит с ленты основную часть транспортируемого груза. Зачистной щит с кромкой, оснащенной резиновой полосой, опирается на поверхность ленты и сдвигает с нее оставшуюся часть груза.
В рабочем положении разгружатель опирается на ленту и сдвигает с нее груз в разгрузочную воронку; в нерабочем положении он приподнят и свободно пропускает под собой ленту с грузом. По направлению разгрузки ленты различают двусторонние (рис. 26, а) и односторонние (рис. 26, б) разгружатели. Первые более предпочтительны, так как у них силы бокового сдвига ленты уравновешены. По интенсивности разгрузки различают разгружатели с полной (рис. 26, а, б) и частичной (рис. 26, в, г) разгрузкой ленты. Последние бывают односторонние с поворотным щитом (рис. 26, в) и двусторонние с раздвижными щитами (рис. 26, г).
Плужковые разгружатели с полной разгрузкой ленты обеспечивают подачу груза только в одно место разгрузки; разгружатели с частичной разгрузкой подают груз одновременно в несколько мест разгрузки.
Опорный стол служит для выпрямления ленты в месте
установки разгружателя и выполняется в виде гладкого
стального листа (для лент шириной до 1000 м) или подъемных и поворотных
роликов, обеспечивающих желобчатый профиль ленты после подъема разгружателя. Подъем разгружателя
для его перевода в нерабочее положение может быть угловым или плоскопараллельным
в вертикальной или горизонтальной плоскости. Подъемный механизм может иметь
ручной (для лент шириной до 800 мм), пневматический (рис. 26, б) и электрический приводы.
Рис. 26. Схемы плужковых стационарных
разгружателей: а, б – с полной разгрузкой
ленты соответственно двусторонний и односторонний;
в, г, д – с частичной разгрузкой ленты соответственно поворотный,
раздвижной и с подвижной лентой; 1 – зачистной щит; 2
– разгрузочный щит;
3 – подъемный механизм; 4 – опорный стол; 5 –
приемная воронка; 6 – бортовые подгребатели
Последние имеют автоматизированное и
дистанционное управление.
Плужковые разгружатели применяют на горизонтальных конвейерах с
шириной ленты 400…2000 мм для разгрузки пылевидных, зернистых и мелкокусковых
грузов небольшой влажности при скорости движения ленты не более 2 м/с.
Плужковые разгружатели не рекомендуются для разгрузки твердых и высокоабразивных грузов из-за быстрого изнашивания щитов и
ленты. Широкое распространение получили плужковые разгружатели на конвейерах топливоподач электростанций (для
разгрузки дробленого угля и торфа) и в литейных цехах (для разгрузки
формовочной земли).
Кроме рассмотренных стационарных, известны также передвижные плужковые разгружатели, установленные на тележках, передвигаемых вдоль фронта разгрузки подобно барабанным разгружателям, однако они получили малое распространение.
Для разгрузки штучных грузов применяют плужковые
разгружатели с неподвижными (см. рис. 26, б) и подвижными (см. рис. 26, д) щитами. Подвижным щитом служит лента
(гладкая или с накладками), приводимая электродвигателем.
Таблица 8. Способы разгрузки барабанной
сбрасывающей тележки
в зависимости от конструкции разгрузочной
воронки
|
Наименование воронки |
Характеристика воронки |
Схема воронки |
|
Трехрукавная |
Разгрузка на две стороны и вперед |
|
|
Двухрукавная |
Разгрузка на две стороны |
|
|
Двухрукавная односторонняя правая |
Разгрузка на одну сторону (правую)
или вперед |
|
|
Двухрукавная односторонняя левая |
Разгрузка на одну сторону (левую) или вперед |
|
|
Однорукавная правая |
Разгрузка на правую сторону |
|
|
Однорукавная правая |
Разгрузка на левую сторону |
|

5.11.
Натяжные устройства
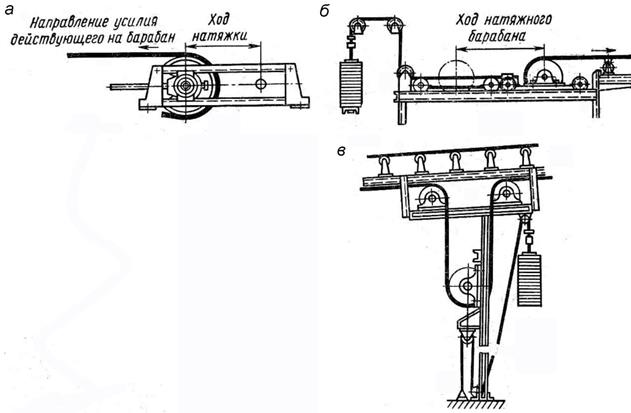
Рис.27. Типы натяжных
устройств: а
– винтовое; б –
грузовое тележечное;
в – грузовое
рамное
Винтовое (рис. 27, а) и грузовое тележечное (рис. 27, б) натяжные устройства (хвостовые)
располагаются на концевом барабане перед выходом ленты на рабочую ветвь;
грузовое рамное (промежуточное) натяжное устройство (рис. 27, в), как правило, устанавливается вблизи
приводного барабана на холостой ветви, где лента имеет минимальное натяжение.
Общий ход
натяжного устройства состоит из двух частей и определяется по формуле
LH = LH1 + LH2,
где LH1 = (0,3 – 1)B – монтажный ход, компенсирует изменение
длины ленты при её ремонте и перестыковке; LH2 – рабочий ход натяжного устройства (примерно 1% полной длины трассы
конвейера LТ ), компенсирующий
вытяжку и удлинение ленты при её установившемся движении и пуске конвейера.
По
полученной величине общего хода натяжного устройства LH можно
ориентироваться на его тип. Так, при LH ≤
Параметры
и размеры винтовых натяжных устройств приведены в
табл. 9, грузовых тележечных натяжных устройств – в табл. 10, а грузовых рамных натяжных устройств – в табл.
11.
Схема выбранного типа
натяжного устройства с указанием параметров приводится в расчетах.
Таблица 9. Параметры
и размеры винтовых натяжных устройств
|
|
||||||||||||
|
Размеры,
мм |
Масса
вращающихся
частей,
кг |
|||||||||||
|
B |
D |
L |
A |
Б |
Г |
М |
Е |
Н1 |
Н2 |
И |
К |
|
|
400 |
200 |
500 |
320 |
690 |
794 |
770 |
850 |
86 |
175 |
230 |
96 |
20 |
|
400 |
320 |
500 |
500 |
690 |
904 |
950 |
830 |
80 |
170 |
230 |
96 |
35 |
|
500 |
320 |
600 |
500 |
800 |
904 |
950 |
1030 |
86 |
182 |
230 |
96 |
48 |
|
500 |
400 |
600 |
800 |
800 |
930 |
1310 |
1390 |
112 |
237 |
280 |
116 |
69 |
|
650 |
320 |
750 |
500 |
970 |
1074 |
950 |
1030 |
86 |
182 |
230 |
96 |
58 |
|
650 |
400 |
750 |
800 |
970 |
1100 |
1310 |
1390 |
112 |
237 |
280 |
116 |
78 |
|
650 |
500 |
750 |
800 |
970 |
1100 |
1310 |
1390 |
112 |
237 |
280 |
116 |
112 |
|
800 |
320 |
950 |
500 |
1190 |
1295 |
950 |
1150 |
130 |
270 |
225 |
94 |
95 |
|
800 |
400 |
950 |
800 |
1190 |
1315 |
1370 |
1450 |
150 |
315 |
285 |
116 |
120 |
|
800 |
500 |
950 |
800 |
1190 |
1315 |
1370 |
1450 |
150 |
315 |
285 |
116 |
120 |
|
800 |
630 |
950 |
800 |
1430 |
1340 |
1410 |
1490 |
170 |
354 |
305 |
135 |
251 |
|
1000 |
400 |
1150 |
800 |
1430 |
1555 |
1370 |
1450 |
150 |
315 |
285 |
116 |
160 |
|
1000 |
500 |
1150 |
800 |
1430 |
1555 |
1370 |
1450 |
150 |
315 |
285 |
116 |
185 |
|
1000 |
630 |
1150 |
800 |
1430 |
1580 |
1410 |
1490 |
170 |
354 |
305 |
135 |
277 |
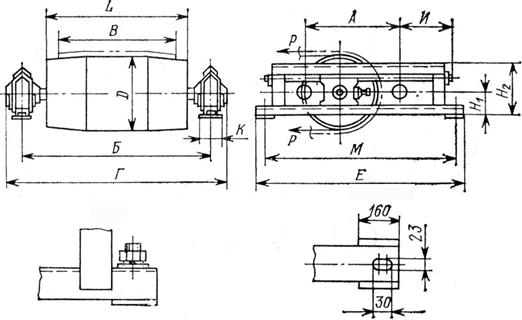
Таблица 10. Параметры
и размеры грузовых тележечных натяжных устройств
|
|
||||||||||||
|
Размеры,
мм |
Масса
вращающихся
частей,
кг |
|||||||||||
|
B |
D |
L |
А |
С |
П |
Г |
Б |
К |
Ж |
Р |
h |
|
|
500 |
400 |
600 |
800 |
730 |
300 |
1054 |
910 |
900 |
485 |
125 |
137 |
68 |
|
500 |
400 |
750 |
970 |
900 |
300 |
1234 |
1090 |
1080 |
455 |
125 |
137 |
78 |
|
650 |
400 |
750 |
970 |
900 |
300 |
1234 |
1080 |
1090 |
485 |
125 |
137 |
78 |
|
650 |
500 |
750 |
970 |
900 |
350 |
1234 |
1080 |
1090 |
576 |
160 |
155 |
112 |
|
800 |
500 |
950 |
1180 |
1226 |
365 |
1454 |
1310 |
1300 |
525 |
160 |
170 |
160 |
|
800 |
630 |
950 |
1180 |
1228 |
430 |
1454 |
1310 |
1300 |
705 |
200 |
190 |
244 |
|
1000 |
630 |
1150 |
1410 |
1468 |
430 |
1694 |
1550 |
1540 |
640 |
200 |
200 |
264 |
Таблица 11. Параметры
и размеры грузовых рамных натяжных устройств
|
|
|||||||||||
|
Размеры,
мм |
Масса
вращающихся
частей,
кг |
||||||||||
|
B |
D |
L |
R |
Б |
Г |
N |
М |
Ж |
У |
Е |
|
|
500 |
400 |
600 |
856 |
865 |
960 |
900 |
120 |
320 |
450 |
1989 |
68 |
|
650 |
400 |
750 |
1026 |
1035 |
1130 |
1000 |
140 |
350 |
500 |
2084 |
78 |
|
650 |
500 |
750 |
1026 |
1035 |
1130 |
1200 |
140 |
450 |
600 |
2289 |
112 |
|
800 |
500 |
950 |
1180 |
1250 |
1360 |
1100 |
140 |
540 |
540 |
2475 |
160 |
|
800 |
630 |
950 |
1180 |
1250 |
1360 |
1250 |
160 |
615 |
615 |
2625 |
244 |
|
1000 |
630 |
1150 |
1410 |
1480 |
1600 |
1250 |
160 |
540 |
540 |
2630 |
264 |
5.12.
Отклоняющие устройства
Направление движения ленты изменяется при помощи концевых оборотных и отклоняющих барабанов; роликовой батареи; по кривой свободного провисания ленты (рис. 28).
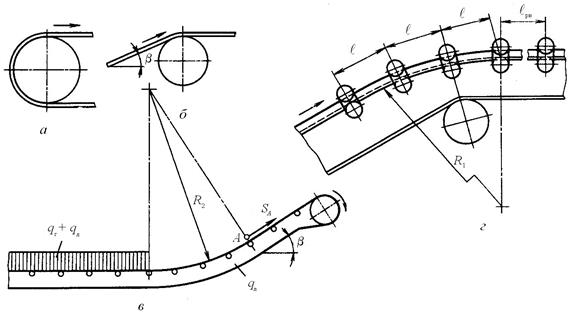
Рис.
28. Схемы отклонения
ленты: а, б – на барабане; в – по кривой свободного провисания; г
– на роликовой батарее
5.13.
Очистные устройства для очистки лент и барабанов
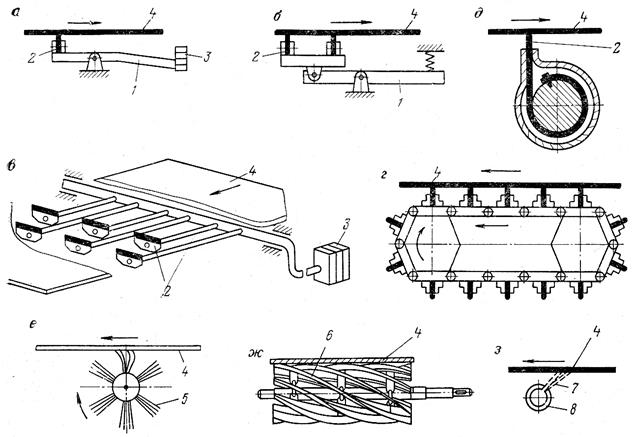
Поверхность нефутерованных
барабанов и отдельных роликов обратной ветви очищается стальными скребками.
Расположение очистного устройства должно быть таким, чтобы прилипший к ленте
груз сбрасывался в разгрузочную коробку или отдельный приемник. Рабочие
элементы скребковых очистных устройств выполняют металлическими,
из износостойкой резины или пластмассы, закрепляют в шарнирной раме, прижатие к
ленте осуществляется грузом или пружиной с помощью рычага. Для повышения срока службы скребков их
выполняют двойными. Первый по ходу ленты скребок
устанавливают с большим зазором от поверхности ленты, чем второй. Сначала
происходит удаление основного слоя материала первым, а затем более тонкая
очистка вторым скребком.
Для слабоналипающих
грузов используют вибрационные очистные устройства, наибольшая эффективность
которых достигается при их использовании в сочетании с другими очистными
устройствами.
Гидравлические очистные устройства работают
по принципу механического отделения прилипших частиц груза напорной струей
воды. Они имеют простую конструкцию, но требуют установки дополнительного
оборудования для подачи воды и отвода пульпы, гидроочистку (гидросмыв)
применяют при обеспечении просушки ленты.
При транспортировании сильноналипающих материалов (глина, суглинок, мел, цемент,
известь, формовочная земля) или при работе в условиях длительного воздействия
низких температур конвейер в любом случае должен быть оборудован на холостой
ветви несколькими дисковыми или спиральными роликоопорами
и механическим очистным устройством в месте сбегания ленты с приводного барабана
(скребком при скорости ленты до 2 м/с или щеткой при скорости более 2 м/с), прижимаемым к поверхности
ленты пружинами или рычагом с грузом.
Для очистки внутренней поверхности ленты перед задним
концевым барабаном на расстоянии 0,8…1 м от его оси устанавливают на холостой ветви одно- или двусторонние резиновые
скребки плужкового типа.
Для очистки поверхности приводного и других барабанов также применяются стальные скребки.
Параметры и размеры очистных устройств приведены в [2, 4, 7, 8]. Обоснование типов
очистительных устройств и их параметры приводятся в пояснительной записке.
5.14. Опорные металлоконструкции конвейера
Жесткую станину изготавливают из прокатных
профилей в виде продольных балок, на которые устанавливают роликоопоры.
Гибкая станина состоит из двух или четырех продольных канатов, к которым подвешивают роликоопоры.
Станины обоих типов бывают опорные и подвесные.
Жесткие ставы, состоящие из стального
проката (уголки, швеллеры и др.) изготовляют отдельными секциями длиной 2 –
Рис. 30. Пример
конструкции опоры приводного барабана (ширина ленты
Примеры опорных
металлоконструкций конструкций ленточных конвейеров даны в [2, 4, 8].
Рис. 31. Пример
конструкции средней части и стойки средней части ленточного конвейера с шириной
ленты
Рис. 32. Пример
конструкции опоры винтового натяжного устройства ленточного конвейера с шириной
ленты
5.15. Контрольные
и предохранительные устройства (датчики)
На ленточных конвейерах устанавливаются
предохранительные устройства, обеспечивающие контроль скорости движения;
поперечного сдвига ленты; продольного порыва ленты; целостности тросов (в
резинотросовой ленте); функционирования системы подачи смазки к редукторам.
Для автоматической работы транспортирующей
установки или комплекса машин необходимо не только установить приборы
автоматического управления, но и обеспечить длительную непрерывную работу
машины при минимальном количестве обслуживающего персонала. С помощью приборов
автоматики осуществляется автоматический контроль за
работой основных узлов конвейеров, предотвращается возникновение аварий путем
отключения всей линии или ее части
Основные процессы, над которыми
осуществляется автоматический контроль: наличие груза на ленте; обрыв и пробуксовка
ленты; равномерность грузопотока; предупреждение сбега ленты в сторону;
состояние поверхности барабанов, подшипников и т.д.; движение тяговых органов;
места перегрузки; заполнение бункерных установок.
5.16.
Стыковка резинотканевой конвейерной ленты
Стыковка конвейерных лент осуществляется
преимущественно вулканизацией (горячей, холодной), а также механическими
способами. Механическая стыковка лент (рис. 33) допускается в случаях, когда по
технологическим причинам и условиям эксплуатации применение вулканизации
затруднено.
Механическими средствами допускается стыковать ленты
шириной до 1200 мм. Такая стыковка применяется в основном как временная на
лентах с прочностью прокладок до 100 Н/мм. Шарнирные соединения применяют для
стыковки лент шириной до 800 мм на конвейерах длиной до 50 м. Для оперативного
соединения концов ленты (иногда для временного соединения) используют стыковку
с помощью заклепок. Прочность стыков, изготовленных с помощью шарниров и заклепок,
составляет 30–50% прочности ленты на разрыв, а срок службы – несколько месяцев
при большем чем при вулканизации расходе ленты и
повышенном износе роликов и барабанов.
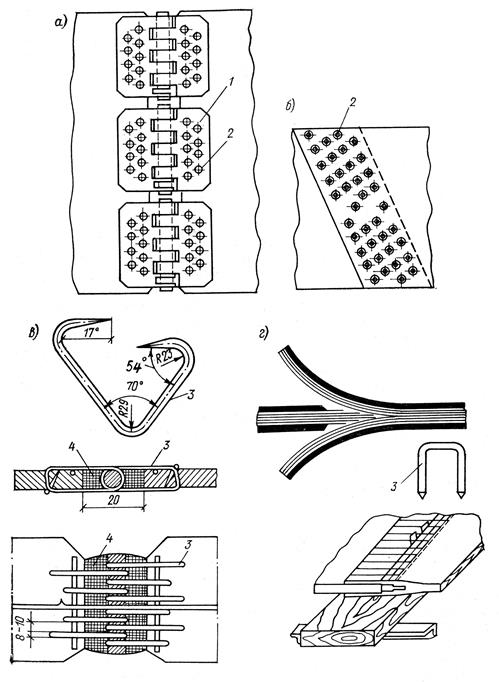
Рис. 33.
Стыковка лент механическими средствами: а – шарнирами; б –
заклепками; в – крючкообразными скобами с канатом;
г –
П-образными скобами; 1 – петля; 2 – заклепка; 3 – скобы; 4 –
уплотнительный шнур
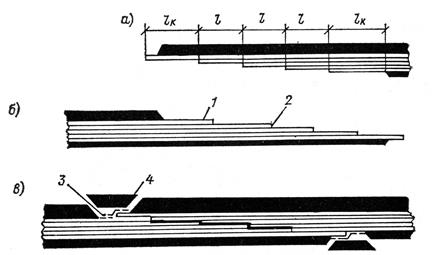
Рис. 34. Подготовка стыка
при вулканизации: а, б – схемы наложения
разделочной резины; в – заделки в стыке ленты;
1 – прослоечная резина; 2
– полоски резины; 3 – брекерная ткань; 4
– резиновая заготовка (заделка)
При вулканизации поверх прослоечной
резины вдоль границ ступеней укладывают полоски резины шириной 5…10 мм,
толщиной 1,5 мм (рис. 34, а). Концы
стыка накладывают друг на друга, проверяя совпадение осевых линий и бортов.
Стык тщательно прокатывают, торцы стыка смазывают клеем, заделывают полосками брекерной (защитной) ткани, поверх которой накладывают
резиновую заготовку, толщина которой должна быть больше толщины обкладки ленты
на 1,5…2 мм. Вулканизация осуществляется под
прессом при температуре 140…150 °С.
6. Расчет ленточных конвейеров
6.1. Общие сведения
При проектировании конвейера необходимо знать
характеристику транспортируемого груза, максимальную производительность,
сведения об условиях работы и схему трассы со всеми необходимыми размерами. При
анализе исходных данных для проектирования необходимо самостоятельно установить
ряд недостающих характеристик перемещаемого груза, используя рекомендованную
литературу.
Для насыпного груза должны быть заданы или назначены
его наименование, насыпная плотность, род груза (рядовой, сортированный),
максимальный размер типичных или наибольших кусков, влажность, коэффициенты
внутреннего и внешнего трения и т. д. Недостающие характеристики, имеющие
решающее значение при выборе и расчете конвейера, определяются на основании
анализа заданных характеристик.
При выборе и расчете параметров элементов ленточных
конвейеров, материалов для их изготовления, расчетных коэффициентов
сопротивления движению ходовой части, долговечности, назначения и вида смазочных
материалов необходимо учитывать условия работы конвейеров.
Условия работы зависят от производственных и
температурных (климатических) условий, в которых должен эксплуатироваться
конвейер. Если конвейер устанавливается в нескольких помещениях с различными производственными
и температурными условиями, то в качестве расчетной базы принимается помещение
с наихудшими условиями. При установке привода, например, в отапливаемом
помещении, а остальной части – в неотапливаемом за основу принимается группа
неотапливаемого помещения.
Расчет конвейеров при проектировании проводится в два этапа: предварительный расчет основных параметров конвейера в соответствии с техническим заданием на проектирование и поверочный расчет, определяющий прочность узлов и деталей и соответствие техническому заданию (в процессе поверочного расчета уточняются значения параметров конвейера, определенные в предварительном расчете).
Рекомендуется следующий порядок расчета ленточного конвейера общего назначения с гибким тяговым органом в виде резинотканевой ленты.
Цель данного этапа – на основании полученного задания и литературных источников изучить, проанализировать и дополнить исходные данные для проектирования конвейера такие, как свойства и характеристики перемещаемого груза, условия работы конвейера, обобщенный коэффициент сопротивления движению, размерные параметры трассы конвейера, вид загрузки и разгрузки конвейера, расположение привода, место установки натяжного устройства на трассе конвейера и его вид (винтовое или грузовое), необходимость применения очистных устройств для ленты и для барабанов и пр.
При анализе исходных данных для проектирования необходимо самостоятельно установить ряд недостающих характеристик перемещаемого груза, используя рекомендованную литературу или данные настоящего пособия.
2. Предварительный
выбор тягового органа конвейера
Цель данного этапа – назначить в зависимости от исходных данных соответствующий тип (т. е. конструкцию и материал составных частей) гибкого тягового органа конвейера – резинотканевой ленты; получить предварительное (без выполнения тягового расчета) значение мощности привода конвейера; определить максимальное натяжение в ленте и соответствующее ему количество тканевых прокладок тягового каркаса; определить размерные и весовые параметры ленты (ширина, толщина) и привести её условное обозначение по государственному общероссийскому стандарту. Назначенные на данном этапе размерные и весовые параметры ленты используются на дальнейших этапах и, в случае необходимости, могут быть пересмотрены по итогам уточненного тягового расчета.
3. Выбор
поддерживающих и направляющих устройств конвейера
Цель данного этапа – изучить назначение и конструктивные особенности концевых, отклоняющих и направляющих барабанов ленточных конвейеров, определить их место на заданной трассе и найти размерные и весовые характеристики; выбрать и обосновать конструкцию и расположение на трассе верхних (рабочих), нижних (холостых) и других видов роликоопор, определить размерные и весовые параметры роликоопор в целом и их отдельных элементов (ролики и кронштейны).
Кроме этого, после выбора поддерживающих и направляющих устройств необходимо назначить тип натяжного устройства, устройства для загрузки и разгрузки конвейера и, в случае необходимости конструкцию и место установки очистных устройств для ленты и барабанов.
4. Тяговый
(проверочный) расчет конвейера
Цель данного этапа – определить методом обхода трассы по контуру тяговое усилие и мощность привода конвейера, после чего проверить прочность предварительно выбранной ленты и, в случае выполнения условия её прочности, провести расчет привода, натяжного устройства и проверочные расчеты отдельных элементов и узлов.
При невыполнении условия прочности предварительно выбранной ленты необходимо назначить её новые размерные и весовые параметры и повторить все этапы расчета.
6.2. Общие расчеты конвейера
При проектировании конвейера должны быть заданы или назначены
характеристики перемещаемого груза, максимальная производительность, сведения
об условиях работы и схема трассы со всеми необходимыми размерами. При анализе
исходных данных для проектирования необходимо самостоятельно установить ряд недостающих
характеристик перемещаемого груза, используя рекомендуемую литературу или настоящее
пособие.
В числе характеристик перемещаемого насыпного груза
должны быть заданы или назначены его наименование, угол естественного откоса в
покое, насыпная плотность, род груза (рядовой или сортированный), максимальный
размер типичных кусков или наибольших кусков, влажность, коэффициенты
внутреннего и внешнего трения и т. д. Недостающие характеристики, имеющие
решающее значение при выборе и расчете конвейера, определяются на основании
анализа заданных характеристик.
Насыпная плотность ρ, углы
естественного откоса в покое φn и в движении φд, группа абразивности, степень подвижности, коэффициенты внутреннего
и внешнего трения транспортируемого материала определяются по [1,3,4,5] или по табл.
12.
Таблица 12. Физико-механические
свойства насыпных грузов как объектов перемещения
|
Наименование груза |
Насыпная плотность, т/м3 |
Угол естественного откоса, град. |
Группа абразивности груза |
Степень подвижности |
Коэффициент внешнего трения |
Коэффициент внутреннего трения |
||
|
в покое |
в движении |
по резине |
по стали |
|||||
|
Галька округлая Гипс рядовой Глина сухая Гравий сухой Камень Мел кусковой Песчано-гравийная смесь Уголь бурый Уголь каменный Цемент Шлак угольный Щебень Песок сухой Опилки древесные Земля формовочная Известняк Зола Зерно Руда Соль поваренная |
1,5–1,8 0,6–1,6 1,6–1,8 1,5–1,9 1,3–1,5 0,9–1,6 1,6–1,8 0,5–0,6 0,6–0,8 0,9–1,6 0,6–0,9 1,3–1,8 1,3–1,5 0,2–0,3 0,8–1,3 1,4–1,7 0,6–0,9 0,6–0,8 1,7–2,4 1,5–1,8 |
30–35 35–40 35–40 30–45 37–40 40 40–45 35–50 30–45 30–40 45 35–45 30–35 40 30–45 36–40 45–50 22 30–50 46 |
12 20 15 15 15 14 15 12 12 10 20 15 10 20 15 15 15 10 15 13 |
В В В В D В С В В В D D С А В С D А D С |
Легкая Легкая Средняя Средняя Малая Легкая Легкая Средняя Средняя Средняя Малая Малая Средняя Легкая Средняя Малая Малая Легкая Малая Средняя |
0,7–1,0 0,7–0,8 0,8–1,0 0,7–1,0 0,6–0,9 0,7–0,8 0,5–0,6 0,6–0,7 0,5–0,7 0,6–0,7 0,4–0,6 0,5–0,7 0,4–0,5 0,5–0,6 0,4–0,6 0,6–1,0 0,6–0,9 0,4–0,5 0,7–0,9 0,6–0,7 |
0,6–0,9 0,6–0,8 0,7–1,0 0,6–1,0 0,5–0,8 0,6–0,8 0,4–0,5 0,3–0,6 0,3–0,6 0,3–0,6 0,4–0,7 0,4–0,6 0,3–0,8 0,3–0,5 0,4–0,7 0,5–1,0 0,6–0,8 0,3–0,5 0,6–0,8 0,5–0,6 |
0,5–1,0 0,6–0,8 0,8–1,0 0,5–1,0 0,7–0,8 0,6–0,8 0,5–1,0 0,5–1,0 0,5–1,0 0,5–0,8 0,6–1,2 0,6–1,0 0,6–0,8 0,6–1,5 0,5–0,7 0,6–1,3 0,8–1,2 0,5–0,8 0,5–0,9 0,6–1,2 |
|
Примечания: 1. Грузы с насыпной плотностью до 0,6 т/м3 называются легкими, от 0,6 т/м3
до 1,1 т/м3 – средними, от 1,1 т/м3 до 2,2 т/м3
– тяжелыми и свыше 2,0 т/м3 – весьма тяжелыми. 2. А – неабразивные, В – малоабразивные, С – абразивные, D – высокоабразивные грузы. |
||||||||
При выборе и расчете параметров
элементов ленточных конвейеров, материалов для их изготовления, расчетных коэффициентов
сопротивления движению ходовой части, долговечности, назначения и вида смазочных
материалов необходимо учитывать условия работы конвейеров.
Условия работы обусловливаются
производственными и температурными (климатическими) условиями, в которых должен
эксплуатироваться конвейер.
Если конвейер устанавливается в
нескольких помещениях с различными производственными и температурными условиями,
то в качестве расчетной базы принимается помещение с наихудшими условиями. При
установке привода, например, в отапливаемом помещении, а остальной части – в не
отапливаемом, за основу принимается группа не отапливаемого помещения.
Параметры, характеризующие заданные
условия работы конвейера, приведены в [3, 4, 6]. Если условия работы не заданы,
то они назначаются исходя из анализа имеющихся сведений по табл. 13 или [3, 4,
6].
Таблица 13. Показатели
условий работы конвейера
|
Показатель |
Условия работы |
|||
|
Легкие |
Средние |
Тяжелые |
Весьма |
|
|
Время работы в сутки, ч Свойства груза: насыпная плотность, т/м3 размер куска, мм абразивность и коррозионность Влажность воздуха, % Наличие в воздухе абразивной пыли, мг/м3 Температура окружающего воздуха, °С: от до Место установки конвейера и его характеристика |
До 6 До 0,6 До 20 Нет До 50 До 10 +5 +25 Чистое, сухое, отапливаемое помещение; отсутствует абразивная пыль; конвейер доступен для осмотра и ремонта |
6–12 0,6–1,1 20–60 Слабые 50–65 10–100 0 +30 Отапливаемое помещение; небольшое количество абразивной пыли; временами влажный воздух; средняя доступность для обслуживания |
12–18 1,1–2,0 60–160 Средние 65–90 100–150 -20 +30 Работа в неотапливаемых помещениях с естественной вентиляцией, под навесами или легкими укрытиями с условиями, близкими к условиям открытого воздуха, на открытом воздухе. Возможны большое количество абразивной пыли или повышенная влажность воздуха. Плохая доступность для обслуживания |
Св. 18 Св. 2,0 Св.160 Сильные Св. 90 Св.150 -40 +40 Работа в неотапливаемых помещениях с условиями, близкими к условиям открытого воздуха и на открытом воздухе в очень пыльной атмосфере и при наличии факторов, вредно влияющих на работу конвейера |
Размерные параметры трассы конвейера показаны на рис. 6.
Полную длину трассы конвейера
определяют по формуле LT = L1 + L2г.
Схема трассы конвейера
с нанесенными на ней рассчитанными числовыми значениями размерных параметров
обычно выполняется до начала расчетов (без масштаба, но с соблюдением
пропорций).
Обобщенный коэффициент сопротивления движению w0 для предварительного
(упрощенного) определения тяговой силы и мощности двигателя конвейера назначается
по табл. 14.
Таблица 14. Обобщенный
коэффициент сопротивления w0 для ленточных конвейеров
|
Дальность транспортирования L, м |
Производительность, т/ч |
|||||
|
10 |
20 |
30 |
100 |
200 |
400 |
|
|
До 10 |
2,0 |
1,4 |
0,92 |
0,67 |
0,50 |
0,37 |
|
Св. 10 до 50 |
0,51 |
0,39 |
0,28 |
0,21 |
0,17 |
0,14 |
|
Св. 50 до 125 |
0,29 |
0,23 |
0,18 |
0,14 |
0,12 |
0,10 |
|
Св. 125 до 250 |
0,12 |
0,11 |
0,09 |
0,07 |
0,06 |
0,04 |
|
Примечание. Промежуточные значения wo можно определять по графику зависимости коэффициента сопротивления от производительности, построенному по данным, соответствующим одному из четырех указанных в табл. 14 диапазонов дальности транспортирования. |
||||||
Вид загрузки и разгрузки конвейера, если он не указан в задании на проектирование, назначается
самостоятельно. Загрузка обычно принимается через загрузочную воронку с
направляющим лотком у одного концевого барабана, а разгрузка через другой, приводной
концевой барабан. Вид и место загрузки и разгрузки показываются при помощи
условных обозначений (см., например, рис. 6) на выполненной схеме трассы конвейера.
Очистные устройства,
если это не предусмотрено заданием на проектирование, допускается не устанавливать.
Однако при транспортировании сильно налипающих материалов
(глина, суглинок, мел, цемент, известь, формовочная земля) или при работе в
условиях длительного воздействия низких температур конвейер в любом случае
должен быть оборудован на холостой ветви ленты несколькими дисковыми или спиральными
роликоопорами и механическим очистным устройством в
месте сбегания ленты с приводного барабана (скребком при скорости ленты до 2
м/с или щеткой при скорости более 2 м/с).
Привод
конвейера рекомендуется в большинстве случаев устанавливать в конце
груженой (рабочей) ветви конвейера.
Вид
(конструкция) натяжного устройства зависит от полной длины трассы конвейера LТ. Так, при LТ ≤75 м, как правило, рекомендуется винтовое
натяжное устройство, при больших значениях необходима установка грузового
натяжного устройства (рамного или тележечного).
Места расположения привода, натяжного и
очистного устройств также показываются на схеме трассы конвейера.
В ленточных конвейерах для
перемещения насыпных грузов рядовые роликоопоры на рабочей
ветви, служащие для поддержания ленты с грузом и придания ей необходимой
желобчатой формы, принимаются с гладкими роликами: на двухроликовых
опорах, характерных для передвижных конвейеров, с углом наклона боковых роликов
15 или 20°, на трехроликовых опорах для лент с хлопчатобумажными
прокладками каркаса 20°,
для лент с прокладками каркаса из синтетических тканей 30° и, реже, 36 и 45°.
Роликоопоры на холостой ветви принимаются плоскими
(прямыми), состоящими из одного длинного гладкого ролика.
До начала расчетов задаются также видом
соединения концов конвейерной ленты в стыке (например, вулканизацией) и
конструкцией приводного барабана (например, стальным сварным с гладкой наружной
поверхностью и углом обхвата лентой, равным 180°).
6.3. Предварительный выбор тягового органа конвейера
6.3.1. Общие сведения
Цель данного этапа – назначить
в зависимости от исходных данных соответствующий тип (т. е. конструкцию и
материал составных частей) гибкого тягового органа конвейера – резинотканевой
ленты; получить предварительное значение мощности привода конвейера; определить
максимальное натяжение в ленте и соответствующее ему количество тканевых прокладок
тягового каркаса; определить размерные и весовые параметры ленты (ширину,
толщину) и привести её условное обозначение по государственному общероссийскому
стандарту.
Конвейерная лента – основной элемент
конвейера. От правильного выбора, монтажа и эксплуатации ленты в большой
степени зависит надежность работы и срок службы конвейера. Лента – наименее
долговечный и наиболее дорогостоящий элемент, стоимость которого достигает 50%
общей стоимости конвейера. Ленты должны обладать прочностью, гибкостью, ограниченным
удлинением (вытяжкой) под нагрузкой и износостойкостью рабочей поверхности.
Резинотканевые конвейерные ленты, получившие наибольшее применение в ленточных
конвейерах общего применения, изготовляют по ГОСТ 20–85. Конструкция
резинотканевой ленты в общем виде представлена на рис. 35.
Рис. 35. Конструкция и параметры
резинотканевой ленты: В – ширина; 𝛿л – толщина; 𝛿в – толщина верхней обкладки;
𝛿н – толщина нижней обкладки; 1 – тяговый каркас из тканевых
прокладок; 2 – защитная ткань (брекер); ![]() –
заполнитель из резино-каучуковой смеси
–
заполнитель из резино-каучуковой смеси
Резинотканевая лента
имеет тяговый каркас из определенного количества тканевых прокладок (на рис.28
показан каркас из четырех прокладок), пропитанных резино-каучуковой
смесью и завулканизированных в единое целое, покрытый
со всех сторон защитным эластичным заполнителем также из резино-каучуковой
смеси. Тяговый каркас воспринимает продольные растягивающие усилия в ленте и
обеспечивает ей необходимую поперечную жесткость, а заполнитель предохраняет
каркас от воздействия влаги, механических повреждений и истирания перемещаемым
грузом, образуя над каркасом верхнюю (грузонесущую) и под каркасом – нижнюю
(опорную) обкладки. Сверху над первой прокладкой каркаса в лентах, подвергающихся
ударным нагрузкам, укладывают иногда грубую разреженную защитную (брекерную) ткань, предохраняющую каркас от повреждений при
очень тяжелых и тяжелых условиях эксплуатации. По бокам прокладки каркаса
защищают борта из резиново-каучуковой смеси, которые при легких условиях работы
могут отсутствовать.
Ткань прокладки состоит из
продольных нитей основы и поперечных нитей утка́. Наиболее употребительны
синтетические ткани из полиэфирных лавсановых (типа ТЛ), капроновых (типа ТК), анидных или нейлоновых (типа ТА) и комбинированных лавсано-хлопчатобумажных (типа БКНЛ) волокон. Известны случаи применения лент с
прокладками из грубой хлопчатобумажной ткани простого плетения (бельтинга) для
перемещения абразивных насыпных грузов.
Прочность
одной тканевой прокладки каркаса характеризуют номинальной прочностью при
разрыве тяговой прокладки по основе σp, Н/мм, и указывают цифрами в обозначении
ткани прокладки.
6.3.2. Выбор типа ленты
При выборе типа ленты учитываются условия
работы конвейера (см. табл. 13), характеристики перемещаемого груза и
необходимая прочность. При перемещении большинства грузов, в том числе пищевых,
применяются ленты общего назначения.
По ГОСТ 20–85 предусмотрен выпуск гладких
резинотканевых конвейерных лент для перемещения сыпучих, кусковых и штучных
грузов типов 1 (подтипов 1.1 и 1.2), 2, 3 и 4.
Ниже приведено описание указанных типов
резинотканевых лент.
Лента типа 1 (подтип 1.1 – для очень тяжелых, подтип 1.2
– для тяжелых условий эксплуатации) – минимальная ширина ленты
Пример
условного обозначения:
Лента конвейерная типа 1, подтипа 1.1 общего
назначения, шириной
Лента 1.1 – 1600 – 4 – ТК-300
– 8 – 2 – А ГОСТ 20-85
Лента типа 2 –
минимальная ширина ленты
Для лент типа 2 после класса обкладочной
резины следует указывать вид борта: «РБ» – резиновый борт; «НБ» – нарезной
борт.
Пример
условного обозначения:
Лента конвейерная типа 2, теплостойкая,
шириной
Лента 2Т1 – 800 – 6 –ТК-100 –
8 – 2 – Т-1 – НБ ГОСТ 20–85
Лента
типа 3 – минимальная
ширина ленты
Примеры
условного обозначения:
Лента конвейерная типа 3, общего назначения,
шириной
Лента 3 – 800 – 3 –ТК-100 – 3
– Б ГОСТ 20-85.
Лента
типа 4 – минимальная
ширина ленты
Пример
условного обозначения:
Лента конвейерная типа 4,
пищевая, шириной
Лента
4П – 500 – 2 – БКНЛ-65 – 2 – 1 – П ГОСТ 20-85.
После выбора по исходным данным типа ленты
необходимо привести её конструкцию (аналогично рис. 28), краткое описание ленты
с указанием выбранной ткани прокладок каркаса и прочности при разрыве тяговой
прокладки по основе σp, Н/мм.
6.3.3. Предварительное определение мощности
привода конвейера
Цель предварительных расчетов – найти приближенное
значение максимального усилия в ленте для выбора ее параметров, а также
возможности дальнейшего выбора элементов конвейера (барабаны, роликоопоры).
Мощность на приводном барабане конвейера, кВт
![]()
где Q – заданная массовая производительность, т/ч; wo – обобщенный коэффициент сопротивления движению (см. табл. 14); Lг – длина горизонтальной
проекции трассы конвейера, м; H – высота подъема груза,
м. Знак «плюс» ставится при подъеме груза, а знак «минус» – при опускании
груза.
Тяговое усилие на приводном барабане, Н
![]()
где n – скорость движения ленты по заданию, м/с.
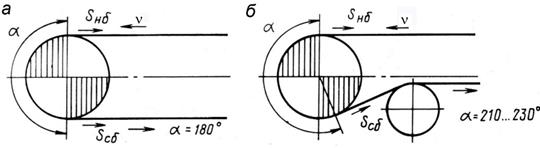
Рис. 36. Схема приводного устройства: а – без отклоняющего барабана;
б – с
отклоняющим барабаном для увеличения угла обхвата; Sсб – усилие в
сбегающей ветви, Н
Натяжение в набегающей на
приводной барабан ветви ленты (рис. 36).
![]()
где ![]() – тяговый фактор (табл. 15); e= 2,72 –
основание натуральных логарифмов; f– коэффициент трения между лентой и поверхностью
приводного барабана, назначается исходя из заданных для проектирования и дополнительно
назначенных данных, а также условий работы (табл. 4);
– тяговый фактор (табл. 15); e= 2,72 –
основание натуральных логарифмов; f– коэффициент трения между лентой и поверхностью
приводного барабана, назначается исходя из заданных для проектирования и дополнительно
назначенных данных, а также условий работы (табл. 4); ![]() – угол обхвата барабана лентой в радианах
(первоначально принимается
– угол обхвата барабана лентой в радианах
(первоначально принимается ![]() , что соответствует углу обхвата 180°).
, что соответствует углу обхвата 180°).
Таблица 15. Значения тягового фактора ![]()
|
Коэффициент трения f |
Угол обхвата барабана
лентой |
||||
|
180/3,14 |
190/3,22 |
200/3,50 |
210/3,67 |
240/4,19 |
|
|
0,20 (стальная, гладкая, влажная поверхность барабана) |
1,88 |
1,94 |
2,01 |
2,08 |
2,31 |
|
0,30 (стальная, гладкая, сухая или влажная, футерованная резиной поверхность
барабана) |
2,57 |
2,71 |
2,85 |
3,01 |
3,52 |
|
0,40 (сухая, футерованная резиной поверхность барабана) |
3,52 |
3,78 |
4,05 |
4,34 |
5,35 |
6.3.4. Расчет производительности и определение
ширины ленты
Производительность
конвейера – количество материала, проходящего через поперечное сечение потока
груза в единицу времени.
Объемная
производительность, м3/ч,
V=3600Fv, (17)
где F – площадь
поперечного сечения, м2; v –
скорость движения ленты, м/с.
Массовая
(весовая) производительность, т/ч,
![]()
где F, м2; v, м/с; ![]() –
насыпная плотность груза, кг/м3.
–
насыпная плотность груза, кг/м3.
Либо производительность, т/ч,
![]()
где F, м2; v, м/с;![]() ,
т/м3.
,
т/м3.
Таким образом,
производительность зависит от скорости ленты и погонной нагрузки груза на нее.
Определим площадь поперечного сечения потока материала.
Случай
I. Плоская
лента без бортов
На плоской
ленте без бортов (рис. 37, а)
насыпной груз размещается по треугольнику с углом свободного расположения груза
в поперечном сечении движущейся ленты ![]() ,
где
,
где ![]() – угол естественного откоса груза в покое.
– угол естественного откоса груза в покое.
Рис.
37. Схемы поперечного сечения потока груза на ленте: а – без бортов; б – с бортами
На наклонном
конвейере площадь поперечного сечения потока груза уменьшается за счет
скатывания материала с ленты вниз. Это учитывается коэффициентом уменьшения
сечения груза c. Его
величина зависит от угла наклона конвейера и подвижности груза.
Предварительно обозначим
![]()
где b – ширина расположения груза на ленте, м; B – ширина настила, м. Обычно К = 0,9, либо b=0,9B-0,05 м.
Соответственно
площадь сечения потока, м2,
![]()
Приняв
средние значения ![]() =15 град, с
= 0,97 и K = 0,85, можно получить формулу для
предварительных расчетов
=15 град, с
= 0,97 и K = 0,85, можно получить формулу для
предварительных расчетов
![]()
Случай
II. Плоская
лента с бортами
На ленте с бортами (рис. 37, б) общая площадь сечения груза
складывается из суммы площади треугольника и прямоугольника:
F=F1 + F2.
Обозначим ![]() ,
отсюда площадь, м2,
,
отсюда площадь, м2,
![]()
Приближенно
можно принять
![]()
Случай
III. Желобчатая
лента
На желобчатой
ленте площадь сечения потока будет складываться из площади треугольника и
площади трапеции (рис. 38)
Рис.
38. Площадь сечения
потока груза
Площадь
трапеции, м2,
![]()
Примем K=b/B и K1=b1/B.
Тогда
![]()
Суммарная
площадь поперечного сечения
![]()
Для предварительных расчетов:
– при ![]()
![]()
– при ![]()
![]()
Далее,
подставляя значение рассчитанной площади поперечного сечения потока материала в
формулы (17), (18) или (19), можно определить производительность конвейера.
При заданной производительности ширина ленты конвейера с желобчатыми опорами
![]()
где Q, т/ч; v, м/с; ![]() – насыпная плотность перемещаемого груза, т/м3;
Kп –
коэффициент типа роликоопор; так, для желобчатой трехроликовой роликоопоры с углом
наклона боковых роликов 30° Kп = 470,
550 и 640 соответственно для легкой, средней и малой степени подвижности груза;
Kβ –
коэффициент, учитывающий уменьшение сечения груза на наклонном участке
вследствие частичного ссыпания груза в сторону, противоположную движению (табл.
16).
– насыпная плотность перемещаемого груза, т/м3;
Kп –
коэффициент типа роликоопор; так, для желобчатой трехроликовой роликоопоры с углом
наклона боковых роликов 30° Kп = 470,
550 и 640 соответственно для легкой, средней и малой степени подвижности груза;
Kβ –
коэффициент, учитывающий уменьшение сечения груза на наклонном участке
вследствие частичного ссыпания груза в сторону, противоположную движению (табл.
16).
Таблица 16. Значения коэффициента Kβ для гладкой резинотканевой ленты
|
Подвижность частиц груза |
Угол наклона конвейера, град |
||||
|
1…5 |
6…10 |
11…15 |
16…21 |
21…24 |
|
|
Легкая Средняя Малая |
0,95 1,0 1,0 |
0,90 0,97 0,98 |
0,85 0,95 0,97 |
0,80 0,90 0,95 |
– 0,85 0,90 |
При транспортировании грузов, содержащих куски, полученная
по производительности ширина ленты В должна быть проверена по кусковатости
груза по условию
![]()
где ![]() – размер
наибольших кусков перемещаемого груза по заданию, мм; x–
коэффициент, зависящий от заданного типа груза, x= 2 – для рядового груза и x =
3,3 – для сортированного груза.
– размер
наибольших кусков перемещаемого груза по заданию, мм; x–
коэффициент, зависящий от заданного типа груза, x= 2 – для рядового груза и x =
3,3 – для сортированного груза.
Из двух полученных значений ширины ленты принимают
большее и округляют в большую сторону до ширины из ряда, предусмотренного ГОСТ
20–85* (400, 500, 650, 800, 1000, 1200, 1400, 1600 мм).
В случае если
![]() > В производят
перерасчет скорости
> В производят
перерасчет скорости
![]()
где v – скорость движения ленты по заданию, м/с.
Из рекомендуемого нормального
ряда скоростей 0,4; 0,5; 0,63; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0; 5,0;
6,3 м/с выбирается ближайшее к ![]() значение, принимаемое в дальнейших расчетах за скорость
движения ленты и обозначаемое v. Скорости меньше 0,4 м/с и больше 4,0 м/с применять не рекомендуется.
значение, принимаемое в дальнейших расчетах за скорость
движения ленты и обозначаемое v. Скорости меньше 0,4 м/с и больше 4,0 м/с применять не рекомендуется.
Для широких лент возможны
более высокие скорости, чем для узких; для конвейеров, работающих в закрытых
помещениях, принимают меньшие скорости, чем для конвейеров на открытой
местности; для конвейеров с наибольшим углом наклона принимают меньшие
скорости, чем для горизонтальных (во избежание просыпи
груза).
При транспортировании штучных грузов
ширину ленты определяют в зависимости от габаритных размеров груза и способа
его загрузки на ленту, на ленте с
обеих сторон должны оставаться свободные от груза поля 50–
6.3.5. Предварительное определение числа
прокладок каркаса ленты
Необходимое число прокладок тягового каркаса
![]()
где ![]() – максимальное натяжение ленты, Н;
– максимальное натяжение ленты, Н; ![]() , Н/мм, – максимально допустимая
рабочая нагрузка одной тяговой прокладки каркаса ленты;
, Н/мм, – максимально допустимая
рабочая нагрузка одной тяговой прокладки каркаса ленты; ![]() – допускаемый коэффициент запаса прочности;
– допускаемый коэффициент запаса прочности; ![]() = 8 – для горизонтальных,
= 8 – для горизонтальных, ![]() = 10 – для наклонных конвейеров;
= 10 – для наклонных конвейеров; ![]() – номинальная прочность при разрыве
одной тяговой прокладки ленты выбранного типа, Н/мм; B
– ширина ленты, мм.
– номинальная прочность при разрыве
одной тяговой прокладки ленты выбранного типа, Н/мм; B
– ширина ленты, мм.
Значительный
коэффициент запаса прочности резинотканевых лент объясняется неравномерностью
передачи растягивающего усилия всеми прокладками, ослаблением ленты в месте
стыка, различием в характере вытягивания прокладок при огибании
лентой барабанов, снижением однородности каркаса и коэффициента неравномерности
работы прокладок при увеличении их числа.
Если число прокладок, полученное расчетом,
больше их максимального числа по табл. 6 для принятого типа и ширины ленты, то
следует принять ленту с большим значением σp. Если при расчете число прокладок получается
меньше минимального количества по табл. 17, то принимается лента с минимальным
количеством прокладок или выбирается лента с прокладками меньшей прочности при
разрыве.
Таблица 17. Минимальное и максимальное число тканевых
прокладок каркаса
|
Ширина |
Тип ленты |
||||||||
|
1 |
2 |
3 |
|||||||
|
Номинальная
прочность тяговых прокладок σp,
Н/мм |
|||||||||
|
400 |
300 |
200 |
300 |
200 |
100 |
55 |
100 |
55 |
|
|
Количество
прокладок |
|||||||||
|
400,500 650 800 1000 1200 1400 |
– – – 3–6 3–6 3–6 |
– – 3–6 3–6 4–6 4–6 |
– – 3–6 3–6 4–6 4–6 |
– – 3–6 3–6 3–6 4–6 |
2–5 2–6 2–6 3–6 3–6 4–6 |
2–5 2–5 2–6 3–6 3–6 4–6 |
2–5 2–6 3–6 3–6 3–6 3–6 |
2–5 2–5 3–5 3–5 3–5 3–5 |
2–4 3–5 3–5 3–5 3–5 3–5 |
|
Примечание. Для лент типа 4 минимальное число прокладок – 1, максимальное – 2. |
|||||||||
6.3.6. Определение размерных и весовых
характеристик выбранной ленты
Толщина ленты (мм) в соответствии с рис. 35
![]()
где δв
и δн
– соответственно толщина верхней и нижней обкладок, мм (принимаются по табл. 18);
δпр – толщина одной прокладки тягового каркаса,
равная: для синтетических тканей – 2,0, 1,9, 1,4, 1,8,
Таблица 18. Толщины наружных обкладок
резинотканевых лент общего назначения
|
Перемещаемый груз |
Размеры кусков, мм |
Толщина верхней обкладки в мм при условиях
работы конвейера |
Толщина нижней обкладки, мм |
||
|
легких |
средних |
тяжелых |
|||
|
Неабразивный и
малоабразивный (группы А и В) |
0–60 |
3 |
5 |
6 |
1;2 |
|
Среднеабразивный (группа С) |
0–60 |
4 |
4,5/3 |
6/3 |
1; 2 |
|
61–300 |
4 |
4; 5/3 |
6,0/4,5 |
2 |
|
|
Сильноабразивный (группа Д) |
0–60 |
5 |
5 |
6/4; 5 |
2 |
|
61–300 |
6 |
6/6 |
8/6 |
2 |
|
|
Св. 300 |
6 |
8/8 |
8/8 |
2 |
|
|
Примечание. Значения в числителе при времени одного оборота ленты до 100 с включительно, в знаменателе – свыше 100 с. |
|||||
Масса одного
погонного метра ленты, кг/м, при её средней плотности,
приблизительно равной 103 кг/м3
![]()
где B и ![]() – в мм.
– в мм.
Составляется
условное обозначение выбранной ленты аналогично показанному
в подразд. 6.3.2 и выписываются все её параметры.
6.4. Тяговый расчет ленточного конвейера
6.4.1. Синтез
трассы конвейера
Синтез трассы конвейера заключается в расстановке по
контуру трассы всех составных элементов конвейера и выполняется в следующем
порядке.
6.4.1.1. Определение расстояния между
ветвями ленты
Для
определения расстояния а между рабочей и холостой ветвями ленты
конвейера показывается в масштабе схема установки ранее выбранных рядовых роликоопор на раме конвейера (рис. 39). В качестве продольных
балок рамы принимается, как правило, прокатный швеллер с параллельными гранями
полок по ГОСТ 8240.
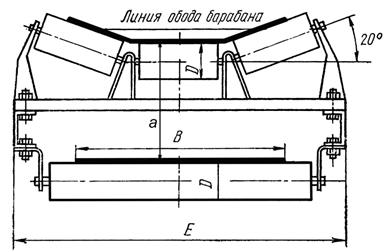
Рис. 39. Установка рядовых роликоопор на раме конвейера
Номер (высота
сечения) швеллера выбирается из условия, что на его полках разместятся головка
болта и гайка крепления кронштейнов роликоопор.
Размеры резьбы болтов принимаются для выбранных роликоопор
по таблице 2, размеры головок болтов, шайб и гаек крепления роликоопор
определяются по нормативно-справочной литературе.
6.4.1.2. Расстановка поддерживающих и
направляющих устройств
Поэтапно, с
добавлением на каждом этапе новых составных частей, на миллиметровой бумаге в
масштабе изображается трасса конвейера (рис. 40), для этого:
1) показывается положение концевых барабанов, причем образующие обечаек концевых
барабанов находятся на одном уровне друг с другом и с верхней (груженой) ветвью
конвейера (рис. 40, а).
Рис. 40. Схема синтеза трассы конвейера для
тягового расчета
2) показывается, начиная от
натяжного (заднего) барабана к приводному, положение
холостой ветви, идущей параллельно верхней груженой ветви (рис. 40, б).
В случае равенства диаметров барабанов лента закольцовывается вокруг них. При
неравенстве диаметров концевых барабанов на холостой ветви на расстоянии
0,8–1,0 м от центра приводного барабана устанавливается отклоняющий барабан,
параметры которого определяются по подразд. 5.8. При
небольших углах обхвата (до 45°) вместо отклоняющего барабана достаточно
установить нижнюю рядовую роликоопору.
В случае сложной трассы выпуклостью вверх отклоняющий барабан устанавливается на
холостой ветви не у приводного барабана, а в месте перегиба холостой ветви так,
чтобы расстояние между ветвями ленты по всей длине трассы было одинаковым. В случае сложной трассы выпуклостью вниз холостая ветвь на
криволинейном участке опирается на рядовые роликоопоры,
расположенные по радиусу, определяемому по рекомендациям [4];
3) расставляются рядовые и, в случае необходимости, специальные роликоопоры на рабочей и холостой ветвях ленты (рис. 40, в).
На рисунке показываются только центральные (нижние) ролики роликоопор.
Первыми
устанавливаются переходные роликоопоры на рабочей ветви
на расстоянии не менее
Устанавливается
батарея выбранных рядовых роликоопор под направляющим
лотком загрузочного устройства, при этом переходная роликоопора
(на рис. 40, в не выделена) является
первой опорой батареи и длина лотка откладывается от
её оси к приводному барабану. Направляющий лоток показывается на схеме.
Расставляются
рядовые роликоопоры на рабочей ветви с шагом lр.
Расставляются
рядовые роликоопоры на холостой ветви с шагом lр’, начиная от отклоняющего барабана (роликоопоры) у приводного барабана (если его нет – от оси
приводного барабана).
Расставляются,
в случае необходимости, центрирующие роликоопоры по
рекомендациям подразд. 5.6 настоящего пособия.
Устанавливаются,
в случае необходимости, очистительные устройства для ленты и концевых барабанов, по рекомендациям подразд.
5.13;
6.4.2. Тяговый
расчет конвейера методом обхода трассы по контуру
Цель данного этапа – определить уточненно методом обхода трассы по контуру тяговое усилие
на барабане и мощность привода конвейера, после чего проверить прочность
предварительно выбранной ленты и, в случае выполнения условия её прочности,
провести расчет привода, натяжного устройства и проверочные расчеты отдельных
элементов и узлов.
Сущность
метода обхода трассы по контуру состоит в том, что натяжение в каждой
последующей по ходу её движения точке контура равно сумме натяжения в
предыдущей точке и силы сопротивления на участке между этими точками, т.е.
![]()
или, например,
![]()
В
результате тягового расчета строят диаграмму натяжений тягового органа.
6.4.2.1. Сопротивления движению тягового
органа (ленты)
Сопротивление,
Н, на прямолинейном груженом участке рабочей (верхней) ветви конвейера
![]()
где w – коэффициент сопротивления перемещению груза (см. табл. 19); g – ускорение свободного падения, м/с2; qг=Q/3,6v – погонная масса
груза на ленте, кг/м (Q и n – заданная
производительность, т/ч, и скорость ленты, м/с, соответственно); qл – погонная масса
выбранной ленты, кг/м (см. подразд. 4.6); ![]() – длина горизонтальной проекции
груженого участка, м; Lг – длина груженого участка, м (β – угол наклона груженого
участка);
– длина горизонтальной проекции
груженого участка, м; Lг – длина груженого участка, м (β – угол наклона груженого
участка); ![]() – погонная масса вращающихся
частей роликоопор груженой ветви конвейера, кг/м; для
наклонного участка
– погонная масса вращающихся
частей роликоопор груженой ветви конвейера, кг/м; для
наклонного участка ![]() кг/м (mp – масса вращающихся
частей роликоопоры по табл. 1, кг; np – количество рядовых роликоопор
на груженом участке); H=Lгsinβ – высота подъема груза,
м. Знак плюс принимается при перемещении груза вверх, знак минус – при перемещении
вниз.
кг/м (mp – масса вращающихся
частей роликоопоры по табл. 1, кг; np – количество рядовых роликоопор
на груженом участке); H=Lгsinβ – высота подъема груза,
м. Знак плюс принимается при перемещении груза вверх, знак минус – при перемещении
вниз.
Таблица 19. Значения коэффициента сопротивления w
|
Условия работы конвейера |
Роликоопоры |
|
|
Прямые |
Желобчатые |
|
|
Легкие |
0,018 |
0,02 |
|
Средние |
0,022 |
0,025 |
|
Тяжелые |
0,03 |
0,03 |
Сопротивление,
Н, на прямолинейном порожнем участке рабочей (верхней) ветви конвейера
![]()
где ![]() – длина
горизонтальной проекции порожнего участка рабочей ветви конвейера, м;
– длина
горизонтальной проекции порожнего участка рабочей ветви конвейера, м; ![]() – длина
порожнего участка рабочей ветви, м;
– длина
порожнего участка рабочей ветви, м; ![]() – высота
вертикальной проекции порожнего участка рабочей ветви, м.
– высота
вертикальной проекции порожнего участка рабочей ветви, м.
Сопротивление, Н, на прямолинейном участке холостой
ветви конвейера
![]()
где ![]() – погонная
масса вращающихся частей роликоопор холостой ветви
конвейера, кг/м; для наклонного участка погонная масса
– погонная
масса вращающихся частей роликоопор холостой ветви
конвейера, кг/м; для наклонного участка погонная масса
![]() кг/м (
кг/м (![]() – масса вращающихся частей роликоопоры по табл. 2, кг;
– масса вращающихся частей роликоопоры по табл. 2, кг; ![]() – количество
роликоопор на холостом участке);
– количество
роликоопор на холостом участке); ![]() – длина холостого участка, м;
– длина холостого участка, м; ![]() – длина
горизонтальной проекции холостого участка, м;
– длина
горизонтальной проекции холостого участка, м; ![]() – высота
вертикальной проекции холостого участка, м.
– высота
вертикальной проекции холостого участка, м.
Сопротивление,
Н, на криволинейном участке при огибании лентой роликовой
батареи:
а) при выпуклой ленте
![]()
где ![]() – натяжение
ленты в начале участка, Н; k – коэффициент, учитывающий увеличение
натяжения ленты от сопротивления батареи роликоопор,
– натяжение
ленты в начале участка, Н; k – коэффициент, учитывающий увеличение
натяжения ленты от сопротивления батареи роликоопор,
![]()
здесь
е = 2,72 – основание натуральных логарифмов;
w – см. табл. 19; α – центральный угол криволинейного участка, рад, ориентировочно равен
углу β наклона
наклонного участка;
б) при вогнутой ленте сопротивление на участке равно нулю.
Сопротивление,
Н, на поворотном пункте (барабане)
![]()
где ![]() – натяжение
тягового органа в точке набегания на барабан, Н; kп – коэффициент увеличения натяжения тягового органа от сопротивления на
поворотном пункте (барабане).
– натяжение
тягового органа в точке набегания на барабан, Н; kп – коэффициент увеличения натяжения тягового органа от сопротивления на
поворотном пункте (барабане).
При
угле обхвата лентой барабана: до 90° – kп = 1,02 … 1,03; 90° – kп = 1,03 …1,04; 180° и более – kп = 1,05 …1,06.
Сопротивление
в месте загрузки, Н,
![]()
где Wзу – сопротивление, Н, при сообщении
поступающему по воронке грузу ускорения ленты
![]()
где Q – заданная производительность, т/ч; n – скорость движения ленты, м/с; Wзб – сопротивление, Н, от трения груза о
неподвижные борта направляющего лотка
![]()
где f1 – коэффициент внешнего
трения по табл.12; hб=0,3h – высота груза в лотке высотой h по табл. 7, м; ρ – насыпная плотность груза, кг/м3; lл – длина лотка по
табл. 7, м; nб = 0,6 – коэффициент бокового давления; Wзп≈50lл – сопротивление, Н, от трения уплотнительных полос направляющего лотка о
ленту конвейера.
Сопротивление,
Н, очистительных устройств конвейера
![]()
где wоч – коэффициент сопротивления очистительного
устройства, Н/м: для скребков и плужков wоч =
300…500 Н/м, для вращающихся щеток wоч = 150…250 Н/м; B – ширина ленты, м.
6.4.2.2. Последовательность тягового расчета
на примере рис. 40
Определение
натяжений в характерных точках контура трассы конвейера начинаем с точки 1,
усилие в которой S1=Sсб пока не известно. Условия работы в данном
случае считаем средними, очистительные устройства отсутствуют.
Обходя
последовательно контур от точки к точке по ходу движения ленты, выражаем натяжения
ленты в этих точках через неизвестное S1.
На участке 1–2
сопротивлений движению нет, т. е. W1-2 = 0 и S2=S1.
Сопротивление
(Н) на отклоняющем барабане по формуле (26)
![]()
а натяжение в
точке 3, Н,
![]()
Таким образом,
натяжение в точке 3 при огибании барабана с углом
обхвата до 90° можно записать как
![]()
Сопротивление на
прямолинейном участке 3–4 холостой ветви в общем виде определяем по уравнению (24).
Поскольку в данном случае H×=0, то сопротивление, Н,
на участке 3–4 определяем по
формуле
![]()
а натяжение, Н, в
точке 4
![]()
Натяжение в точке
5 без учета сопротивлений в месте загрузки, Н, при угле обхвата барабана 180°:
![]()
![]()
Поскольку участок
загрузки по протяженности мал по сравнению с длиной конвейера, принимаем его по
длине сведённым в точку 5’, совпадающую с точкой 5, так
как участок загрузки расположен вблизи от натяжного барабана.
Сопротивление, Н,
в месте загрузки (точка 5’) определяем по уравнению (27).
Окончательно
натяжение в точке 5 с учетом сопротивлений в месте загрузки, Н,
![]()
Сопротивление,
Н, на прямолинейном груженом участке рабочей (верхней) ветви конвейера в общем
виде определяется по уравнению (22).
Поскольку в
данном случае H=0, то сопротивление, Н, на прямолинейном
груженом участке 5–6
![]()
а
натяжение в точке 6![]()
![]()
Рассматривая структуру
последнего уравнения, можно заметить, что натяжение в ленте в точке набегания на приводной барабан приводится к виду
![]()
или
![]()
где A и Б – числовые коэффициенты, причем A коэффициент безразмерный, а Б
имеет размерность сопротивления, Н.
С
другой стороны, усилия ![]() и
и ![]() связаны между собой условием отсутствия
проскальзывания ленты по приводному барабану:
связаны между собой условием отсутствия
проскальзывания ленты по приводному барабану:
![]()
где ![]() – тяговый
фактор (табл. 15); е = 2,72 –
основание натуральных логарифмов; f – коэффициент трения между лентой и поверхностью приводного барабана,
назначается исходя из заданных для проектирования и дополнительно назначенных
данных, а также условий работы (см. табл. 15); α – угол обхвата барабана лентой в радианах.
Для данного примера условие отсутствия проскальзывания ленты на барабане имеет
вид
– тяговый
фактор (табл. 15); е = 2,72 –
основание натуральных логарифмов; f – коэффициент трения между лентой и поверхностью приводного барабана,
назначается исходя из заданных для проектирования и дополнительно назначенных
данных, а также условий работы (см. табл. 15); α – угол обхвата барабана лентой в радианах.
Для данного примера условие отсутствия проскальзывания ленты на барабане имеет
вид
![]()
Таким
образом, получаем систему двух уравнений с двумя неизвестными
![]()
решая
которую, определяем величину S1 и все остальные натяжения в характерных точках трассы.
Максимальное натяжение на рабочей ветви
конвейера (в данном случае это S6) проверяется по условию отсутствия провисания ленты с грузом между
рядовыми роликоопорами для избежания
ударных нагрузок в момент набегания на ролик кусковых
грузов и их ссыпания:
![]()
где ![]() – наименьшее допустимое натяжение, Н, ленты. Если условие (30)
не выполняется, то уменьшают шаг расстановки роликоопор
на рабочей ветви lp или принимают натяжение S1 в точке 1 равным
– наименьшее допустимое натяжение, Н, ленты. Если условие (30)
не выполняется, то уменьшают шаг расстановки роликоопор
на рабочей ветви lp или принимают натяжение S1 в точке 1 равным ![]() и выполняют заново тяговый расчет, добиваясь
выполнения условия (30) – отсутствия недопустимого провисания ленты с грузом.
и выполняют заново тяговый расчет, добиваясь
выполнения условия (30) – отсутствия недопустимого провисания ленты с грузом.
Тяговое
усилие, Н, на приводном барабане с учетом сопротивлений
![]()
где W1-6=(kп-1)S6=0,05S6 – сопротивление на
приводном барабане при угле обхвата 180°.
Для других углов обхвата значение kп приведено в пояснении к формуле (26).
6.4.2.3. Проверка на прочность
предварительно выбранной ленты
Необходимое число прокладок тягового каркаса
![]()
где Smax, Н – максимальное расчетное натяжение ленты
(рабочая нагрузка по основе); σл = σp/[n], Н/мм – максимально допустимая рабочая нагрузка одной тяговой
прокладки каркаса ленты (здесь σp, Н/мм – номинальная прочность при разрыве
тяговой прокладки каркаса ленты выбранного типа; [n] – коэффициент
запаса прочности, [n] = 8 – для горизонтальных, [n] = 10 – для наклонных конвейеров); B, мм – ширина ленты.
Если число прокладок оказалось больше ранее
полученного по уравнению (5) числа, то следует:
а) принять, если это возможно, ленту с более
высокой прочностью σp при сохранении назначенного ранее типа
ленты;
б) увеличить (в пределах, допускаемых табл. 17)
число прокладок и выполнить заново расчет конвейера, начиная с п. 5.6.
Если при расчете число прокладок получается
меньше их ранее полученного по уравнению (5) количества, то принимается лента с
ранее полученным количеством прокладок, а принятый ранее диаметр приводного барабана
проверяется по среднему давлению ленты на барабан (Па) по условию (12.1). В случае
его невыполнения необходимо принять барабан большего диаметра.
6.4.2.4. Выбор элементов привода конвейера
Приводное
устройство, вариант сборки которого с цилиндрическим редуктором типа Ц2 показан на рис. 3,б, а с коническо-цилиндрическим
редуктором на рис. 41, предназначено для сообщения ленте движения и необходимого
тягового усилия. Оно состоит из опорной рамы, на которой смонтирован приводной
барабан, редуктор, электродвигатель. Барабан с редуктором и редуктор с
электродвигателем соединяются муфтами. Тормоз устанавливается только в обоснованных
случаях.
Необходимая мощность двигателя, кВт,
![]()
где ηмех=0,85 – КПД механизма привода; n – скорость ленты, м/с.
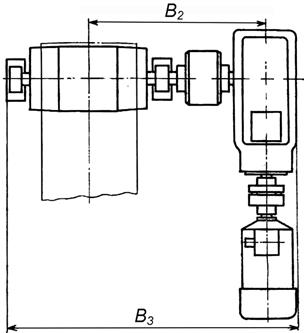
Рис. 41. Вариант привода с коническо-цилиндрическим редуктором
По
рассчитанной по формуле (32) необходимой мощности выбирают двигатель равной или
большей мощности.
Для
привода принимают двигатели общего назначения трехфазные асинхронные
короткозамкнутые серии 4А, а при мощностях более 75 кВт с фазным ротором.
Отметим, что электродвигатели ленточных конвейеров работают с относительной
продолжительностью включения ПВ 100%. Для выбранного электродвигателя необходимо
выписать его типоразмер, номинальную мощность, частоту вращения, габарит (полугабарит) по ширине, диаметр вала. Характеристики
двигателей серии 4А (4АО для пылящих материалов) приведены, например, в атласах
[2, 5, 7].
Частота
вращения приводного барабана, об/мин,
![]()
где n – скорость ленты, м/с; Dб – диаметр приводного барабана, м.
Требуемое
передаточное число привода
![]()
где nдв – частота вращения вала двигателя, об/мин.
Расчетный крутящий момент на валу приводного
барабана, Н∙м,
![]()
где kз= 1,1 – 1,2 –
коэффициент запаса.
Выбирается
(например, по [2]) редуктор типа Ц2 или КЦ по условиям:
ip ≥ iп,
np ≥ nдв,
Np ≥ Nдв (Mp ≥ Mкр),
где ip – табличное значение передаточного числа
редуктора; np – допустимая для редуктора частота вращения
быстроходного вала, об/мин; Np – допустимая для редуктора мощность, кВт; Mp – номинальное значение крутящего момента на
тихоходном валу редуктора, Н∙м;
Nдв – номинальная мощность электродвигателя, кВт.
Для выбранного редуктора выписывается из [2,
5] его типоразмер, указанные выше табличные характеристики и значения диаметров
входного и выходного валов.
Выбирается из [2, 5, 7] муфта типа МУВП,
соединяющая вал двигателя с валом редуктора, по условию
![]()
где Mрасч=k1Mном – расчетный момент на валу, Н∙м
(k1=1,1 – коэффициент, учитывающий степень ответственности механизма; Mном=9550Nдв/nдв – номинальный момент двигателя, Н∙м;
Nдв и nдв – соответственно
номинальная мощность (кВт) и частота вращения вала двигателя (об/мин); Mтабл – табличное значение передаваемого муфтой момента,
Н∙м.
Для
выбранной муфты выписывается из [2, 5, 7] типоразмер, значение передаваемого
момента и допустимые диаметры расточек в полумуфтах для посадок на валы. В
случае, если допустимые диаметры расточек меньше
диаметров соединяемых валов, выбирается муфта следующего типоразмера.
Выбирается
[2, 5, 7] муфта (например, зубчатая, типа МЗ), соединяющая вал барабана с валом
редуктора, по условию
![]()
где Mрасч=k1Mномipηp – расчетный момент на
валу, Н∙м
(k1=1,1 – коэффициент, учитывающий
степень ответственности механизма; Mном=9550Nдв/nдв – номинальный момент двигателя, Н∙м;
Nдв и nдв – соответственно
номинальная мощность, кВт, и частота вращения вала двигателя, об/мин; ip – передаточное число выбранного редуктора; ηp≅0,92-0,95 – КПД редуктора); Mтабл – табличное значение передаваемого муфтой момента,
Н∙м.
Для
выбранной муфты выписывается из [2, 5, 7] типоразмер, значение передаваемого
момента и допустимые диаметры расточек в полумуфтах для посадок на валы. В
случае, если допустимые диаметры расточек меньше
диаметров соединяемых валов, выбирается муфта следующего типоразмера.
Для
наклонных конвейеров или конвейеров, имеющих наклонный участок, проверяется
необходимость установки тормоза для предотвращения самопроизвольного обратного
хода ленты с грузом при случайном выключении двигателя. Для этого вычисляется
необходимый тормозной момент Mm на быстроходном валу привода, Н∙м
![]()
где qг – погонная масса груза на ленте, кг/м; H – высота подъема груза, м; β – угол наклона конвейера; F0 – тяговая сила конвейера, Н; Dб – диаметр приводного барабана, м; ηмех=0,85 – КПД
механизма привода; ip – передаточное число выбранного редуктора; g – ускорение свободного падения, м/с2. Если Mm ≤0, то тормоз не
требуется.
Тормоза
типа ТКТ, ТТ или ТКГ выбираются из [2, 5, 7].
В
случае необходимости установки тормоза следует заменить ранее выбранную муфту,
соединяющую двигатель с редуктором, на муфту с тормозным шкивом на полумуфте со
стороны редуктора, согласовав диаметр её шкива и типоразмер тормоза.
Для
выбранного тормоза приводится его типоразмер и величина тормозного момента.
Схема
привода конвейера приводится в пояснительной записке.
6.4.2.5. Построение тяговой диаграммы
конвейера
Построением тяговой
диаграммы завершается уточненный тяговый расчет конвейера.
Тяговая диаграмма
(рис. 42) – это график, показывающий изменение натяжения в ленте по трассе
конвейера, и характер (закон) изменения натяжения по длине ленты. Тяговая
диаграмма строится в масштабе, причем по оси абсцисс (горизонтальная ось)
откладываются длины участков, м, а по оси ординат
(вертикальная ось) – величины натяжений в ленте, Н.
Рис. 42. Тяговая диаграмма конвейера
В данном случае для
трассы по оси абсцисс отложена длина только двух прямолинейных участков –
порожнего L1-4 и груженого L5-6. Длиной остальных участков – L1-2, L2-3, L4-5, L5-5’, L6-6’ – пренебрегаем ввиду их малости по сравнению с длинами прямолинейных
участков и на оси абсцисс не откладываем.
По
оси ординат построение начинается с нанесения величины натяжения в точке 1 S1. Натяжение в
точке 3 также откладывается непосредственно на оси ординат, так как участок L1-3, как было
сказано выше, длины не имеет.
Таким
образом, натяжение в ленте скачкообразно увеличилось до величины S3. Натяжение в
конце прямолинейного порожнего участка L1-4 (точка 4) увеличилось до величины S3, закон изменения
натяжения на этом участке линейный, что видно из уравнения (10), где переменная
– длина участка – находится в первой степени. Далее следует: S5 – натяжение в
месте схода ленты с натяжного барабана (длиной криволинейного участка 4–5
пренебрегаем, и натяжение растет скачкообразно); S5’ – натяжение в месте загрузки (длиной
участка загрузки и расстоянием от участка загрузки до натяжного барабана
пренебрегаем, что также вызвало скачкообразный рост натяжения); S6 – натяжение в
конце груженого прямолинейного участка в точке набегания
на приводной барабан, причем угол наклона прямой, показывающей закон изменения
натяжения на участке L5-6, больше, чем на порожнем участке L1-4. Это объясняется тем, что на верхней ветви
действует нагрузка от веса транспортируемого груза; S6’ – натяжение в ленте с учетом сопротивлений
на приводном барабане.
Тяговая сила F0 показана на диаграмме как разность
натяжений в набегающей и сбегающей ветвях с учетом сопротивлений на приводном барабане.
7. Монтаж ленточных конвейеров
Машины непрерывного транспорта монтируют на постоянном рабочем месте. Трудоемкость монтажных работ конвейеров требует повышенной точности координирования их положения в пространстве по отношению к другим машинам, технологическому оборудованию и элементам строительных конструкций. При большой длине недопустимы даже малые угловые ошибки, которые приводят к отклонениям линейных размеров, поэтому монтаж оборудования выполняют квалифицированные рабочие непосредственно на рабочем месте.
Монтажу ленточного конвейера предшествует разработка
проектно-сметной документации и монтажных работ с учетом расположения складов,
подъездных путей, энергетического хозяйства.
Конвейерные установки с мощностью привода более 500 кВт монтируют специализированные монтажно-строительные организации, при меньшей мощности – монтажные бригады самого предприятия.
На выверенную по шаблону, отвесам и уровню и закрепленную металлоконструкцию (рис. 43) устанавливают роликоопоры, начиная с нижней (холостой) ветви, пока доступ к ней не закрыт роликоопорами верхней ветви. Затем устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу – редуктор и электродвигатель.
Привод
конвейера обкатывают до установки ленты, замеченные неисправности устраняют.
Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной
длине конвейера.
Наибольшая ответственность монтажа необходима при установке приводной станции и роликового става в плане.
При установке
приводных барабанов не допускается отклонение от перпендикулярности осей
барабана и конвейера более чем на
Рис. 43. Схема
подготовки металлоконструкции к монтажу:
а – подготовка к монтажу; б – секция конвейера;
1 – ориентир; 2 – отвес; 3 – уровень; 4 – металлоконструкция; 5 – шаблон; 6 – отверстия
Отклонение
середины роликоопоры от продольной оси конвейера не
должно превышать
После
холостого испытания приводов, натяжных устройств и другого оборудования
приступают к монтажу конвейерной ленты. Необходимая длина ленты (м)
определяется по формуле
![]()
где Ri – радиус огибания лентой барабанов, м;
αi – угол изгиба ленты, град;
Li – длина прямолинейных участков, м;
Lт – длина огибания барабанов разгрузочной тележки (если она имеется), м;
lc – длина стыка, м.
Для укладки ленты на обеих ветвях конвейера рулон ленты устанавливают со стороны концевой станции. Конец ленты прикрепляют к стальному канату, длина которого не меньше удвоенной длины конвейера (рис.44).
Канат укладывают на роликоопоры холостой ветви, перекидывают через головной барабан и протягивают по роликоопорам грузовой ветви к лебедке.
При наматывании каната на барабан лебедки лента сматывается с рулона и укладывается на грузовой, а затем, обогнув концевой барабан, на холостой ветви конвейера.
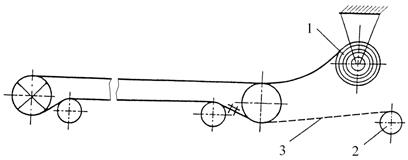
Рис. 44. Схема навески ленты с помощью привода и лебедки:
1 – рулон ленты; 2 – барабан лебедки; 3 – канат
После монтажа всех узлов и электрооборудования производится тщательный осмотр и обкатка конвейера.
Перед опробованием конвейера вхолостую в течение 3–4 часов необходима установка защитных кожухов, бортов, течек, воронок, очистных устройств. Лента должна быть натянута расчетным усилием. При этом проверяется работа механизмов, нагрев подшипников, вращение роликов, отсутствие течи масла из редуктора, контроль правильности движения ленты (рис. 45). При сходе ленты с приводного барабана или с роликоопор конвейер останавливают.
При опробовании под нагрузкой в течение 12 часов выполняются аналогичные проверки и регулировки, как при опробовании вхолостую.
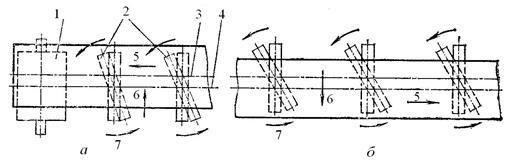
Рис. 45. Регулировка верхних
роликоопор ленточного конвейера при сходе ленты:
а – с приводного барабана; б – в средней части;
1 – приводной барабан; 2 – роликоопоры; 3, 4 – оси ленты и конвейера;
5, 6, 7 – направления движения ленты, ее
схода и разворота роликоопор
Для попадания груза на середину ленты необходимо соблюдать правильность загрузки и разгрузки конвейера и положения загрузочных устройств. Просыпание груза в местах разгрузки устраняют регулированием приемных устройств. При опробовании наклонных конвейеров под нагрузкой (при полностью загруженной ленте) проверяют работу тормозов и остановов, препятствующих движению загруженного конвейера в обратном направлении при выключении двигателя. Натяжение ленты регулируется в соответствии с ее загрузкой.
8. Техническое обслуживание механизмов и деталей конвейеров
Техническое обслуживание конвейеров включает:
осмотр всех элементов конвейера; проверку правильности их работы; регулировку
механизмов; ремонт механизмов и деталей.
Техническое обслуживание конвейеров
производят визуально при холостом ходе и остановках, во время передачи смены
машинистами и дежурными слесарями, при осмотре проверяют: наличие повреждений
ленты; прочность стыка; состояние обкладки бортов; качество очистки ленты;
прилегание ленты к роликам; правильность хода ленты, загрузки и разгрузки; отсутствие
заштыбовки, чрезмерного провисания между роликоопорами.
Посадочные места под подшипники качения на оси роликов, рабочие поверхности барабанов и роликов подвергаются механическому и абразивно-механическому износу, в результате чего происходит изменение их начальных размеров, искажение геометрических форм, появление рисок и задиров. Причиной дефектов является трение поверхностей деталей при значительных давлениях в присутствии абразивной пыли. Сопрягаемые поверхности роликоопор воспринимают динамические и знакопеременные нагрузки, в них возникают различного рода напряжения, в ряде случаев они подвергаются интенсивному старению и износу.
При осмотре конвейера проверяют наличие повреждений ленты, качество ее очистки, прилегание к роликам, правильность хода, разгрузки и загрузки, отсутствие заштыбовки, чрезмерного провисания между роликоопорами и опасности пробуксовки.
Плохая очистка ленты ускоряет ее износ, поэтому очистные устройства должны быть тщательно отрегулированы. Мелкий ремонт ленты выполняют на месте, а при крупных повреждениях на большой длине ленту или ее отдельные участки заменяют.
Сход ленты в
сторону должен быть устранен, так как он ведет к повреждению кромок ленты и
просыпанию груза на холостую ветвь с переносом на натяжную станцию и заштыбовкой ленты. Эксплуатация при ослабленном натяжении
ленты приводит к энергетическим потерям, снижает срок службы ленты и является
причиной пробуксовки на приводном барабане, которая ведет к интенсивному износу
ленты и футеровки барабана. При работе
зимой необходимо следить за тем, чтобы не было обледенения барабанов и ленты.
Техническое
обслуживание роликоопор ленточных конвейеров
предусматривает их периодический осмотр, регулировку и замену.
При осмотре приводных станций необходимо следить за износом футеровки приводных барабанов, наличием масла в редукторе, состоянием муфт, тормозов и остановов
ТО барабанов ленточных конвейеров предусматривает их осмотр, регулировку и смазку. При осмотре проверяют состояние подшипников по внешним признакам (шум, нагрев) и футеровки (износ, обрыв). Поврежденную футеровку ремонтируют или заменяют на месте без демонтажа барабана. Для устранения нагрева проверяют и регулируют положение барабана, проверяют состояние подшипников. Неисправности подшипниковых узлов происходят из-за отсутствия, избытка или загрязнения смазки, перекоса самого подшипника.
Натяжные устройства при техническом обслуживании осматривают и устраняют неисправности.
При ТО металлоконструкций проводится тщательный осмотр характерных зон возможных повреждений, все расчетные сварные швы, заклепочные и болтовые соединения и другие места вероятного появления трещин: резкие изменения сечений элементов; места примыкания ребер, накладок, косынок; концы сварных швов и места с изменением их толщины и формы.
При обнаружении трещин в ответственных местах металлоконструкций машину не допускают к работе; если дефекты не представляют опасность для нормальной работы машин и обслуживающего персонала, их исправление можно приурочить к очередному ремонту.
9. Ленточные конвейеры специальных типов с прорезиненной лентой
Передвижные и переносные конвейеры. Передвижной ленточный конвейер состоит из
тех же элементов, что и стационарный, но дополнительно имеет колесный ход и
механизм изменения угла наклона. Переносные конвейеры имеют малую длину (до
Основным недостатком является ручная загрузка, поэтому обычно передвижные и переносные ленточные конвейеры работают в комплексе с погрузочными машинами. Передвижные и переносные конвейеры применяют на складах, железнодорожном и водном транспорте и строительстве. На конвейерах используют резинотканевую ленту с гладкой и рифленой поверхностью, с бортами и перегородками.
Конвейеры магистральные предназначены для
транспортирования горной массы по прямолинейным в плане горным выработкам с
углами наклона от минус 10 градусов до плюс 22 градусов в плане, в том
числе опасным по газу и пыли. Для увеличения длины конвейеров, уменьшения
разрывной прочности применяемой ленты, конвейеры могут комплектоваться промежуточными
приводами.
Ленточные конвейеры для поточного
производства (рис. 46) применяются
для пооперационного перемещения изделий в поточном производстве швейной
продукции, приборов, часов и других изделий. Их отличительные особенности –
объединение станины со столиками рабочих мест; полное ограждение всех движущихся
частей; малая скорость движения (0,2–0,5 м/с). Конвейер имеет резинотканевую
ленту шириной 400–800 мм, прямые роликоопоры или
сплошной настил.
Привод – однобарабанный, приводной механизм
размещается под барабаном, натяжное устройство – винтовое.
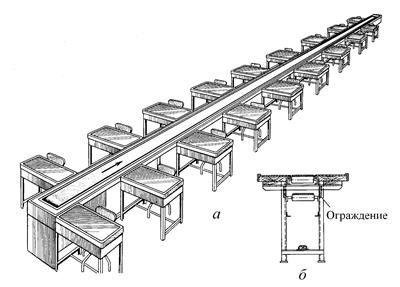
Рис.
46. Ленточный конвейер для
пооперационного перемещения изделий
между рабочими местами: а – общий вид; б – поперечное сечение
Телескопические ленточные конвейеры – это конвейеры с переменной длиной транспортирования
при одной и той же длине общего замкнутого контура ленты. Длина конвейера (рис.
47) изменяется путем перемещения комплекта отклоняющих и натяжных барабанов.
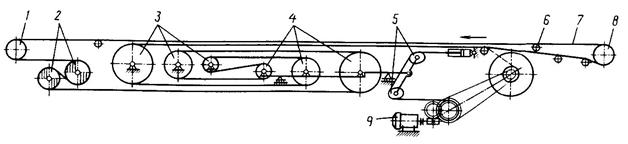
Рис. 47. Схема телескопического ленточного конвейера:
1 – передний барабан; 2 – привод; 3 – неподвижные барабаны; 4 – подвижные барабаны;
5 – натяжное устройство; 6 – роликоопоры; 7 – лента; 8 – задний концевой барабан;
9 – привод телескопического устройства
Ленточные конвейеры для крупнокусковых
грузов имеют высокую
производительность (до 3500 т/ч) и большую протяженность трассы. Перемещают
грузы с кусками размером 600–800 мм, массой до
Имеют специальное загрузочное устройство,
способное принимать нагрузки от падения тяжелых грузов; комплект роликоопор, закрепленных на упругой станине. Привод и
натяжное устройство – общего типа.
Загрузка производится пластинчатым или кареточным
питателем, на направляющей стенке загрузочного устройства установлена решетка
для просева мелочи.
Ленточные конвейеры с бесконтактной опорой
ленты на воздушной подушке (под
действием давления воздуха), на магнитной подушке (под действием магнитного поля).
Бесконтактная опора ленты (рис. 48)
обеспечивает экономию металла и расхода энергии, значительно снижает сопротивления
движению ленты, упрощает ремонт и обслуживание, позволяет увеличить скорость перемещения,
производительность и длину транспортирования.
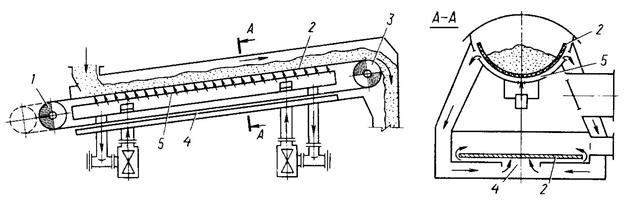
Рис. 48. Схема конвейера с лентой на воздушной опоре:
1 – натяжной барабан, 2 – лента, 3 –
приводной барабан, 4, 5 – воздушные камеры
Преимущества воздушной опоры ленты: применение стандартной ленты; возможность перемещения грузов широкого ассортимента (кроме пылящих).
Недостатки воздушной опоры ленты:
необходимость установки дополнительного оборудования; падение давления воздуха
вдоль трассы (особенно при большой длине конвейера); дополнительный расход
энергии на подачу воздуха; возможность нарушения поддержки ленты при местной
перегрузке.
На ленточных конвейерах с магнитной опорой
ленты вместо роликоопор установлены постоянные
пластинчатые электромагниты; лента имеет свойство постоянного магнита благодаря
введению в обкладочную резину магнитного порошка и сохраняет свои свойства до
10 лет.
Преимущества магнитной опоры ленты:
возможность применения серийно изготовленных электромагнитов; постоянное
действие силы магнитов вдоль всей трассы конвейера; отсутствие проводки;
простота устройства опор; бесшумность и экономичность конструкции и
обслуживания. Недостатки магнитной опоры ленты: использование специального
устройства для магнитной опоры ленты;
ограничение ассортимента транспортируемых грузов.
Ленточные конвейеры повышенной производительности. Повышение производительности конвейера наиболее эффективно достигается путем увеличения емкости ленты. Наибольшего увеличения производительности можно достичь использованием ленты с гофрированными бортами. Рабочая ветвь ленты с бортами опирается на прямые или желобчатые роликоопоры, обратная ветвь – на укороченные прямые или дисковые. Лента и борта очищаются вращающимися щетками.
Ленточные конвейеры безроликовые предназначены для транспортирования
пылевидных продуктов и асбестовых концентратов с плотностью 0,2–1 т/м3
в горизонтальном и наклонном (до 12°) направлениях. Особенностью конвейера
является то, что лента по направляющим движется внутри корпуса, состоящего из
секций герметически соединенных между собой. Преимущества: герметичность
конструкции, позволяющая транспортировать легкопылящие
материалы; удобство эксплуатации и обслуживания благодаря простой конструкции.
Ленточные конвейеры с увеличенным углом наклона. Увеличить угол наклона возможно: увеличением коэффициента трения груза о поверхность движущейся ленты; повышением давления между грузом и лентой; устройством на ленте поперечных перегородок; созданием магнитного притяжения.
Существуют крутонаклонные двухленточные
конвейеры (с грузонесущей и прижимной лентами) и трубчатые конвейеры (лента при
помощи направляющих роликов свернута в трубу). Для увеличения коэффициента трения груза
поверхность ленты выполняют с насечками.
Наибольшее распространение имеют рифленые
ленты с шевронным расположением рифлей высотой 5–10 мм. Для мелкокусковых
грузов применяют ленты с рифлями лопастеобразного
очертания высотой 20–35 мм. Основное преимущество рифленой ленты – возможность
использования на том же оборудовании, что и ленты с гладкой поверхностью.
Очистка рифленой ленты производится вращающейся щеткой или гидросмывом.
Стыковка концов ленты производится в обычных
вулканизационных прессах. Для крутонаклонного и
вертикального транспортирования насыпных грузов применяют ленту с
гофрированными бортами и перегородками, которые образуют замкнутую емкость.
Z-образные
конвейеры (рис. 49) обеспечивают
перемещение насыпных грузов в вертикальном и крутонаклонном
направлениях.
Схемы трасс конвейеров (рис. 50): ST-образный – прямой с постоянным или измененяемым углом наклона; L-образный – наклонный
с горизонтальным загрузочным участком; Z-образный – наклонный с горизонтальными загрузочными и разгрузочными
участками; L-образный – наклонный с горизонтальным
разгрузочным участком.
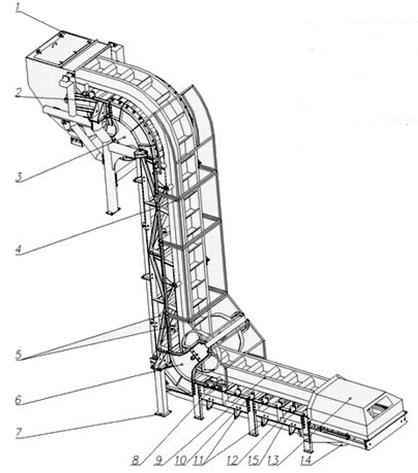
Рис. 49. Конструктивная схема Z-образного конвейера:
1 – бункер; 2 – приводная станция; 3 –
оголовок; 4 – сеточное ограждение;
5 – успокаивающие ролики; 6 – прижимающая
станция; 7 – опора;
8 – дефлекторный ролик;
9 – лента с ребрами и гофробортом; 10 – ролик;
11 – поддерживающие ролики; 12 –
амортизирующий ролик;
13 – кожух натяжной станции; 14 – натяжная
станция; 15 – рама

Рис. 50. Схемы трасс Z-образных конвейеров
Трубчатые конвейеры. В своей основе трубчатый конвейер является
усовершенствованной версией обычного ленточного конвейера, где конвейерная
лента установлена таким образом, что в поперечном сечении образует контур почти
правильной окружности, принимая трубообразную форму. Укрепленные
на рамах в виде шестиугольника роликоопоры окружают и
удерживают ленту на участках между приводной и разгрузочной, между возвратной и
натяжной станциями.
Благодаря упругости ленты ее кромки соединены
внахлестку и плотно прижаты друг к другу. Большая плотность соединения кромок
защищает окружающую среду от загрязнения (просыпи или
пыли), а груз – от воздействия природных факторов: ветра или осадков. Скопление
груза под нижней ветвью там, где лента имеет трубообразную форму, исключено.
Перед приводным, натяжным и возвратным
барабанами труба раскрывается, и лента, принимая плоскую форму, их свободно
обегает. Полная закрытость конвейера предупреждает разбрасывание груза с
грузовой и потерю с возвратной ветвей, т. к. с роликоопорами
контактирует только чистая сторона ленты. Закрытая система обеспечивает
экологическую приспособленность к окружающей среде и возможность устройства
трассы с изгибами в трехмерном пространстве, а также гарантирует надежную
транспортировку грузов разного объемного веса, влажности, размера частиц.
Свойство конвейерной ленты, сформированной в
трубу, допускать изгиб в трехмерном пространстве, дает возможность
проектировать конвейерную систему на базе непрерывной ленты, без дополнительных
пересыпных станций. Скорость трубчатой конвейерной ленты может значительно
превышать скорость обычной ленты.
Трубчатая форма обеспечивает: меньшее
провисание между соседними роликоопорами;
герметизацию груза, исключая просыпи. Трубчатый
конвейер имеет много общего с обычным ленточным конвейером: привод, НУ и
загрузочное устройство являются одинаковыми, возможна промежуточная загрузка и
разгрузка; при транспортировании липких грузов требуются очистные устройства,
энергопотребление ниже, чем у обычного конвейера.
10. Ленточные конвейеры с металлическими лентами
Ленточные конвейеры со стальной лентой. Применяются на предприятиях пищевой
промышленности; при производстве бетонных плит, листов пластмассы, в моечных,
сушильных, холодильных установках. Углы наклона конвейера со стальной лентой на
2–5º меньше, чем у конвейеров с прорезиненной лентой, концевые и
отклоняющие барабаны большего диаметра. Концы стальной ленты соединяют
внахлестку заклепками или сваркой.
Ленточные конвейеры с проволочной лентой подобны конвейерам с прорезиненной лентой,
но имеют проволочную ленту различных типов, применяются для транспортирования
штучных и кусковых грузов через закалочные, нагревательные, обжиговые и
сушильные печи; для выпечки хлебных и кондитерских изделий; в моечных,
обезвоживающих, охладительных, сортировочных и других установках.
11. Примеры существующих ленточных конвейеров
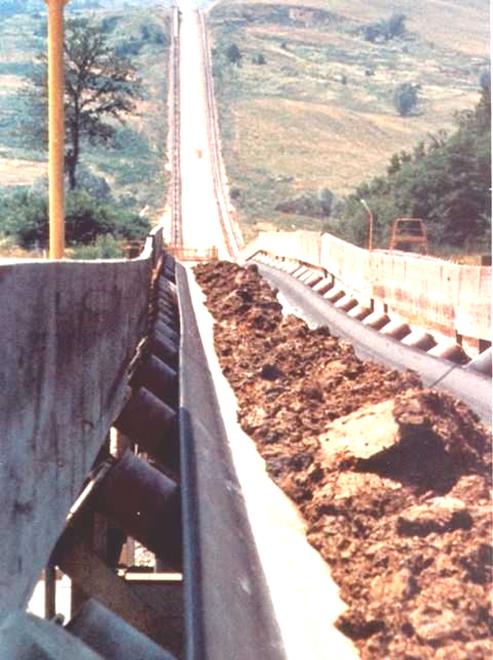
Рис. 51. Ленточный
конвейер большой протяженности со сложной трассой

Рис. 52. Переносной
ленточный конвейер для легких штучных грузов со сплошным поддерживающим
настилом

Рис. 53. Ленточный
наклонный конвейер для штучных грузов
Вопросы для самопроверки
- Укажите технико-экономические
преимущества машин непрерывного транспорта перед машинами циклического действия.
- Приведите назначение
конвейерного транспорта.
- Дайте определение ленточного
конвейера.
- На чем основан принцип действия ленточных конвейеров?
- При каком условии возможна работа ленточного конвейера с гладкой лентой?
- Приведите параметры ленточного
конвейера.
- Каковы достоинства конвейерного
транспорта перед железнодорожным и автомобильным транспортом?
- Приведите несколько примеров технологических схем
комплексной механизации транспортно-складских работ с помощью ленточных конвейеров.
- Перечислите виды
грузов, перемещаемых конвейерным транспортом.
- Какие бывают виды конвейеров по
форме ленты и размещению груза на ней.
- Как устроена резинотканевая конвейерная лента? Отчего зависит прочность ленты?
- Какие различают виды конвейеров
по типу тягового органа.
- Назовите виды конвейеров по
углу наклона трассы.
- Назовите виды конвейеров по
профилю трассы.
- В чем заключаются преимущества крутонаклонных ленточных конвейеров по сравнению с обычными?
- За счет чего удерживается груз на гладкой ленте, имеющей форму глубокого желоба при повышенных углах транспортирования?
- Перечислите конструкции крутонаклонных конвейеров и охарактеризуйте их.
- При каком расположении низких перегородок наиболее рационально передвижение ленты по нижним роликам?
- От чего зависит шаг расположения высоких перегородок на ленте?
- Преимущества конвейера с гофрированной лентой.
- Назовите основные недостатки крутонаклонных конвейеров.
- Для каких грузов наиболее целесообразно применение конвейеров с прижимной лентой?
- Изобразите расположение груза на ленте с высокими перегородками для конвейеров с прижимной лентой.
- Назовите способы прижатия охватывающей (прижимной) ленты к грузонесущей для удержания груза.
- Назовите способы передачи тягового усилия с канатов на грузонесущую ленту.
- Преимущества ленточно-канатных конвейеров.
- Назовите составные элементы ленточно-канатных конвейеров.
- В чем заключается особенность тягового расчета ленточно-канатных конвейеров?
- Недостатки и преимущества ленточно-цепных конвейеров.
- Каким образом передается сила тяги с цепи (цепей) на ленту?
- Сделайте классификацию магнитных транспортных установок.
- На каком принципе основана работа магнитно-ленточных конвейеров типа "магнитный рельс"?
- Назовите преимущества и недостатки многоприводных магнитно-ленточных конвейеров.
- Как влияет на производительность ленточного конвейера форма сечения потока груза (желобчатость роликоопор)?
- Назовите признаки ленточных
конвейеров общего назначения.
- Назначение ленточных конвейеров, области их
применения, устройство и принцип действия.
- Назовите назначение и область
применения ленточных конвейеров.
- Опишите конструкцию ленточного конвейера в общем виде.
- Укажите отличия ленточных конвейеров для насыпных и штучных грузов.
- В чем заключается особенность работы телескопического ленточного конвейера?
- Расскажите о назначении и принципах работы грузолюдских ленточных конвейеров.
- Изобразите схему классификации перспективного ряда ленточный конвейеров для угольных шахт.
- Расскажите о технических возможностях ленточных конвейеров.
- Расскажите о порядке проектирования и расчета ленточного конвейера?
- Расскажите о конструкции роликов и их значении для ленточных конвейеров.
- Основные конструктивные схемы, устройство и
назначение роликоопор.
- Назовите виды роликовых опор
по их назначению в ленточном конвейере.
- В чем назначение рядовых
роликовых опор?
- В чем назначение
центрирующих роликовых опор?
- Поясните правила установки
роликовых опор в месте загрузки конвейера.
- Назовите виды роликов,
применяемых в роликовых опорах.
- Какие факторы являются определяющими при выборе роликов и их шага установки?
- В чем назначение натяжного
устройства в ленточном конвейере?
- Опишите типы натяжных
устройств ленточных конвейеров.
- Недостатки грузовых натяжных устройств.
- На какие основные
узлы делятся опорные конструкции ленточных конвейеров?
- Приводы ленточных конвейеров, их
конструктивные схемы, достоинства и недостатки.
- Условия, от которых зависит тип и место
расположения приводов.
- Барабаны ленточных конвейеров. Материалы
для их изготовления и футеровки. Как рассчитываются и от чего зависят
геометрические размеры барабанов?
- Назовите виды барабанов в ленточном
конвейере.
- По каким соображениям приводной барабан рекомендуется выполнять бочкообразной формы?
- Почему приводной барабан размещают в конце рабочей ветви (у места разгрузки)?
- В чем назначение концевого барабана?
- Как определить тяговое усилие на приводном барабане?
- Что такое тяговый фактор, каким образом
можно увеличить тяговую способность приводного барабана?
- Загрузочные устройства и способы загрузки
ленточных конвейеров.
- Назовите виды загрузочных и разгрузочных устройств ленточных конвейеров.
- Как правильно должно быть выполнено загрузочное устройство ленточного конвейера?
- Преимущества канатного става по сравнению с металлическим?
- Назовите способы разгрузки груза в любом месте става контейнера.
- Назовите виды очистных устройств ленточных конвейеров.
- Где обычно размещают устройства для очистки ленты и перечислите их конструкции?
- В чем назначение и расположение очистных
устройств?
- Назовите методы стыковки резинотканевых лент ленточных конвейеров.
- Назовите основные этапы практического
расчета ленточного конвейера.
- Какова цель общего расчета ленточного
конвейера?
- Каким образом можно увеличить тяговый фактор (тяговую способность) в ленточном конвейере?
- От чего зависит максимальная скорость движения ленты и приведите примеры?
- Назовите физико-механические
характеристики насыпного груза как объекта перемещения.
- Назовите основные характеристики условий
работы конвейера.
- Объясните физический смысл обобщенного
коэффициента сопротивления движению.
- Что такое коэффициент производительности и от чего он зависит?
- Какие факторы влияют на величину распределенных сопротивлений?
- В каких местах возникают сосредоточенные сопротивления и как они определяются?
- Перечислите виды роликовых опор, которые
назначаются в общем расчете конвейера.
- Поясните ваши действия при назначении вида
загрузки конвейера.
- Поясните ваши действия при назначении вида
разгрузки конвейера.
- Поясните ваши действия
при назначении вида стыковки концов ленты.
- Назовите составные части резинотканевой
ленты.
- Объясните назначение тягового
каркаса резинотканевой ленты.
- Приведите назначение
наружных обкладок ленты.
- Чем характеризуется
прочность резинотканевой ленты?
- Сколько типов резинотканевых
лент используется в ленточных конвейерах?
- Назовите характерную
конструктивную особенность резинотканевой ленты типа 3.
- Приведите зависимость между
натяжениями в сбегающей и набегающей ветвях на приводном барабане.
- Из чего складывается
условное обозначение резинотканевой ленты?
- Сформулируйте общую методику тягового расчета ленточного конвейера. Что выражает тяговый фактор?
- Какова цель предварительного выбора
тягового органа конвейера?
- Какова цель выбора поддерживающих устройств
конвейера?
- Какова цель выбора направляющих устройств
конвейера?
- Какова цель тягового расчета конвейера?
-
Сформулируйте методику определения производительности ленточных конвейеров.
- Перечислите требования к
гибким тяговым органам.
- Конструкции разгрузочных устройств и
способы разгрузки ленточных конвейеров.
- Натяжные устройства ленточных конвейеров,
типы и разновидности, места установки.
- От чего зависит выбор типа натяжного
устройства?
- Очистные устройства и способы очистки
конвейерных лент, разновидности и конструктивное исполнение очистных устройств,
места установки.
- Исходные данные для расчета ленточного
конвейера. От чего зависит выбор типоразмера конвейерной ленты и роликоопор?
- Определение сил сопротивления движению на
горизонтальных и наклонных участках.
- Как производится уточненный тяговый расчет?
- Объясните смысл и значение синтеза трассы конвейера.
- Каковы цели тягового расчета методом
обхода трассы по контуру?
- Поясните основные правила метода обхода
трассы по контуру.
- Назовите виды сопротивлений движению.
- Объясните физический смысл условия Эйлера.
- Поясните основные правила построения
тяговой диаграммы.
- Последовательность монтажа ленточных
конвейеров.
Библиографический список
1. Вайнсон, А. А. Подъемно-транспортные машины / А.А. Вайнсон. – М.: Машиностроение, 1989. – 536 с.
2. Вайнсон,
А. А. Подъемно-транспортные машины строительной промышленности. Атлас
конструкций / А.А. Вайнсон. – М.: Машиностроение,
1976. – 152 с.
3. Зенков, Р. Л. Машины непрерывного транспорта / Р.
Л. Зенков, И. И. Ивашков, Л. Н. Колобов. – М.:
Машиностроение, 1987. – 432 с.
4. Конвейеры : справ. ; под ред. Ю. А. Пертена. – Л.:
Машиностроение, 1984. – 367 с.
5. Кузьмин А. В.
Справочник по расчетам механизмов подъемно-транспортных машин / А. В. Кузьмин,
Ф. Л. Марон. – Минск: Вышэйшая школа, 1983. – 350 с.
6. Мачульский, И. И. Подъемно-транспортные и
погрузочно-разгрузочные машины на железнодорожном транспорте / И. И. Мачульский, В. С. Киреев. – М.: Транспорт, 1989. – 319 с.
7. Подъемно-транспортные
машины. Атлас конструкций ; под ред. М. П. Александрова,
Д. Н. Решетова. – М.: Машиностроение, 1987. – 122 с.
8. Транспортирующие
машины. Атлас конструкций / А. О. Спиваковский [и др.].
– М.: Машиностроение, 1971. – 116 с.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов