Наполнители
используют для улучшения эксплуатационных свойств КМ
(прочности, жесткости, теплостойкости), придания им различных специфических
свойств и снижения стоимости. Наполнитель как один из компонентов играет
ведущую роль в формировании основных характеристик КМ.
От наполнителя в значительной степени зависяттехнологические свойства композитов и возможности их переработки в
изделия.
К идеальному наполнителю предъявляются особые требования, которые в
одном наполнители сочетать очень трудно: высокая прочность, высокий уровень
физико-механических свойств, низкое водопоглощение, хорошая
смачиваемость, отсутствие вредных примесей, низкая
стоимость, высокая химическая стойкость и термостойкость, негорючесть,
доступность предания заданной формы и размеров частиц, хорошая диспергируемость. Наполнители
должны хорошо совмещаться с полимером или диспергироваться
в нем с образованием однородной композиции. Они не должны изменять свои
свойства при хранении, переработке и эксплуатации.
Когда один
наполнитель не соответствует всем требованиям, то в КМ
вводят несколько наполнителей. Часто вводятся наполнители разных форм и
составов. Подбором соответствующих наполнителей можно регулировать химическую
стойкость, теплостойкость, тепло- и электропроводность, плотность и другие
характеристики КМ.
Существует ряд
подходов при классификации наполнителей по различным признакам. Все известные
наполнители по агрегатному состоянию делятся на
газообразные, жидкие и твердые. По своей природе они делятся
на органические и неорганические; по источнику получения – на армирующие,
упрочняющие, усиливающие, нейтральные; по размерам, форме частиц и структуре –
на 4 основных вида: дисперсные (порошкообразые); волокнистые
(волокна, нити, жгуты и т.д.) листовые (пленочные) с заданной структурой
(ткани, бумага, ленты, листы, пленки, сетки); объемные (каркасные) с
непрерывной трехмерной структурой (объемные ткани, войлок, скелетные и пористые
каркасы). Наиболее рациональной является последняя классификация.
Наибольшее
разнообразие свойств удается получить при использовании твердых наполнителей
различной природы (металлы, керамика, полимеры) и структуры. Наполнителями КМ могут служить практически все существующие природные и
созданные человеком материалы после придания им заданной формы, структуры и
размеров. Из одного и того же материала (например, стекла)
можно получить различные по форме, размерам, структуре наполнители: порошки с
частицами шарообразной, чешуйчатой, игольчатой, эллипсоидной формы; нити,
волокна различного диаметра и длины; ткани, ленты, холсты и т.д.
Из органических наполнителей наиболее распространены –
древесная мука, содержащая целлюлозу и лигнин, мука из скорлупы орехов, хигин;
из неорганических – слюда, тальк, мел, каолин, силикаты (глина, асбест, полевой
шпат, пемза), оксиды (оксид алюминия, магния, цинка, двуокись титана),
углеродные наполнители (графит, кокс, углеродные и графитовые волокна), стекла
(порошки, чешуйки, волокна, сферы).
Все более широко применяются синтетические волокна, а также порошки
металлови их сплавов. Некоторые
металлические наполнители придают полимерам специфические свойства, например:
порошки железа и его сплавы – ферромагнитные свойства; чешуйки алюминия,
никеля, серебра – низкую газо- и паропроницаемость; порошки алюминия и медных
сплавов – декоративность. Материалы, наполненные свинцом, кадмием и вольфрамом
пригодны в качестве защиты от излучений высокой энергии. Порошки меди улучшают
фрикционные характеристики композиционного материала. Фториды и сульфаты
некоторых металлов (бария, кальция) повышают тепло- и химическую стойкость, дисульфид
молибдена снижает коэффициент трения КМ.
При формировании тех или иных свойств ПКМ имеет значение не только вид
наполнителя, но и форма и размер его частиц. Так для придания барьерных
свойств, пониженного коэффициента диффузии для газов и жидкостей целесообразно
использовать наполнитель в виде лент, чешуек или фольги.
Важную роль наполнители играют при формировании декоративных свойств ПКМ,
таких, например, как декоративные бумажно-слоистые пластики ДБСП, отделочные
текстолиты, декоративные слои в судо- и автомобилестроении. Применение
специальных видов бумаг позволяет имитировать у ДБСП окраску и фактуру самых
различных материалов – древесины, тканей, отделочного камня, что чрезвычайно
расширяет возможности использования материалов в быту, строительстве и технике.
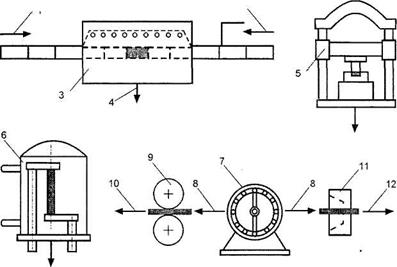
Рис.1. Основные виды наполнителей
Дисперсные
наполнители
Наиболее
распространенный вид наполнителей для КМ – это
дисперсные наполнители различной природы.
КМ, содержащие дисперсные наполнители, которые равномерно распределены в
материале, как правило, характеризуются изотропией свойств, оптимум которых
достигается при степени наполнения, обеспечивающей адсорбцию всего объема
связующего поверхностью частиц наполнителя. При повышении температуры и
давления часть связующего десорбируется с поверхности наполнителя, благодаря
чему материал можно формовать в изделия сложных форм с хрупкими армирующими
элементами. Дисперсный наполнитель уменьшает усадку при
прессовании, повышает жесткость и твердость изделий из КМ,а в отдельных случаях изделия приобретают
специфические свойства, например дугостойкость, электро- и теплопроводность,
стойкость к действию электромагнитного и проникающего излучения и др. Введение
в КМ дисперсных наполнителей более целесообразно для созданияматериалов массового производства, более
технологичных, с невысоким уровнем прочностных характеристик. Дисперсные
наполнители вводят в термопласты с высокой энергией разрушения для снижения их
стоимости, повышения жесткости и прочности при сжатии и улучшения их
технологических характеристик при переработке. При этом их прочность при
растяжении и ударная вязкость снижаются вследствие уменьшения доли полимера в
наполненной композиции.
На рис.1.1 приведены сравнительные зависимости напряжения от деформации КМ
при введении в матрицу-полимер различных видов наполнителей. Ведение твердых и
жестких частиц приводит к повышению модуля упругости (Е), а мягких, эластичных
или газообразных наполнителей – к его снижению (рис.1.2).
Рис.1.1. Зависимость напряжения от деформации
при растяжении:
Прочность при разрыве дисперсно-наполненных материалов, как правило,
возрастает с увеличением содержания наполнителя до определенного предела. Одним
из объяснений наблюдаемой картины является постепенный переход связующего в
систему тонких пленок, окружающих частицы наполнителя. Поверхностный слой и
ориентация макромолекул связующего способствуют повышению прочности матрицы в
таких пленках, что и находит отражение в росте разрывной прочности материала.
Прочностные свойства наполненных пластиков возрастают с увеличением
степени наполнения до определенного предела, соответствующего предельно
упрочненному полимеру в межфазных слоях (рис.1.3). Частицы наполнителя являются
концентраторами напряжений, что может приводить к охрупчиванию полимера при
наполнении. Для стеклообразных и термореактивных полимеров прочность при
растяжении ПКМ практически не повышается по сравнению с прочностью матрицы, а
для высокоэластичных полимеров её повышение незначительно.
Рис.1.3. Зависимость прочности при растяжении
(а) и относительно удлинения при разрыве КМ (б)
от объемной доли наполнителя (d1<d2) наполненных твердыми (1,2) и
эластичными (3) частицами:
Вне зависимости от формы и рамера частиц, введение наполнителя в
полимерную матрицу приводит к возникновению в системе фазовой гетерогенности. С
увеличением степени наполнения равномерность распределения частиц возрастает,
но структурная неоднородность может сохраняться до высоких степеней наполнения.
Дисперсные частицы непосредственного влияния на прочность композита не
оказывают, их собственный прочностные характеристики имеют минимальное значение
– практически когезионного разрушения часиц дисперсного наполнителя не
наблюдалось. Вклад таких частиц в формирование прочностных свойств композита
определяется главным образом физико-химическимипроцессами на поаерхности раздела полимер-наполнитель (смачивание,
адгезия, пористость) и формированием переходного слоя, его тощиной и
подвижностью полимерных цепей в нем.
Рис.1.4. Зависимость прочности ПКМ от
адгезионной
прочности наполнитель-связующее.
Основными
характеристиками наполнителя является форма частиц (k0 – коэффициент формы); размер и распределение частиц
по размерам (диаметр, кривая распределения частиц); удельная поверхность
(общая, геометрическая, внутренняя); пористость частиц (объем, размер пор);
насыпная и истинная плотность (ρнас, ρист);
максимальная объемная доля (φmax).
Значение k0 меняется от 2,5 для шарообразных (стеклосферы,
кварцевый песок) до 5,9 для эллипсоидных частиц. Большинство
наполнителей имеют неправильную форму частиц.
Размеры частиц
наполнителей изменяются от 7 нм до 50 мм. Дисперсные
наполнители по размеру частиц делятся на крупнодисперсные (диаметр d > 40 мкм), среднедисперсные
(40 мкм < d< 10 мкм),
высокодисперсные (10 мкм < d< 1 мкм) и
ультрадисперсные (d< 1 мкм).
Реальные наполнители всегда характеризуются кривой распределения частиц по
размерам, т.е. имеют различный гранулометрический состав. По кривой распределения
частиц по размерам определяют средний размер частицданного наполнителя.
Удельная
поверхность частиц наполнителя (Sуд)
характеризует размер частиц и зависит от их пористости. Различают общую (Sоб), внутреннюю
(Sвн) и геометрическую (Sг) поверхность наполнителей, причем
Значение Sвндля пористых
наполнителей может в 10…100 раз превышать его Sг.
К основным
параметрам наполнителя относят его истинную и насыпную плотности. Для пористых
и агрегирующих наполнителей насыпная плотность всегда ниже, чем для непористых
частиц.
Значение
максимальной объемной доли наполнителя в КМ φmaxможно
рассчитать теоретически, зная упаковку частиц, или определить экспериментально
как
φmaxявляется верхним граничным пределом содержания
наполнителя в двухфазном кристалле.
На рис.2
показана зависимость φmaxи Sуд для узких
фракций дисперсного наполнителя (карбида бора) от диаметра частиц.
Рис.2. Зависимость максимальной объемной доли
и удельной поверхности наполнителя от диаметра частиц
Пористые дисперсные наполнители бывают с открытыми и закрытыми порами. О
внутреннем объеме пор судят по разности между истинной и кажущейся плотностью
наполнителя, по количеству поглощенной низкомолекулярной жидкости. Особое место
занимают легкие полые дисперсные наполнители в виде частиц шарообразной формы,
- полые микросферы, которые получают промышленными методами из стекла, кварца,
фенолоформальдегидных смол.
Органические дисперсные наполнители.
К таким наполнителям относятся графит, древесная мука, кокс, сажа,
термоантрацит.
Графит – практически чистый углерод, имеет
высокие тепло- и электропроводность, является хорошей сухой смазкой. При
введении в КМ увеличивает стабильность их размеров, химическую стойкость,
прочность при растяжении, жесткост, твердость, показатели антифрикционных
свойств, тепло – и электропроводность. Недостатком природного графита является
высокая зольность (2-25 %), что обусловливает его невысокие показатели
антикоррозионных свойств, и низкая механическая прочность. Поэтому природный
графит вводят в КМ главным образом как антифрикционную добавку в количестве 5-10
%.
Древесная мука состоит в основном из целлюлозы и
лигнина. При введении в КМ улучшает стабильность их размеров, прочность при
растяжении, электроизоляционные свойства. Недостатки (особенно из древесины
лиственных пород) – низкие тепло-, влаго- и химическая стойкость.
Сажа состоит из 94,8-99,3% С, 0,9-0,5% Н,
представляет собой высокодисперсный углеродистый материал, образующийся при
неполном сгорании и термическом разложении углеводородов, которые содержатся в
природных или промышленных газах и в жидких продуктах (маслах) нефтяного и
каменноугольного происхождения. Упрочняющее действие сажи в КМ определяется
дисперсностью, шероховатостью, удельной активнстью. При введении в ПКМ
увеличивает стабильность размеров, жесткость, теплостойкость, тепло- и электропроводность.
Неорганические дисперсные наполнители.
Асбест хризотиловый – силикат, характеризующийся
волокнистой структурой. При введении в КМ увеличивает стабильность их размеров,
химическую стойкость, ударную вязкость, жесткость, твердость, теплостойкость и
показатели электроизоляционных свойств.
Аэросил – синтетический порошкообразный
наполнитель, при введении в КМ увеличивает стабильность их размеров, стойкость
к растрескиванию, жесткость, ударную вязкость.
Белая сажа – синтетический мелкодисперсный порошок,
при введении в КМ увеличивает влагостойкость и показатели электроизоляционных
свойств, а также способствует улучшению переработки КМ.
Бентонит – природный дисперсный наполнитель с
частицами пластинчатой формы. При введении в КМ увеличивает стойкость их к
растрескиванию, стабтльность размеров, теплостойкость.
Каолин – природный порошкообразный
наполнитель. При введении в КМ увеличивает стабильность их размеров, слаго-,
тепло- и химическую стойкость, жесткость, твердость, показатели антифрикуионных
свойств.
Мел – при введении в КМ увеличивает
стабильность их размеров, жесткость, твердость, теплостойкость, облегчает
легкость переработки.
Природный диоксид кремния – при введении в
КМ увеличивает его влагостойкость и показатели электроизоляционных свойств.
Также в качестве неорганических порошковых наполнителей используются
порошки металлов, слюда, тальк, фториды, сульфаты и сульфиды металоов, полые
микросферы (стеклянные, из оксида алюминия, оксида цирокония,
фенолформальдегидной смолы).
Волокнистые
наполнители
Волокнистые наполнители занимают второе место после дисперсных по объему
использования. Они применяются в виде нитей, жгутов, ровингов, при создании
конструкционных, высокопрочных и высокомодульных КМ. Волокнистые
наполнители получают из металлов (сталь, железо, вольфрам, молибден, титан),
кварца, базальта, керамики, полимеров. Наиболее распространенные
стеклянные, углеродные, базальтовые, борные, полимерные волокнадиаметром 5-100 мкм, круглого и профильного
сечений. Особый интерес представляют монокристаллические волокна (нитевидные
кристаллы или «усы»), полученные из металлов, их окислов, карбидов, нитридов.
Они отличаются исключительно высоким модулем упругости и прочностью при
растяжении.
Применение волокнистых армирующих наполнителей ограничивает выбор методов
формования и затрудняет изготовление изделий сложной конфигурации, однако
повышает прочность, ползучесть, придает некоторые спецефические свойства
(теплозащитные, радиотехнические и др.).
Органические волокнистые наполнители бывают природные и синтетические.
Хлопок (природный наполнитель) для
получения КМ применяеися в виде текстильных отходов, измельченного волокна,
нитей, отрезков, тканей. Он легко окрашивается, обладает хорошими
диэлектрическими свойствами. Его недостатки – значительное водопоглащение и
низкая химическая стойкость.
Джут, сизаль, лен (природные наполнители) используются
в смеси с порошкообразными наполнителями. При введении таких волокон в КМ
повышается ударная вязкость материала.
Полиэфирные, полиакрилонитрильные, полиамидные волокна (синтетические наполнители) обладают хорошей адгезией к наполняемым
полимерам, а содержащие их ПКМ характеризуются исключительно высокой
коррозионной и химической стойкостью, водостойкостью, малым коэффициентом
трения и высокой износостойкостью. Недостаток – сравнительно невысокая
теплостойкость, а также ограниченный выбор связующих, так как многие связующие
могут изменять структуру и механические свойства волокна.
Неорганические волокнистые наполнители.
Наиболее важными из них явлются стеклянные и
асбестовые.
Стеклянные волокнистые наполнители вводят в термоактивные и термопластичные полимеры, иногда в сочетании с
другими волокнистыми и порошкообразными наполнителями. При введении в ПКМ
повышают физико-химические показатели, понижают коэффициент трения, улучшают
диэлектрические свойтсва. Недостатки – низкая адгезия к некоторым связующим,
заметное снижение прочности во влажных средах.
Эффективность применения волокон в КМ возрастает с увеличением их длины. Существует
понятие критической длины волокна lкр, до которой напряжение,
воспринимаемое собственно волокном в пластике возрастает и при l=lкр становится равным прочности волокна.
При разрушении пластика, наполненного волокном с l< lкр наблюдается выдергивание коротких
волокон из полимерной матрицы, т.е. пластик разрушается по границе
волокно-полимер. Волокна с l> lкр сами разрушаются и полностью
реализуют всю прочность в полимерной матрице. Прочность полимера, наполненного
волокном с l> lкр значительно больше, чем для волокон
с l< lкр. Критическая длина волокон в
зависимости от их природы меняется от 100 мкм (углеродное волокно) до 400мкм (стеклянные волокна).
Рис. 3. Схема изменения растягивающего напряжения
в коротком волокне при различной длине волокна
Оптимальное значение диаметра волокна зависит от его природы и полимерной
матрицы:
где а - расстояние между волокнами
(1-5 мкм); εм и εв – деформация при разрыве матрицы и
волокна.
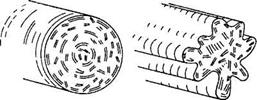
Основные виды волокон (углеродные, стеклянные) выпускаются круглого
сечения диаметром 8-20 мкм, а также треугольного, ромбического и других форм
сечения. Непрерывные волокна, имеющие форму сечения отличную от круглой,
называются профильными (рис. 4). Применение профильных волокон дает возможность
снизить плотность пластиков, увеличить удельную жесткость и просность при
сжатии, повысить диэлектрические и теплоизолирующие свойства. Это дает
возможность повысить плотность упаковки волокон в композиции и повысить
прочность пластика.
Рис.4. Формы профильных волокон (примерные размеры даны в мкм)
В зависимости от соотношения показателей механических свойств полимеров и
наполнителя, размеров волокон, характера взаимодействия полимера с
наполнителем, волокно может проявлять свойства как дисперсных наполнителей, так
и армирующих, которые являются наиболее лучшими упрочнителями.
Содержание волокнистых наполнителей в термопластах составляет обычно
15-40%, в реактопластах 30-80% от массы полимера.
Для улучшения адгезии на границе волокно-полимер волокна, выпускаемые
промышленностью, аппретируются. В качестве аппретов чаще всего используют
кремнийорганические и металлсодержащие органические соединения.
Наиболее распространенные стеклянные волокна в качестве армирующего
наполнителя обладают двумя существенными недостатками – имеют низкую жесткость,
что требует усиление элементов конструкций из стеклопластиков и препятствует
полной реализации прочности волокон, и теряют прочность при контакте с водой.
Углеродные и борные волокна значительно более жесткие, а поскольку по прочности
они не уступают лучшим стеклянным волокнам, напряжения, которые выдерживают
материалы на их основе, значительно выше, чем в случае стеклопластиков при
меньших допустимых деформациях. Эти волокна, так же, как и стеклянные,
производятся непрерывными способами и технология производства изделий из
материалов на их основ только незначительно отличается от технологии
изготовления изделий из стеклопластиков.
Асбестовое волокно является ближайшим конкурентом стеклянного волокна,
поскольку оно так же дешево и помимо высокой прочности обладает более высоким,
чем стеклянные волокна, модулем упругости. Асбестовые волокна значительно
тоньше и короче, чем стеклянные, и поэтому с ними труднее работать, хотя
разработаны специальные методы их переработки и промышленностью выпускаются
полимеры, армированные асбестовыми волокнами – асбопластики. Еще одним типом
волокон, которые могут рассматриваться как серьезный конкурент перечисленным
трем типам волокон, являются волокна из ароматических полиамидов типа Кевлар.
Нитевидные монокристалы (усы), например из Al2O3, Si3N4, SiC, обладают наибольшей прочностью, однако они слишком дороги и с нимислишком трудно работать, чтобы их можно было
использовать в промышленных масштабах.
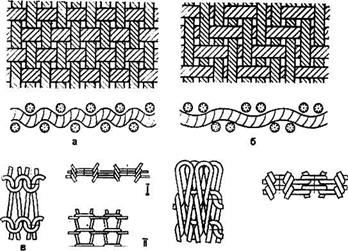
Волокнистым наполнителям можно придавать и зафиксировать различную
структуру. По структуре волокнистые наполнители классифицируются на 4 группы:
однонаправленные непрерывные, тканевые, объемного плетения и нетканые. Таким
способом можно получить первичные крученые нити, ленты и различные типы
армирующих наполнителей – ровинги (жгуты), ткани, пленки, бумагу, холст, сетки
и др.
Первичные нити (или комплексные) получают непосредственно вытягиванием
пряди элементарных волокон из фильер. Толщина (плотность) нити измеряется в
тексах. Текс – это массы нити, приходящаяся на единицу длины (от 3 до 170).
Текс = m/L, (г/км). Количество элементарных волокон в нитях может достигать 200-800,
а плотность составляет от 40 до 280 тексов.
Крученые нити (филаментные) получают круткой или сложением непрерывных нитей. Они
содержат 3-4, а иногда до 24 сложений. Комбинированные нити могут содержать
различные составы (стеклянные, углеродные, борные).
Текстурированные нити – это крученые нити дополнительно обработанные (раздувом воздуха) для
повышения удельного объема.
Ровинги – это непрерывная прядь, состоящая из определенного числа скрученных
первичных нитей. Нити могут быть комбинированные или комплексные.
Жгуты – это переплетения комплксных нитей с образованием сечения, близкого к
окружности.
Рис.5. Основные виды и разновидности волокнистых наполнителей
Стеклянные
волокна
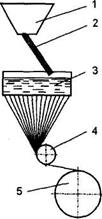
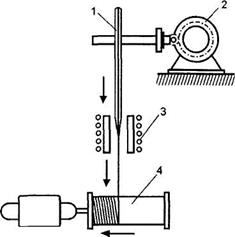
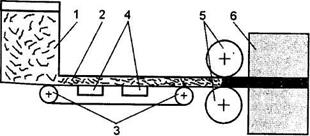
Непрерывное
стеклянное волокно изготавливают из расплавленной стекломассы путем быстрого
вытягивания струи на выходе из фильер до диаметра 2-40 мкм и более (рис. 6).
Короткие волокна получают либо разрезкой непрерывных волокон (рубленое волокно)
либо распылением расплавленной стекломассы на выходе из фильер струей пара,
воздуха или горячих газов (штапельное волокно). Непрерывные стеклянные волокна
обладают значительно большей прочностью, чем штапельные, и чаще применяются в
производстве изделий, предназначенных для высоконагруженных конструкций.
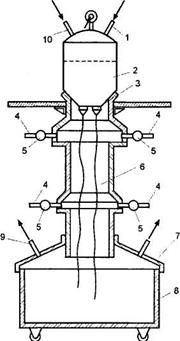
Рис. 6.Фильерный способ производства непрерывного
стекловолокна:
Свойства
стеклянных волокон во многом определяются их составом. В зависимости от основного назначения
могут быть получены волокна с высокими
показателями объёмного и поверхностного электрического сопротивления,
обладающие одновременно высокой прочностью (алюмоборосиликатное стекло Е);
волокна с повышенной прочностью (ВМП, S-994);
волокна с повышенным модулем упругости (ВМ, YM-31-A);
волокна с большей, чем у Е-стекла, стойкостью к действию кислот (марки С);
волокна, содержащие свинец, для радиационной защиты (марки L) и др. Свойства
стекол, применяемых в производстве стеклянных
волокон, приведены в табл. 1.
Таблица 1. Состав и свойства стеклянных и базальтовых
волокон
Состав, %
Тип и
назначение волокна
Е
Общего
назначения
S
Высокопрочное
YM-31A
Высокомодульное
Базальтовое
SiO2
54,0
65,0
53,7
50
AI2O3
14,0
25,0
-
15
Fe2O3
0,2
-
0,5
2
CaO
17,5
-
12,9
9
МдО
4,5
10,0
9,0
5
В2Оз
8,0
-
-
-
К2О
0,6
-
-
1
Li2O
-
-
3,0
-
ВеО
-
-
8,0
-
ТЮ2
-
-
8,0
3
ZrO2
-
-
2,0
-
СеО
-
-
3,0
-
FeO
-
-
-
11
Na2O
-
-
-
3
Плотность, г/см3
2,54
2,49
2,89
-
Прочность,
ГПа
3,45
4,59
3,45
2+2,25
Модуль упругости,
ГПа
72,4
86,2
110
78Н-90
Структура стеклянных волокон зависит от
условий рафинирования стекла в плавильной ванне перед вытяжкой, температуры
вытяжки, степени кристалличности и других факторов. В результате быстрого охлаждения
при вытягивании (скорость охлаждения измеряется сотнями градусов в секунду) в
непрерывных стеклянных волокнах фиксируется структура
высокотемпературного, наиболее однородного и рыхлого расплава стекла.
Поэтому плотность, модуль упругости, коэффициент термического расширения,
удельная теплоемкость и показатель преломления стеклянных волокон несколько
ниже, чем у массивного стекла. Такая
структура волокон является неравновесной и при термообработке стремится
приблизиться к структуре массивного стекла. Этот процесс получил
название «уплотнение» стеклянных волокон. В процессе «уплотнения» плотность, модуль упругости и другие свойства волокон приближаются к свойствам массивного стекла.
Механические свойства стеклянных
волокон
Основными характеристиками стеклянных волокон являются
прочность и модуль
упругости. Высокая прочность стеклянных волокон заложена в самой природе стекла: теоретически рассчитанное
разрушающеенапряжениеприрастяжениистекла составляет 1000-1400
кгс/мм2 в случае многокомпонентных составов
и 2500 кгс/мм2 для плавленого
кварца.
Прочность
технических волокон лежит в пределах 100-600 кгс/мм2
и зависит, помимо состава стекломассы и
условий вытяжки (температуры, влажности окружающей среды), от
степени дефектности волокон (поверхностные
микротрещины, внутренние пустоты и различные включения), взаимодействия
поверхности волокна с влагой, структурной неоднородности (микрообъемы с
несколько отличной структурой, плотностью, химическим составом),
температурного воздействия.
Различия
в условиях изготовления, хранения и испытания предопределяют различия в степени дефектности и напряженном
состоянии стеклянного волокна, что приводит к
значительному разбросу показателей прочности
волокон одного и того же состава. Наиболее высокой прочностью обладают стеклянные волокна с неповрежденной
поверхностью, так называемые «нетронутые» волокна, прочность которых ниже теоретической из-за структурной неоднородности.
При комнатной температуре в
атмосферных условиях прочность «нетронутых» волокон из алюмоборосиликатного стекла составляет 320-380
кгс/мм2 , натриевого - 370 кгс/мм2,
алюмомагнезиального - 470-600 кгс/мм2,
кварцевых волокон - 500-600 кгс/мм2;
причем для всех «нетронутых» волокон характерен малый разброс показателей прочности (коэффициент вариации составляет 1-5%).
Выпускаемые в
настоящее время промышленностью стеклянные волокна помимо структурной неоднородности,
имеют механически и химически поврежденную поверхность, прочность таких волокон
зависит от числа и характера наиболее опасных поверхностных дефектов. Поэтому,
измеряя прочность промышленных одиночных волокон, оценивают не действительную прочность, характерную для волокна данной структуры и состава, а лишь прочность дефектного
образца, зависящую от его предыстории и степени дефектности.
Наличие дефектов
поверхности приводит к снижению средней прочности стеклянных волокон и увеличению
разброса показателей по сравнению с «нетронутыми» волокнами. Прочность образцов
промышленных алюмоборосиликатных волокон диаметром 5-7 мкм, взятых из пряди, составляет 200-250 кгс/мм2. Показатели прочности волокон других составов
представлены в табл.2.
Прочность стеклянных волокон резко возрастает с
уменьшением их диаметра. Однако установлено, что эта зависимость не всегда справедлива
и определяется условиями получения волокон и их составом. Установлено, что не геометрические параметры, а
поверхностные дефекты, напряженность
и структурная неоднородность стеклянных волокон, обусловленные составом
и условиями вытяжки, являются основными
факторами, определяющими снижение прочности. При этом определяющая роль
принадлежит поверхностным дефектам, накопление которых носит статистический
характер и зависит не только от диаметра,
но и от длины волокон.
Таблица 2. Прочность стеклянных волокон различного состава
Состав стекла
Разрушающее напряжение при растяжении волокон, кгс/мм2
на воздухе
в жидком азоте при-196°С
промышленное с бобины
«нетронутое»
максимальное
среднее
максимальное
Кварцевое
200-300
500-600
628
400-700*
1800
Магний-алюмосиликатное(10% МдО) -
эвтектика
400
590
528
647
1700
Натрий-кальций-алюмосиликатное
260
400
400
470
975
Цинк-титан-магний-алюмосиликатное
300
-
484
622
970
Алюмоборосиликатное Е
240
370
320
460
800
Магний-алюмосиликатное высокомодульное (20%МдО)
350
470
575
497
638
Натрий-силикатное 13% А12Оз)
160
-
310
329
455
*«Нетронутое» волокно
Снижение прочности стеклянных волокон, вызванное
дефектами в поверхностном слое, еще не свидетельствует
об их низкой несущей способности в пластике. Упрочняющий эффект волокнистого
наполнителя начинает проявляться при
достижении так называемой критической
длины волокон. Так, критическая длина волокон диаметром 10 мкм в
эпоксидных пластиках составляет 0,2-0,4 мм.
В то же время расстояние между опасными дефектами, определяющими
прочность образцов промышленных стеклянных
волокон, составляет примерно 3 мм. Поэтому в пластике прочность
стеклянных волокон различного диаметра должна использоваться в одинаковой степени (при прочих равных условиях), если расстояние между опасными дефектами будет меньше
критической длины, необходимой для
включения волокна в работу.
Обработка поверхности стеклянных
волокон
Вытягиваемые из фильер волокна собирают в пучок и покрывают замасливателем. Замасливатель
соединяет элементарные волокна в первичную нить, предотвращает склеивание
нитей, облегчает размотку и кручение нитей, защищает их от истирания и
разрушения во время текстильной переработки и препятствует накоплению зарядов
статического электричества при трении.
Различают два вида замасливателей:
технологические (или текстильные) и
гидрофобно-адгезионные (прямые). Первые служат только для обеспечения текстильной переработки первичной
стеклянной нити и состоят из клеящих и
пластифицирующих (или смазывающих) веществ, обычно растворенных или эмульгированных в воде, реже - в органических
растворителях. В промышленности наибольшее распространение получил парафиновый водно-эмульсионный замасливатель,
в котором клеящим веществом является дициандиамидформальдегид-ная
смола (ДЦУ), смазывающим - жирные кислоты. За рубежом используют замасливатели на
основе крахмала.
Текстильные замасливатели
препятствуют адгезионному взаимодействию между волокном и связующим, в
результате чего в условиях повышенной
влажности прочность стеклопластиков при изгибе и сжатии снижается до
50-60% с одновременным ухудшением диэлектрических свойств.
Для устранения этого недостатка иногда перед нанесением связующего проводят термическую обработку стеклянного наполнителя с
целью удаления большей части замасливателя.
В ряде случаев на термообработанные
волокна наносят аппрет, обычно на основе
кремнийорганических соединений, способный к химическому взаимодействию
с отверждающимсясвязующим.
Наиболее эффективными аппретами для стеклянных волокон, используемых в
композициях на основе эпоксидных и фенолформальдегидных связующих, являются силаны,
содержащие аминную, фенольнуюили эпоксидную
группы, а в случае связующих на основе ненасыщенных эфиров -винильную или акрильную группы.
Удаление замасливателя и последующее
аппретирование усложняет и удорожает
подготовку стеклонаполнителей, поэтому используют так
называемые прямые замасливатели, отличающиеся от
технологических тем, что в их состав входит аппрет, функциональные группы которого
взаимодействуют с волокном и принимают участие в отверждении связующего в процессе формования изделий.
Основная часть стеклянных волокон изготавливается
из бесщелочного
алюмоборосиликатного стекла состава «Е» и из магнийалюмоси-ликатного
стекла «S»,
отличающегося более высоким модулем упругости и прочностью. Соотношение
выпуска волокон этих двух составов составляло ранее примерно 1:1. В настоящее время
превалирует производство более дешевых
волокон состава «Е» (3:1).
В последние годы в США, Франции, Японии появилось несколько типов
стеклянных волокон составов «S-2»,
«Т», «R».
В странах СНГ выпускаются волокна марок ВМП, УП и ВМД. Свойства некоторых из
них представлены в табл. 3.
Фирма «ОуэнеКорнингФайбергласс» (США),
являющаяся одним из главных
производителей стеклянного волокна, разработала модификацию полых волокон «S-2», которые на
20-40% легче аналогичных сплошных волокон. Диэлектрическая
проницаемость полых волокон приближается к
уровню кварцевых.
Помимо стеклянных волокон, имеющих аморфную структуру, разработаны
непрерывные поликристаллические волокна на основе керамики, включающей оксиды алюминия, циркония, кремния, бериллия, магния, титана и др. Главным их преимуществом
является очень высокая термостойкость не только в инертной, но и в
окислительной среде. Промышленный выпуск керамических волокон нескольких типов
налажен в США, Японии и Великобритании.
Основные способы формования керамических
волокон: из дисперсных систем (нити
FPфирмы «Дюпон», США); из металлоорганических полимеров
(нити алюминофайбер фирмы «Сумимото»,
Япония); из водных растворов (волокна типа Некстел
фирмы «ЗМ», США, и волокна Сэффил фирмы «Ай-Си-Ай»,
Великобритания). Особенностью технологии
получения всех этих волокон является операция термообработки при температуре 1000-1800°С. Их свойства приведены в табл. 4.
Объем производства керамических волокон составляет несколько десятков тонн (FP-
27т/год, алюминофайбер - 16т/год), и потребность в них возрастает. Основные области применения этих
волокон - теплозащита и армирование металла и керамики,
они могут также использоваться при получении полимерных композитов.
Керамические волокна Достаточно дороги, в частности, цена Некстел
№ 312 и 440 составляет 100 и 150 долл./кг соответственно.
Таблица 4. Основные свойства керамических волокон
Марка волокна (фирма-изготовитель)
Диаметр, мкм
Прочность,
ГПа
Модуль упругости, ГПа
Плотность,
кг/м3
Температура, °С
длительной эксплуатации
плавления
FP («Дюпон», США)
15-25
1,4-2,1
350-390
3950
1000-1100
2045
15-25
2,2-2,4
385-420
-
1400
Алюминофайбер («Сумимото», Япония)
9-17
1,8-2,6
210-250
3200-3300
1250
-
Сэффил
(«Ай-Си-Ай», Великобритания)
3
0,7
100
5600
1400
2500
3
1,03
100
2800
1000
2000
-
2
300
3300
1000
-
Некстео («ЗМ», США)
ZS
14
1,03
96,5
3700
1000
2000
312
11
1,3-1,7
152
2700
1200-1300
1800
АС-02
10
1,38
159
2800
1400
440
-
1,72
207-240
3100
1430
1890
480
10-12
1,90
220
3050
-
Углеродные
волокна
Высокопрочные и высокомодульные углеродные волокна изготовляют из
высокоуглеродистых исходных волокнистых материалов на основе полимеров,
натуральных пеков или модифицированной целлюлозы методом термического пиролиза,
обеспечивающего карбонизацию исходного сырья. Так как углерод
может существовать в различных переходных формах от алмазоподобных,
отличающихся высокими твердостью, хрупкостью и жесткостью, до мягких и менее
жестких графито-подобных форм, и поскольку летучие
компоненты при карбонизации удаляются из волокна, перемещаясь от его центра к
периферии, все механические характеристики углеродного волокна и его плотность
определяются совокупностью форм углерода, полученных в волокне при карбонизации. В связи с этим углеродные волокна часто бывают
весьма неоднородными по своим
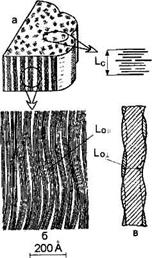
свойствам. На рис. 7, а схематически
показано строение углеродного волокна, состоящего из нескольких тысяч фибрилл, взаимное расположение которых
«унаследовано» от исходного полимерного волокна.
Поперечное сечение фибриллы (по данным
рентгеноструктурного и электронно-микроскопического анализов)
колеблется от сотен до тысячи ангстрем. Каждая фибрилла (рис. 7, б) состоит из
лентообразных графитоподобных слоев конденсированного углерода - микрофибрилл с поперечными размерами Lo±и Lc(рис. 7, в), разделенных между собой
узкими и длинными порами, ориентация которых совпадает с ориентацией микрофибрилл.
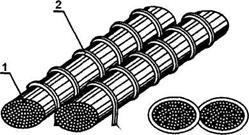
Рис. 7. Схема строения углеродного
волокна:
а - общий вид;
б - продольное сечение фибриллы;
в - схема строения микрофибриллы
Предел прочности при растяжении современных углеродных волокон с плотностью - 1,8 г/см3 колеблется
в зависимости от их сорта в интервале от 1380 до 3450 МН/м2 (141-352 кгс/мм2), хотя предел
прочности волокон, полученных в лабораторных
условиях - 6,9 ГН/м2 (704 кгс/мм2). Эти значения
обусловливают чрезвычайно высокий уровень удельных механических характеристик
углеродных волокон. Следует отметить, что,
хотя углеродные волокна представляют собой поликристаллические тела, они
характеризуются высокой степенью преимущественной ориентации пачек углеродных
слоев, определяющей высокий уровень прочности и модуля упругости вдоль
оси волокон и оказывающей влияние на плотность, теплофизические и электрофизические
свойства.
В настоящее время к основным видам исходного сырья для получения высокопрочных и высокомодульных углеродных
волокон относятся вискозные и полиакрилнитрильные
(ПАН) волокна. Обычно технология изготовления углеродных волокон является
секретом фирм-производителей, однако известно, что основой технологического процесса
служит термическое разложение органических исходных волокон в строго контролируемых
условиях. Для обеспечения достаточно высокой степени ориентации углеродных
слоев в волокне необходимо в процессе
изготовления подвергать волокна значительной вытяжке. При получении
углеродных волокон из вискозного сырья вытяжка должна осуществляться на поздних
стадиях пиролиза, при получении углеродных волокон из полиакрилнитрила
- перед стадией карбонизации.
Форма поперечного сечения и типичная
структура углеродных волокон, получаемых из различных видов исходного сырья,
показаны на рис. 8.
аб
Рис.
8. Ориентация
С-осей пачек углеродных слоев в углеродных
волокнах, полученных из полиакрилнитрильного
(а)
и вискозного (б) сырья
Ориентация углеродных слоев (вдоль оси волокна) на периферии
волокна является более совершенной, чем в центральной зоне. Установлено, что в волокнах на основе полиакрилнитрильного сырья, имею-щиего
круглую форму поперечного сечения, пачки углеродных слоев сориентированы
С-осями, в среднем, перпендикулярно поверхности волокна, в то время как в волокнах на основе вискозного сырья расположение
пачек углеродных слоев в поперечном сечении можно считать хаотическим, хотя в выступающих частях сечения
волокна наблюдается упорядочение расположения пачек углеродных слоев по
отношению к поверхности. В волокнах на основе полиакрилнитрильного
и вискозного сырья разориентация
С-осей пачек углеродных слоев увеличивается при удалении от поверхности
волокон, что свидетельствует о неодновременном прохождении процессов карбонизации
и графитации по сечению
волокон. Улучшение степени преимущественной ориентации С-осей пачек
углеродных слоев по отношению к боковой поверхности углеродных волокон
способствует увеличению модуля упругости последних.
Температура карбонизации и графитации оказывает существенное влияние
на величины предела прочности и модуля упругости углеродных волокон. К
сожалению, режимы графитации, обеспечивающие получение
углеродных волокон с максимальным модулем упругости, не совпадают с режимами, обеспечивающими получение волокон с максимальной
прочностью, в связи с чем каждому режиму графитации
соответствует то или иное сочетание
механических и упругих характеристик волокон.
Прочность исходных волокон обычно снижается
при окислении или при нагреве их в инертной атмосфере до 400°С,
но при дальнейшем повышении температуры начинает повышаться. При использовании
вискозных волокон в качестве исходных повышение температуры графитации приводит к одновременному повышению предела прочности и модуля
упругости конечного продукта. При использовании ПАН-волокон в качестве исходных предел прочности получаемых
углеродных волокон возрастает при повышении температуры обработки до
1500°С,
затем уменьшается при изменении температуры от 1500 до 1900°С, при дальнейшем повышении температуры остается примерно
на одном уровне; модуль упругости углеродных волокон монотонно возрастает
с повышением температуры графитации.
В настоящее время значительное внимание уделяется разработке методов получения высокопрочных и высокомодульных
углеродных волокон из угольных и нефтяных пеков. Процесс получения
углеродных волокон в этом случае заключается в процессе формования исходных
пековых волокон (аналогично тому, как получают волокна нейлона) и последующей
их карбонизации и графитации. Отличительная особенность этих волокон - отсутствие заметной
преимущественной ориентации пачек углеродных слоев и наличие аморфной
структуры. Углеродные волокна на основе пеков должны иметь достаточно высокие механические характеристики при весьма низкой
стоимости.
Углеродные волокна могут быть получены в
различных текстильных формах: от
небольших крученых жгутов с числом элементарных филаментов около 1000 до жгутов,
уложенных в широкую ленту с числом филаментов более
100000. Характеристики углеродных волокон, выпускаемых
различными фирмами, приведены в табл. 6.
Таблица 6. Свойства углеродных волокон
Марка волокна
Прочность, ГПа
Модуль упругости,
ГПа
Плотность,
г/см3
Высокопрочные волокна
Т-300*
3,6
235
1,76
Т-400Н*
4,5
255
1,80
Т-800Н*
5,7
300
1,81
Т-1000*
7,2
300
1,82
Высокомодульные
волокна
М-30*
4
300
1,7
М-40*
2,8
400
1,81
М-46*
2,4
460
1,88
М-50*
2,5
500
1,91
M-55J*
3,7
550
1,93
НМ-50**
2,8
500
НМ-55**
2,9
550
—
НМ-60**
3,0
600
НМ-80**
3,24
785
—
Универсальные
волокна
М-35*
5,1
350
1,75
М-40*
4,5
385
1,77
М-46*
4,3
445
1,84
Волокна, выпускаемые в России
ЛУ-П
2,7-3
250-270
1,7
Элур-П
3-3,2
200-250
1,7
УКН-П
3,5
210-230
1,75
УКН-ПМ
4-4,5
240
1,75
Кулон
2,5-3,3
450-500
1,95
Кулон-М
3,0
600
1,95
Волокна из нефтяного пека (фирмы ЮнионКарбайд)
Р-55
2,1
380
2,0
Р-75
2,1
520
2,0
Р-100
2,4
690
2,2
Р-120
2,2
827
2,2
** Волокна фирмы «КагосимаСэкио» (Япония).
За последние 10 лет наибольший прогресс
наблюдается в области высокопрочных и высокомодульных углеродных
волокон на основе ПАН-волокон; эти волокна
обеспечивают выпуск до 80% углепластиков в мире. Доминирующее положение в
разработке и производстве этих материалов как по
качеству, так и по количеству занимает Япония, особенно если учесть импорт
японских технологий в США, Западную Европу и Юго-Восточную Азию.
Углеродные
волокна классифицируют в зависимости от их прочности и модуля упругости на высокопрочные (σ= 3 ГПа) и сверхвысокопрочные (σ > 4,5 ГПа),
низкомодульные (Е < 100 ГПа), средне- (Е = 200-320 ГПа), высоко- (Е >350 ГПа) и ультравысокомодульные
(Е > 450 ГПа). Эта классификация
довольно условная. Если вначале деление волокон на высокопрочные и высокомодульные было основополагающим,
то затем в связи с использованием
этих волокон в аэрокосмической технике в качестве наиболее
важного показателя была принята величина предельной
деформации, которая может достигать 2%.
Особенно высокой прочностью отличаются нити
7800 и 71000 (фирма «Торей»).
Достижение высокой прочности этих нитей, по-видимому, обусловлено устранением микро-
и макродефектов в исходном
ПАН-волокне путем тщательной очистки прядильных растворов, а также получением
при карбонизации равномерной структуры по всему поперечному сечению волокна, в частности, за счет уменьшения его диаметра. Высокий модуль упругости углеродных волокон достигнут за счет повышения степени
ориентации карболенточных аморфно-кристаллических цепей и использования особых
приемов термопереработки,
способствующих увеличению длины кристаллитов. В настоящее время наблюдается тенденция отхода от круглой
формы сечения волокон, ее изменяют на звездчатую,
плоскую, серповидную.
В России выпускаются высокопрочные и
высокомодульные волокна на основе ПАН в виде лент и жгутов (табл. 7). Упругопрочностные характеристики
отечественных углеродных волокон достаточно высоки, хотя они и уступают по качеству японским волокнам.
Таблица 7.
Физико-механические свойства волокнистых материалов
на основе углеродных волокон, выпускаемых в России
Марка волокна
Форма
материала
Прочность, ГПа
Модуль
упругости, ГПа
Плотность, кг/м3
ЛЛ-П-0,1 и 0,2
Лента
2,7-3,0
250-270
1700
5 Элур-П-0,1 и 0,08
Лента
3,0-3,2
200-250
1700
УКН-П 5000 и 2500
Жгут
3,5
210-230
1750
УКН-П 5000М
Жгут
4,0-4,5
240
1750
Кулон
Лента
2,5
450-500
1950
Жгут
3,3
450-500
1950
Кулон-М
Жгут
3,0
600
1950
Следует, однако, заметить, что методы механических испытаний углеродных волокон еще не отработаны в достаточной
степени, и по этой причине результаты испытаний таких тонких и хрупких
волокон, каковыми являются углеродные волокна, существенно зависят от способа получения образцов и от квалификации испытателя.
К тому же, как уже отмечалось,
свойства волокон сильно зависят от колебаний параметров технологического процесса и могут различаться для различных партий волокон одной марки. В связи с этим
целесообразно осуществлять
контрольные испытания углеродных волокон у потребителя (табл. 8).
Таблица 8. Свойства
углеродных волокон
Марка
волокна
Предел прочности
при растяжении,
кгс/мм2
Модуль упругости,
кгс/мм2
Относительное
удлинение
при разрушении,
%
Плотность,
г/см3
Число волокон
в жгуте
Модмор I:
без поверхностной обработки
с обработкой
225±82
267±73
26900±7700
37400±8520
0,863±0,179
0,74±0,12
1,53
8919
Целион 70
156±64
38000±10880
0,42±0,14
1,94
37600
Торнел 50
221±65
44600±7030
0,5±0,12
1,67
1370±11
Курто НМ
175±76
48600±9450
0,36±0,12
-
9600±91
Геркулес НМ
334±76,5
40300±5340
0,82±0,12
1,77
-
Хок
167
-
-
-
1
Фортафил 6Т
324±94
49500±11000
0,65±0,1
-
-
Торнел 75
252±71
58500±14000
0,43±0,14
-
-
PRD-49
390±64
13300±1400
2,9±0,4
-
-
Панекс ЗОА
285±91,5
23500±4350
1,2±0,2
-
-
Торнел 300
318±83,5
22600±3650
1,43±0,26
-
-
Торнел 400
264±53,5
20400±5340
1,3±0,3
-
-
Фортафил 4R
245±65
22200±3020
1,1±0,3
-
-
Геркулес
356±70,8
24800±3000
1,4±0,2
-
-
Волокно Панекс
фирмы StackpoleFiberCompanyизготовляется из полиакрилнитрильного
сырья в виде некрученого жгута, выложенного в ленту шириной 75 мм и содержащего
около 180 000 элементарных филаментов. Манипуляции с таким
волокном при получении композиционных материалов с металлической матрицей
представляют серьезные трудности, особенно
при получении композиций методом пропитки матричным расплавом.
Волокно фирмы HerculesInc. также изготовляют из исходных ПАН-волокон в виде жгутов, содержащих около 1000 филаментов; разработаны
три модификации этого продукта: высокомодульное волокно (НМ), высокопрочное
волокно (НТ) и волокно с умеренным значением модуля упругости (тип А). Волокно
Торнел-50 фирмы UnionCarbideпроизводится
из исходного вискозного сырья, обычно жгут имеет два сложения и содержит 1440
элементарных филаментов. Диаметр поперечного этих типов углеродных волокон составляет 7-8 мкм.
Значительно большим по размеру является волокно типа Хок, получаемое
методом химического осаждения из газовой
фазы и содержащее около 25-30 мол. % бора. Это волокно разрабатывали как специальныйупрочнитель для композиционных материалов с
металлической матрицей, получаемых методом диффузионной сварки. Введение бора
приводит к существенному увеличению уровня
прочности получаемых волокон; так, например, в лабораторных условиях были получены моноволокна с пределом прочности
при растяжении 2070-2760 МН/м2 (211-282
кгс/мм2) и модулем упругости
около 186 ГН/м2 (19 000 кгс/мм2).
Волокно Торнел-50 - самый распространенный представитель волокон Торнел на основе вискозного сырья, выпускаемых с 1965 г.
Изрезанная форма сечения является отличительной чертой углеродных волокон, получаемых из вискозного сырья, и
обусловлена деформацией при вытяжке
в процессе высокотемпературной карбонизации и гравитации. Для волокон Фортафил и Графил, изготовляемых
из полиакрилнитрильного сырья, характерна бобовидная
и круглая форма поперечного сечения
соответственно.
В последние годы была проведена серия работ,
направленных на создание
высокомодульных и высокопрочных углеродных упрочнителей
большего диаметра (порядка 125 мкм), которые первоначально предназначались
для армирования железоалюминиевых сплавов. Такие волокна имели диаметр около 200 мкм, предел прочности при растяжении около 1210 МН/м2
(124 кгс/мм2) и модуль упругости около 345 ГН/м (35 200 кгс/мм2). В качестве исходного
сырья для изготовления углеродных
волокон большого диаметра использовали полиацетилен,
лучшие образцы полученных волокон
при среднем диаметре 25 мкм имели предел прочности при растяжении около 1900
МН/м2 (194 кгс/мм ) и модуль упругости, достигающий 324 ГН/м2 (33
000 кгс/мм2).
Установлено, что ультратонкую структуру углеродных волокон, полученных из вискозы, составляют лентоподобные образования турбостратного графита, перемежаемые
сеткой микропор с поперечными размерами
60-90 Ангстрем. Элементы ультратонкой структуры ориентированы вдоль
направления высокотемпературной вытяжки, так что длина пор вдоль оси
волокон может достигать 1000 А. Волокна на основе вискозы состоят из пучка фибрилл с максимальным поперечным размером до 500 Ангстрем, и уменьшение продольных размеров
микропор приводит к увеличению плотности волокон и соответствующему
увеличению их модуля упругости.
Помимо внутренних
дефектов, на механические характеристики углеродных волокон и, следовательно,
на свойства получаемых на их основе композиционных материалов оказывают
большое влияние различные поверхностные дефекты и морфология поверхности волокон
(удельная
поверхность, шероховатость, распределение поверхностной пористости), а также
химические и термодинамические характеристики поверхности (природа
функциональных групп - наличие оксинитридов, атомарного кислорода или карбоксильных
групп, смачиваемость и адсорбционные свойства). Поверхностные характеристики углеродного волокна
чрезвычайно важны для оценки возможности взаимодействия волокон с матрицей.
Все современные коммерческие углеродные
волокна разработаны для армирования полимерных матриц. Главная задача
совершенствования таких волокон состоит в создании
условий, обеспечивающих повышение предела
прочности при межслойном сдвиге полимерных композиционных материалов, не
превышающего обычно 3,5 кгс/мм2. Для этого
волокна подвергают окислительной обработке в жидкой или газообразной среде, существенно изменяющей их
поверхностную структуру. Для
низкомодульных углеродных волокон после обработки характерно формирование
аморфного и разрыхленного поверхностного слоя, для высокомодульных - поверхностного слоя с графитоподобной
структурой. Повышение прочности
композиционных материалов при межслойном сдвиге вследствие окислительной
поверхностной обработки углеродных волокон приводит обычно к некоторому
падению предела прочности композиции при растяжении. Влияние
окислительной обработки на внешний вид углеродных волокон, полученных из полиакрилнитрильного и вискозного сырья, оказалось различным: волокна
на основе полиакрилнитрила после обработки приобрели
развитую, изъеденную поверхность, в то время как поверхность волокон на
основе вискозы осталась сравнительно
гладкой.
Следует отметить, что потенциально низкая
стоимость углеродных волокон в сочетании с их способностью
сохранять высокие значения прочностных и
упругих характеристик при нагреве до весьма высоких температур делает эти
волокна перспективным упрочнителем композиционных
материалов с металлической матрицей. Основными трудностями при разработке таких материалов являются
высокая реакционная способность углеродных волокон в контакте с
большинством металлов и сложность
манипуляций с волокнами из-за их малых размеров.
Углеродные волокна и композиты из них имеют
глубокий чёрный цвет и хорошо
проводят электричество, что определяет и ограничивает области их применения.
Углепластики широко применяются в авиации, ракетостроении, при изготовлении
спортинвентаря (велосипедов, автомобилей, теннисных ракеток, удочек и т.п.)
Кроме того, углеродные волокна и углепластики имеют очень низкий или
практически нулевой коэффициент линейного
расширения, что делает их незаменимыми в некоторых специальных областях
применения: например, в космических телескопах
или других аналогичных элементах космической техники.
На основе углеродных волокон делают и самый теплостойкий композиционный материал - углерод-углеродный
(УУКМ), в котором матрицей, склеивающей углеродные волокна, служит
практически чистый углерод. Существует два способа получения такого материала.
Углеродные волокна пропитывают специальным, например, фенолформальдегидным
связующим, которое отверждают, а затем карбонизуют при высокой температуре (до 2000°С и
выше). Так как при этом материал становится
пористым, его еще раз пропитывают связующим и опять карбонизуют. Эту операцию повторяют
несколько раз. Другой способ - химическое осаждение углерода из газовой фазы
при высоких температурах и давлениях.
Перспективен и комбинированный метод - сначала пропитка связующим и
карбонизация, а затем осаждение углерода из газовой фазы. Полученный
материал может работать при температурах до 3000°С,
если его поверхность защитить от окисления. Из углепластика делают носовые
обтекатели ракет, детали скоростных самолетов, подвергающиеся максимальным аэродинамическим
нагрузкам, сопла ракетных двигателей и
прочее. Кроме того, так как графит - это твердая смазка, из углепластика
делают тормозные колодки и диски для скоростных
самолетов, космических кораблей многоразового действия «Шаттл», гоночных автомобилей.
Органические
волокна
Органоволокнитаминазываются
пластики, в которых в качестве наполнителя
применяют органические природные и синтетические волокна. Развитие органоволокнитов обусловлено необходимостью создания легких материалов конструкционного
назначения, сочетающих сравнительно высокие удельные прочность и жесткость
со стабильностью свойств
при действии знакопеременных нагрузок, резкой смене температур и условий эксплуатации.
Первые органоволокниты, получившие в зависимости от текстуры названия «волокниты»,
«текстолиты», «гетинаксы», содержали либо рубленое природное волокно, хаотично распределенное
в термореактивных связующих, либо
ткани различного плетения (хлопчатобумажные, льняные), либо слои целлюлозной бумаги. Дефицитность природных
волокон, низкие значения их прочности, жесткости, термостойкости и водостойкости заставили искать новые органические
наполнители среди волокон из
синтетических полимеров.
Наиболее известными высокопрочными и
высокомодульными органическими волокнами являются арамидные волокна на основе жидкокристаллических полиамидов (волокна Кевлар, Тварон, Терлон) и их сополимеров
(волокна СВМ, Армос, Технора).
Первым из них в 1971 г. появилось волокно Кевлар (FiberD, PRD-
первоначальные названия), созданное американской фирмой «Дюпон де Немур». Позже
аналогичные волокна Тварон и Терлон
были разработаны соответственно фирмой «Акзо» (Голландия) и НПО «Химволокно» (Россия).
Из сополимерных волокон, прежде всего,
отметим отечественные волокна марки СВМ (первоначальное название ВНИИВЛОН) и
марки Армос, разработанное в НПО «Химволокно» (Россия),
выпускаемые в промышленном масштабе с конца 1970-х годов. Аналогичное
волокно Технора производится японской фирмой «Тейджин».
Современное производство органоволокнитов
базируется на использовании полиэтилентерефталатных
(например, лавсан) и полиамидных (например, капрон) волокон, являющимися жестко- и гибко-цепными полимерами.
Примеры
первых - полипарафенилентерефталамид (торговое название
волокна - кевлар) и полибензотиазол.
Полиэтилен и поливиниловый спирт - примеры
вторых.
Макромолекулы в волокнах, изготовленных из этих полимеров, в основном, ориентированы в направлении оси волокна
и свойства волокон (прочность,
модуль упругости и др.), различны вдоль и поперек него. Чем выше степень ориентации, тем выше прочность
при растяжении вдоль волокон. Жёсткоцепные
полимеры даже при высокой температуре сами
стремятся сориентироваться в одном направлении, поэтому при их изготовлении используют стадию
термообработки.
Основная проблема достижения высоких
характеристик волокон из гибкоцепных
полимеров - добиться высоких степеней ориентации в процессе вытяжки и избежать разрывов макромолекул. Характеристики некоторых
полимерных волокон приведены в таблице 9.
Таблица 9.
Свойства высокопрочных арамидных волокон
Марка волокна
Линейная
плотность,
текс
Плотность,
кг/м3
Прочность,
ГПа
Удлинение
при
разрыве,
%
Модуль
упругости,
ГПа
Кевлар 29
22-330
1440
2,9
3,6
60
Кевлар 129, высокопрочный
84-167
1440
3,3
3,6
75
Кевлар 119, с высоким
удлинением
-
1440
2,9
4,5
45
Кевлар 49, высокомодульный
22-790
1450
2,9
1,9
120
Кевлар 149, сверхвысоко-модульный
127-158
1470
2,4
1,5
160
Тварон
42-336
1440
2,8
3,3
80
Гварон, высокомодульный
20-805
1450
2,8
2,0
125
Технора
22-835
1390
3,0
4,4
70
Вектран
30-167
1400
2,9-3,3
3,7
75-114
СВМ
14,3-1000
1420-1450
3,8-4,2
2,5-4,0
125-140
Армос
29,4-1000
1420-1450
4,5-5,2
2,5-3,5
145-160
Терлон
6-600
1450
3,2
2,0-4,0
100-150
Значительно реже применяют волокна из
полипропилена, полиакрилонитрила (нитрон) и поливинилового
спирта (винол). Прочность и жесткость обычных синтетических волокон ниже прочности и жесткости стеклянных,
но при усовершенствовании процессов изготовления полимеров, применяемых
в производстве волокон, и технологии изготовления самих волокон (особенно
процесса ориентации) можно добиться повышения показателей их механических
свойств. Например, считают, что возможно
получить волокна типа капрон и лавсан с прочностью 400-500 кгс/мм2. Однако пока наиболее высокими показателями
прочности характеризуются волокна из новых волокнообразующих полимеров поли-п-бензамидов, полиамидгидразидов и др. Особое место среди них (по
свойствам и широте практического использования) занимает волокно PRD-49 (США, фирма «DuPont») на основе поли-п-бензамида; элементарный состав волокна - около 70% атомов С, 4% Н, 11% N,
14% О, зольность 0,13%.
Некоторые высокопрочные полимерные волокна, (PRD-49), выпускаются с широким диапазоном показателей прочности
и удлинений. Это дает возможность варьировать свойства органоволокнита, не изменяя состава материала и технологии переработки его в изделия. Поскольку плотность полимерных волокон в 2-3 раза ниже
плотности минеральных, удельные
значения их прочности и жесткости возрастают.
Существенный недостаток полимерных волокон
заключается в резком уменьшении прочности и деформационной устойчивости с
повышением температуры, а также низких
температурах стеклования и деструкции. К настоящему времени разработана
технология получения новых синтетических
волокон, отличающихся повышенными тепло- и термостойкостью.
Наибольший практический интерес представляют
волокна на основе ароматических полиамидов и полиимидов, длительно устойчивые
до 300°С и
сохраняющие достаточно высокие показатели механических свойств при 400-500°С. Полипиромеллитимидное
волокно аримид с прочностью
50 кгс/мм2 и относительным удлинением при разрыве 8 -12%
после выдержки в течение 100 ч при 300°С сохраняет 74% начальной прочности, а
при 400°С
- 35%. Полиоксадиазольные волокна после выдержки в течение 100 ч при 300°С сохраняют 50% начальной прочности, а после 40 ч при
400°С - 69%. Волокна из политриазолов выдерживают
длительное нагревание до 410°С и кратковременное -
при 540°С. В последнее время
разработана технология получения жестких и термостойких волокон из расплава фенолоформальдегидных
смол.
Механические свойства органоволокнитов
на основе эластичных волокон, например, капрона, мало зависят от свойств связующего и определяются,
в основном, свойствами наполнителя (табл. 10); при этом предпочтительны
связующие с высокими показателями удлинений при разрыве (8-12%).
Таблица 10. Влияние природы связующего и наполнителя
на прочность органотекстолитов
Наполнитель
Связующее
Плотность,
г/см
Содержание
связующего,
вес, %
Разрушающее
напряжение
при
растяжении, кгс/мм2
Модуль
упругости
при
растяжении, кгс/мм2
Относительное
удлинение
при разрыве, %
Полиамидное волокно (капрон)
Эпоксидное
1,15
32,0
17,0
-
13
Эпокситиокольное
1,16
30,0
19,7
-
14,5
Эпокси-полиэфирное
1,13
31,0
16,5
-
-
Полиэфирноетипа МДФ-2
1,10
30,0
14,2
-
14,2
Полиэфирное типа ПН-1
1,0
33,0
11,9
-
12,7
Полипропилен
Эпоксидное
1,0
28,0
6,0
250
-
Полиэфир (лавсан)
1,3
30,0
15,0
500
17,1
Полиимид (арамид)
1,16
34,0
11,7
760
2,7
Полиакрилонитрил
(нитрон)
1,22
33,0
11,3
640
10,3
Поливиниловый спирт
(винол)
1,24
32,0
18,0
1100
6,1
Ароматический полиамид PRD-49-III
1,33
50,0
52,7
3150
-
Выбор связующих для органоволокнитов с высокопрочными синтетическими волокнами более сложен, так как
в данном случае важно обеспечить полную реализацию механических свойств армирующего
наполнителя в пластике. Волокна типа PRD-49 обычно
используются в композиции с эпоксидными смолами с удлинением 3-6% и модулем упругости
300-380 кгс/мм2. Термостойкиеоргановолокниты на основе высокопрочных волокон
получают на основе полиамидных, полибензими-дазольных и фенолоформальдегидных связующих.
Изменяя прочность и жесткость синтетических волокон и связующего можно в широких пределах варьировать свойствами органоволокнитов, создавать материалы с заранее заданными
свойствами.
Органические волокна структурно неоднородны.
Многие из них имеют слоистое строение и состоят из
ориентированного ствола с высокой степенью
кристалличности и аморфной оболочки. На поверхности волокон могут быть
продольные складки, поры размером 15-200 Ангстрем, трещины размером 100-5000 Ангстрем. Следовательно, компоненты низкомолекулярных смол могут проникать в
поверхностные слои волокон, заполняя
микродефекты и взаимодействуя с функциональными группами
волокнообразующего полимера. Вследствие диффузии низкомолекулярного связующего в аморфные области волокна граница
раздела компонентов в органоволокните после
отверждения связующего становится размытой, а прочность сцепления связующего с
наполнителем превышает когезионную прочность волокна в направлении, перпендикулярном ориентации.
Изменения структуры органических волокон под
действием компонентов отверждающихся связующих не
ограничиваются только поверхностью наполнителя. Происходит изменение свойств и
структуры полимера на определенной глубине, которая
зависит от скорости диффузии компонентов
связующего в аморфные области волокна. В ряде случаев выбор связующего и наполнителя может быть настолько
неудачным, что степень реализации прочности волокон в пластике будет
ничтожно мала. Однако при правильном выборе компонентов органоволокнита
и оптимальных условий их контакта можно
добиться даже некоторого повышения показателей физико-механических свойств
волокон.
В реальных условиях изготовления органоволокнитов и изделий из них
вязкость связующего с повышением температуры непрерывно возрастает, а
следовательно, снижается скорость диффузии его в волокно, уменьшается
глубина и интенсивность химических реакций. При переработке органоволокнитов продолжительность пребывания органического
наполнителя в контакте с неотвержденнымсвязующим, температура и длительность отверждения
композиции в процессе формования изделий имеют решающее значение. Помимо
разнообразных химических реакций, которые могут происходить между
органическими волокнами и компонентами связующего, высокая температура
отверждения последнего и длительная выдержка материала при этой температуре могут вызвать дезориентацию волокон, а следовательно, и снижение их прочности в пластике.
Для предупреждения процесса дезориентации целесообразно применять связующие,
температура отверждения которых ниже
температуры стеклования волокнообразующего полимера, или связующие с
высокой скоростью отверждения. С этой точки зрения наиболее пригодны эпоксидные
связующие. При использовании в качестве связующих кремнийорганических,
полиамидных и других смол, отверждающихся при
длительном нагревании до 200-300°С,
происходит дезориентация и частичная термоокислительная деструкция волокон.
Органические
волокна на основе гибкоцепных полимеров
Одним из наиболее перспективных армирующих материалов следует считать волокна на основе высокомолекулярного
сверхвысокоориентированного полиэтилена (ПЭ).
Теоретический уровень модуля упругости
и прочности таких волокон составляет соответственно Е
= 200-350 ГПа и σ=3,6-30 ГПа. В настоящее время в
лабораторных условиях получают ПЭ-волокна с модулем упругости 200 ГПа и
прочностью до 6-9 ГПа. Учитывая низкую
плотность ПЭ - волокон (900-950 кг/м), можно ожидать, что использование их для
получения армированных пластиков позволит перейти на качественно новый
уровень удельных упруго-прочностных свойств
этих материалов.
В промышленных масштабах высокопрочные
ПЭ-волокна выпускают в ряде стран. Основной патент на технологию получения
волокна (из геля полиэтилена) принадлежит голландской
фирме «ДСМ», она организовала производство ПЭ-волокон под маркой Дайнема не только в Западной
Европе, но и в Японии (фирмы «Тойобо» и «Toeбосэки»).
Американская фирма «Эллайд Ко» производит получившее широкое распространение ПЭ-волокно марки Спектра, а японская фирма «Мицуисэкиюкагаку» - волокно собственной разработки марки Текмилон. В настоящее время в мире выпускается около
1000 т ПЭ-волокна в год. Предполагается, что выпуск его будет расти высокими
темпами - примерно 20% в год при достаточно высоких ценах - 70 долл./кг.
В России в НПО «Тверьхимволокно»
ранее изготавливалось волокно Эспелен
(опытные партии) также по гель-технологии. Сейчас
разрабатывается новая технология,
использующая в качестве исходного сырья супервысокомолекулярный
порошок полиэтилена.
Свойства ПЭ-волокон весьма высоки (табл. 11), и при низкой их плотности (940-970 кг/м3) по удельным
характеристикам они существенно превосходят другие типы волокон. Это обстоятельство
определяет весьма высокие баллистические свойства ПЭ-волокон - способность
поглощать энергию при ударных нагрузках. Такое качество в сочетании с хорошей прочностью в узле, стойкостью к
истиранию, воздействию химических и радиационных факторов делает
ПЭ-волокна наиболее перспективным материалом для изготовления брони, индивидуальных
средств защиты от воздействия стрелкового
оружия, ремней и т.д.
Таблица 11. Свойства промышленных ПЭ-волокон
Марка волокна
(фирма-изготовитель)
Прочность,
ГПа
Модуль
упругости, ГПа
Предельная
деформация, %
Плотность, кг/м3
Спектра-900
2,7
142
4,5
960
Спектра-1000 («Эллайд Ко», США)
3,2
177
-
970
ДайнемаSK-60
2,7
87
3,5
970
ЦайнемаSK-66 («ДСМ», Голландия)
3,1
100
3,5
970
Текмилон(«Мицуи Ко», Япония)
2,5-2,9
100
5,1
960
Эспелен(НПО «Тверьхимволокно»)
2,9
130-170
6,0
970
К недостаткам ПЭ-волокон следует отнести
ограниченную температуру эксплуатации (до 90-110°С), высокую ползучесть
и горючесть. Существенным недостатком ПЭ-волокон с точки
зрения получения ПКМ является также низкая
адгезионная прочность, при их взаимодействии с традиционными связующими - она на порядок ниже, чем, например, адгезионная
прочность для арамидных волокон. Поэтому
важным направлением исследований в области
ПЭ-волокон является поиск методов поверхностной обработки волокон,
которые могли бы улучшить их взаимодействие
с эпоксидными связующими. Наибольший эффект был получен при плазменной обработке волокон в присутствии
амино-
и карбоксилсодержащих соединений. Было достигнуто 1,5-3,0-кратное
увеличение напряжения сдвига, что, однако, нельзя считать достаточным.
Другим перспективным типом армирующих волокон являются волокна на основе поливинилового спирта (ПВС),
особенно пригодные для создания композиционных материалов пониженной
плотности. Плотность ПВС-волокон составляет
1260-1290 кг/м3. Что касается упругих свойств волокна, то
теоретическое значение модуля упругости кристаллических
ПВС-волокон составляет Е = 250-300 ГПа, что
сравнимо с модулем упругости ПЭ-волокон. Однако на практике чаще всего
используются волокна с Е = 60 ГПа. Предложен метод зональной вытяжки ПВС-волокон, который
оказался весьма эффективным: удалось увеличить степень вытяжки волокон
с 3,5 до 12,5. Сочетание зональной вытяжки
с вибрационным воздействием позволило
получить ПВС-волокна с модулем упругости до 115 ГПа и прочностью 2400 МПа.
Жидкокристаллические полиариленовые волокна и полиимидные
волокна ИВСАН
Новый и один из наиболее интересных классов высокопрочных и высокомодульных волокон составляют волокна на
основе гетероциклических полиариленов - PBZ-волокна. К их числу
относятся поли-п-фениленбензобистиазольные
(РВЕТ) и поли-п-фениленбензобисокса-зольные (PBZO) волокна.
Эти материалы отличаются уникальными свойствами, а именно, модуль
упругости 300 ГПа и выше, прочность 3-3,5 ГПа и высокая для органических волокон термостабильность.
Волокна были разработаны в США для композиционных материалов, предназначаемых
для создания современных аэрокосмических конструкций, работающих в экстремальных условиях.
Если в 1988 г. фирма «Дюпон де Немур»
выработала всего 19 кг волокна,
то с 1990 г. освоено производство этих волокон мощностью до 1 т/год. Фирма «Дау Кемикл»
с 1989 г. начала производство PBZO-
волокон в объеме 1-1,5
тыс. т/год. Предполагается, что стоимость PBZ-волокон будет
находиться на уровне высокопрочных углеродных волокон.
Как и в случае термотропных
жидкокристаллических полиэфирных волокон, для волокон PBZответственной
стадией в процессе их изготовления является термообработка, которая
позволяет увеличить их модуль упругости от 165 ГПа до 317 ГПа, а прочность при
растяжении - от 3 до 4,9 ГПа.
В табл. 12 приведены показатели PBZ-нитей и ПБТ-нитей, разработанных в НПО «Химволокно».
Из таблицы видно, что, хотя прочность
ПБТ-нитей пока ниже, чем у зарубежных аналогов, их модуль упругости
практически одинаков. Показатели тепло- и термостабильности ПБТ-волокон
также находятся на уровне этих свойств зарубежных PBZ-волокон и являются
самыми высокими для нитей органической природы. Столь высокие характеристики PBZ-волокон
(по прочности до 4,5 ГПа, а по модулю упругости до 400 ГПа)
ставят эти органические волокна в один ряд с углеродными (при меньшей
плотности), что обеспечит этому классу волокон большое будущее.
Заслуживает внимание еще один тип волокон, весьма перспективных для изготовления ПКМ. Это суперпрочные,
высокомодульные полиимидные
волокна, разработкой которых занимается Институт высокомолекулярных соединений (ИВС РАН). Волокна имеют марку ИВСАН, их свойства приведены в табл. 13.
Таблица 12. Свойства PBZ и ПБТ-нитей
Свойство
PBZO
PBZT
ПБТ
Прочность нити, Гпа
комплексной элементарной
4,1-5,5
5,7-5,8
3,0-3,5
2,8-4,1
2,3-2,5
2,8-3,21
Удлинение комплексной нити при разрыве, %
1,6-1,7
1,0-1,8
1,5-2,0
Модуль упругости, ГПа
267-360
280-385
280-320
Предельный модуль упругости, ГПа
630-690
614
—
Теплостойкость нити, % сохранения прочности
при температуре
300°С
400°С
500°С
-
Устойчива до 375°С на воздухе
80
70
50
Термостабильность нити, % сохранение прочности
после эксплуатации в условиях
200°С, 200 ч
300°С, 100 ч
400°С, 10 ч
73
75
85
80
50
Таблица 13. Свойства полиимидных
волокон ИВСАН
Свойство
ИВСАН-87
ИВСАН-89
ИВСАН-90
Плотность, кг/м3
1,45
1,50
1,52
Прочность при растяжении, ГПа при
20°С
200°С
400°С
1,7
1,3
0,8
3,2
2,5
2,2
5,1
4,3
2,8
Модуль упругости акустической, ГПа, при
20°С
200°С
400°С
30
22
15
225
170
90
292
250
120
Удлинение волокна
при разрыве, %
10
3-4
3-5
Теплостойкость (при потере 5% массы), °С
550
570
580
Свойства
борных волокон
Среди металлических волокон, которые можно использовать в качестве
наполнителей, волокна бора обладают наиболее высокими показателями удельной
прочности и жесткости, поскольку их плотность в 3 раза ниже плотности стали. Исключение составляют бериллиевые волокна,
но токсичность осложняет их использование в производстве композиционных материалов.
Температура плавления бора 2200°С, что
исключает возможность получения борных волокон из расплава фильерным
и даже «штабиковым» способами, используемыми в
производстве кварцевых волокон. Волокна бора
получают восстановлением водородом треххлористого бора или разложением бороводородов с одновременным осаждением образующегося
металлического бора на нагретую подложку - металлическую проволоку (обычно
вольфрамовую), углеродную или кварцевую нить
с токопроводящим покрытием.
В производстве непрерывного волокна нагретую до 950-1200°С вольфрамовую проволоку диаметром около 12 мкм с
натяжением протягивают в трубчатом
реакторе. Электрический ток подводится к проволоке с помощью ртутных
контактов, которые служат одновременно и гидравлическими
затворами газовых камер реактора. Проволока проходит камеру очистки отжигом в среде водорода, где
нагревается до 1000°С,
а затем реакционные камеры (камеры осаждения), насыщаемые смесью
водорода и треххлористого бора. На выходе из реактора волокна очищаются от ртути и продуктов побочных реакций. В некоторых
случаях поверхность волокна подвергают травлению для устранения микродефектов, понижающих его прочность.
Волокна длиной до 3000 м сматывают на бобины диаметром около 200 мм.
Параметры процесса изготовления борного волокна - температура, чистота и концентрация
реагентов, их соотношение - в значительной мере определяют структуру осажденного бора, а
следовательно, и свойства волокон. Не меньшее значение имеет
и отношение толщины осажденного слоя
к диаметру вольфрамовой проволоки.
Плотность осажденного бора составляет 2,2 г/см3, в то
время как сердцевина диаметром около 16 мкм
состоит из боридов вольфрама переменной
плотности (8-15 г/см3). Прочность при растяжении волокон бора
возрастает незначительно с увеличением толщины оболочки из бора. Однако
плотность волокон резко уменьшается по мере уменьшения содержания вольфрама, особенно при толщине оболочки до 80 мкм. Естественно, что при этом удельная
прочность волокон возрастает особенно интенсивно. По мере дальнейшего
увеличения толщины оболочки удельные значения прочности и жесткости возрастают
очень мало, но резко понижается гибкость
волокон. Диаметр стандартных борных
волокон колеблется в пределах от 90 до 110 мкм.
Гетерогенная структура борного волокна (наружная оболочка из
металлического бора микрокристаллической структуры и сердечник из
кристаллических боридов переменного состава) способствует возникновению высоких напряжений сжатия в сердечнике и
растяжения в оболочке, достигающих 80-100 кгс/мм2.
Поверхность борного волокна образована множеством «зерен» осажденного бора,
имеющих форму неправильных многоугольников
с площадью от 2 до 80 мкм2.
Разрушающее напряжение при растяжении волокон зависит от их длины
и диаметра и изменяется в широких пределах в зависимости от степени
дефектности. Разрушающее напряжение борных волокон при изгибе, определенное
при огибании их вокруг стержней-шаблонов, примерно вдвое превышает прочность при растяжении. Разброс
показателей прочности и жесткости промышленных борных волокон, оцениваемый
коэффициентами вариаций, изменяется в пределах
от 18 до 40% для прочности и 5-12% для модуля упругости.
Борные
волокна разрушаются как хрупкие материалы, зависимость напряжение - деформация
линейна до момента разрушения. С повышением температуры прочность и модуль
упругости волокна бора незначительно снижаются вплоть до 400-450°С, после чего начинается резкое снижение показателей.
Изменяется характер деформационных кривых; уменьшается предел
пропорциональности и появляются пластические деформации, которые
возрастают с температурой.
При 300°С
(температурный предел эксплуатации современных конструкций из боропластиков) падение показателей механических свойств волокон
бора составляет 10-15%. Резкое снижение разрушающего напряжения волокна при
изгибе начинается после прогрева при 200°С, что
связано с охрупчиванием поверхностного слоя. При 500°С прочность волокон
составляет 40% от исходной. При выдержке волокон
бора при 200°С в воздушной среде в течение 1000 ч прочность при растяжении не изменяется. При нагревании в
течение 120 ч при 400°С разрушающее напряжение при растяжении снижается до 200 кгс/мм2, в течение 1000 ч - до 100 кгс/мм2.
При температурах выше 400°С начинается заметное окисление поверхности волокон.
В бескислородной среде термическая стойкость борных волокон
достаточно высокая. Для предотвращения окислительной деструкции волокон на их
поверхность наносят тугоплавкие покрытия из карбида кремния, карбида бора и
др., толщина которых составляет несколько микрон.
Металлические
проволоки
Высокопрочные металлические проволоки - один
из самых доступных видов волокон, применяемых для армирования КМ.
Стальные проволоки.Изготовление стальной проволоки различных
диаметров налажено в промышленности уже давно в связи с использованием ее в
канатном производстве, для пружин, фильтров, сеток и т.п. Химический состав
наиболее распространенных сталей для получения
проволок приведен в табл. 14.
Технологический процесс получения стальных
проволок состоит из таких последовательных операций:
термическая обработка заготовки (прутка или
катанки) для устранения наклепа, полученного заготовкой при прокатке;
щелочно-кислотное травление для снятия с поверхностного слоя оксидов
(окалины); нанесение смазочного покрытия; волочение; термообработка для
придания проволоке дополнительного упрочнения
или пластичности.
Углеродистые
стали. Прочностные
характеристики углеродистых сталей
определяются их химическим составом, термической обработкой и величиной
пластической деформации. Содержание углерода в этих сталях находится в пределах
0,4-1,2%, однако высокие концентрации углерода (более 0,8%) снижают
пластичность и затрудняют пластическую деформацию и термообработку. Основные
легирующие элементы - Mn, Ni, Cr, Мо, повышающие
прочность. Вредные элементы, снижающие
прочность и вязкость проволок из углеродистой стали - это Siи
Zn,
которые, как и S,
скапливаясь на границах, вызывают красноломкость.
Таблица 14. Химический состав
наиболее распространенных сталей,
применяемых для
получения проволок
Марка стали
С
Мп
Si
Cr
Ni
Ті
Другие
элементы
Углеродистые и легированные
70
0,67-0,75
0,5-0,8
0,17-0,37
до 0,25
до 0,25
-
-
У8А
0,75-0,84
0,15-0,3
0,15-0,30
до
0,25
до
0,25
-
-
У12А
1,15-1,24
0,15-0,3
0,15-0,30
до
0,15
до
0,20
-
-
Мартенситостареющие
Н13М10К16
0,03
-
-
-
12,0
-
16,0 Со
11,0 Мо
Н8М18К14
0,03
-
-
-
8,0
-
14,0 Со
18,0 Мо
Нержавеющие аустенитные
Х18Н9
0,12
1,0-2,0
0,8
17-19
8,0-10,0
-
-
Х18Н9Т
0,12
1,0-2,0
0,8
17-19
8,0-9,5
0,7
-
Х18Н10Т
0,12
1,0-2,0
0,8
17-19
9,0-11,0
0,7
-
Нержавеющие аустенито-мартенситные
Х17Н7Ю
0,09
0,8
0,8
16-18
6,5-7,5
-
-
Х15Н9Ю
0,05-0,09
0,8
0,8
14-16
7,0-9,4
-
-
2Х15Н4АМЗ
0,23
1,2
1,0
15
4,9
-
2,0 Мо
Нержавеющие
мартенситные и мартенсито-ферритные
2X13
0,25-0,34
0,6
0,6
12-14
0,6
-
-
4X13
0,35-0,44
0,6
0,6
12-14
0,6
-
-
Х17Н2
0,11-0,17
0,8
0,8
15-18
1,5-2,5
-
-
Чтобы у проволоки с высоким содержанием углерода получить наиболее высокую прочность, стальную заготовку
(катанку) перед волочением подвергают термической обработке - патентированию.
Катанку нагревают до температуры закалки или чуть выше, а затем охлаждают на воздухе либо в расплавленных солях или свинце.
Температурой нагрева при патентировании высокоуглеродистых сталей является
температура аустенизации
(860-940°С). При ней заготовки
выдерживают, а затем ступенчато охлаждают сначала в
расплаве свинца или нитрате натрия при
410-550°С, а затем на воздухе или в воде. Для стали марки У12А
применяют сверхвысокий нагрев до 1100-1180°С.
Установлено, что наилучшей исходной структурой для получения
высокопрочной проволоки служит тонкопластинчатый перлит, который получают,
точно поддерживая температуру фазового превращения аустенита. При воздушном
патентировании получить достаточно однородную
структуру не удается. Охлаждение исходной проволоки диаметром менее 2
мм в свинцовых или соляных ваннах, где превращение происходит в условиях,
близких к изотермическим, дает равномерную
пластинчатую структуру. Перед патентированием иногда проводят высокотемпературную нормализацию, что также
способствует получению однородной структуры. Например, для стали У8А режим
нормализации таков: нагрев до 1050°С, выдержка 15 мин и последующее быстрое охлаждение на воздухе.
После термообработки заготовку подвергают пластической деформации
- волочению. Высокоуглеродистые стали волочат по переходам единичными обжатиями 15-37%, доводя суммарное
обжатие до 80%, а иногда и до 94%. Чтобы предотвратить появление дефектов
(винтовых трещин), на заключительном этапе волочение проводят с высокими
скоростями и малыми единичными обжатиями (10-12%). У проволок из высокоуглеродистых
сталей после волочения можно достичь предела прочности
280-300 кгс/мм2.
Резкого повышения прочности у стальных
проволок достигают также методом электротермической обработки,
который заключается в электрическом нагреве
заготовок со скоростью 400°С/с до аустенитного состояния,
прокатке в ручьевых калибрах, охлаждении на воздухе и холодном
волочении. Быстрый нагрев приводит к возникновению в образующемся аустените неоднородностей по углероду.
Они расположены в местах бывших пластин цементита. При последующей
деформации и охлаждении заготовки пластины
цементита направленно выделяются в основе из феррита. Холодное волочение
вытягивает их вдоль оси проволоки. Таким образом, в результате
электротермической обработки получают
своеобразный КМ, в котором ферритная основа упрочнена ориентированными волокнами цементита. Прирост
прочности для проволоки У8А после
такой обработки составляет 50-70 кгс/мм2.
Углеродистые стали имеют, однако, тот общий недостаток, что их высокая прочность сохраняется лишь до температур
200-250°С,
а затем резко снижается. Поэтому для армирования КМ более перспективны проволоки из таких теплостойких
сталей, как мартенситостареющие и нержавеющие.
Мартенситостареющие стали. Высокая прочность мартенситостареющих сталей обеспечивается сочетанием мартенситного превращения
и дисперсионного твердения. Главный метод изготовления этих сталей - вакуумно-индукционная
плавка с расходуемым электродом.
Стабильные механические характеристики мартенситостареющихсталей получают гомогенизацией заготовок при
1200-1260°С
в течение 1 ч. Прокатку заготовок начинают при этих
же температурах и заканчивают при 760-1000°С. Мартенситостарєющиестали способны хорошо деформироваться как в горячем, так и в холодном
состоянии. Холодная деформация этих сталей со степенью обжатия свыше 25%
возможна после закалки их с температур аустенизации. При закалке с температур 800-1000°С
предел прочности почти не изменяется. Иногда, если в структуре стали после прокатки есть карбонитриды
титана, закалку проводят с
1200°С. Закалка придаетмартенситостареющим сталям очень высокую пластичность: относительное удлинение - 15%, относительное сужение 75-85%.
Завершающая операция в технологическом процессе получения проволок из мартенситостареющих
сталей - старение, которое придает им высокую прочность. Его проводят
при температуре 450-510°С в
течение 6-8 ч. Способность мартенситостареющих
сталей упрочняться в результате старения - весьма ценное качество при
использовании их в качестве армирующих
элементов для легких сплавов. При изготовлении, например, КМ на алюминиевой основе
диффузионную сварку, прокатку или горячее прессование ведут именно в
том диапазоне температур, в котором такие армирующие волокна еще больше
упрочняются. Высокопрочные стальные проволоки других классов при температуре формирования КМразупрочняются.
Нержавеющие стали по структуре, приобретаемой после термообработки, делят
на три класса: аустенитные, мартенситные и аустенито-мартенситные.
По содержанию хрома и никеля аустенитные
нержавеющие стали называют нержавеющими
сталями типа 18-8; 18-12; 20-12; 25-12 и 25-20. Введение в их состав большого количества никеля смещает температуру превращения у-ав область отрицательных температур. Поэтому после закалки от
высоких температур (без значительного дальнейшего
переохлаждения) такие стали имеют структуру аустенита и при температурах выше комнатных фазовых превращений
не претерпевают.
Аустенитные
нержавеющие стали обладают ценными физико-механическими свойствами, обусловленными
их структурой. Высокую прочность они
сочетают с высокой пластичностью в широком диапазоне температур, а
коррозионную стойкость - с хорошей свариваемостью и технологичностью. Поэтому
нержавеющие аустенитные стали - наиболее
распространенный конструкционный материал для деталей ответственного
назначения. Высокопрочную нержавеющую проволоку чаще всего производят из сталей типа 18-8: Х18Н9; Х18Н10; Х18Н9Т; Х18Н10Т.
Волочение проволоки из сталей типа 18-8 с обжатиями, превышающими
92%, резко увеличивает упрочнение, но, в то же время, значительно снижает
пластичность проволоки. Поэтому, изготавливая проволоку с аустенитной
структурой, повышенные единичные обжатия применяют
при окончательном волочении. В производстве проволоки из стали с мартенситной структурой величины
единичных обжатий обычно ниже и определяются температурой в очаге деформации,
позволяющей завершить превращение у-ав
процессе волочения на окончательный размер. Температурные условия при
окончательном волочении можно
регулировать применением водоохлаждаемых волок и
эффективных смазок.
Высокопрочную проволоку с мартенситной
структурой получают также волочением заготовок
с предварительным их подогревом для повышения пластичности, и
следовательно, допустимых единичных обжатий. Применяют также
волочение заготовок, охлажденных до отрицательных температур. При этом в
процессе пластической деформации сталей с
нестабильным аустенитом мартенситное превращение интенсифицируется.
Так, в стали Х18Н10Т мартенситное превращение при волочении заготовки, имеющей
температуру 70°С,
завершается при деформациях 45-50%, а при
обычном холодном волочении требуется степень пластической деформации 75-80%.
Прочность
мартенситной проволоки превышает прочность аустенитной
на 40-50%.
К нержавеющим
сталям мартенситного класса, из которых получают высокопрочные проволоки, относятся
стали марок 3X13, 4X13, Х17Н2, 13Х14НЗФА и др. Структура и свойства этих сталей
зависят от содержания в них углерода и хрома: если углерода мало, а хрома более
15%, стали становятся ферритными и не закаливаются. Высокие механические
свойства сталей этой группы обеспечиваются термообработкой - закалкой с
высоких температур и отпуском. Закалку проводят, начиная с температур 950°С, однако при температурах около 1050°С увеличивается
количество остаточного аустенита. Охлаждающими закалочными средами выбирают
воздух и масло. После закалки проволоку из мартенситных сталей подвергают
отпуску. Для стали 3X13 наибольшую прочность (200 кгс/мм2)
приобретает проволока, отпущенная при 200°С.
Перспективным
материалом для производства высокопрочной проволоки является аустенито-мартенситная сталь 2Х15Н5АМЗ. Благодаря высокому
содержанию углерода и способности к интенсивному превращению в процессе
деформации волочением, эта сталь упрочняется в большей степени, чем другие аустенито-мартенситные, а также стали типа 18-8. Эту
проволоку часто подвергают комбинированной обработке - холодному и горячему
волочению. Наиболее высокие механические свойства (хорошую пластичность и
прочность до 300-320 кгс/мм2) проволока 2Х15Н5АМЗ
приобретает после холодного волочения с высокими (до 80%) суммарными обжатиями
и одним или несколькими промежуточными отжигами. Отжиги позволяют снять
внутренние напряжения и увеличить пластичность проволоки. Их обычно проводят
при температуре 450°С. Наиболее благоприятное сочетание прочности и пластичности
достигается проведением окончательного отпуска проволоки 2Х15Н5АМЗ при
400-450°Св течение 3-4 ч.
В последние
годы промышленностью освоен выпуск нержавеющих проволок с пределом прочности более
300 кгс/мм2. Одна из них - проволока марки
ЭП322, которая применяется в качестве армирующего элемента при создании КМ на основе легких сплавов. Эта проволока довольно
технологична: ее волочение можно проводить с практически неограниченными
суммарными обжатиями (98-99%). Между единичными обжатиями проволоку подвергают
отжигу при 400°С. Окончательной операцией для ЭП322, как и для большинства аустенито-мартенситных сталей, предусмотрен отпуск либо
калибровочная протяжка через алмазный фильер. Калибровка способствует
достижению более однородной структуры и большей стабильности механических
свойств. Предел прочности проволоки ЭП322 увеличивается с уменьшением ее диаметра
(табл.15).
Таблица 15. Зависимость прочности проволоки от
диаметра
Диаметр проволоки, мм
0,5
0,3
0,1
менее 0,01
Предел прочности, кгс/мм2
250-300
250-320
270-350
270-370
Проволоки из
вольфрама и молибдена. Хорошие прочностные свойства тугоплавких металлов при
высоких температурах обусловили их применение в качестве армирующих элементов
при создании жаропрочных КМ. Проволоки из вольфрама,
молибдена и их сплавов выпускаются промышленностью в больших количествах,
поэтому этот вид арматуры наиболее изучен и широко используется в КМ высокотемпературного назначения.
Производство
тугоплавких металлических проволок стало развиваться в связи с нуждами
электровакуумной техники. Но вольфрам и молибден электротехнического назначения
имеют недостаточно высокие прочностные характеристики. Металлургия
высокопрочных вольфрамовых и молибденовых проволок, специально предназначенных
для армирования металлов и керамики, получила развитие совсем недавно.
В настоящее время проволоки из тугоплавких металлов
изготовляют, в основном, методами
порошковой металлургии. Эти методы позволяют вводить в металл разнообразные присадки, особенно
неметаллические, и равномерно распределять их по объему
изделия, что не всегда удается методами литья. Присадки вводят для повышения
прочностных характеристик проволок,
увеличения их технологичности и придания специальных свойств.
Упрощенная схема производства проволоки и
ленты из тугоплавких металлов методом
порошковой металлургии показана на рис. 9.
Рис. 9. Схема производства проволоки и
ленты
из тугоплавких
металлов методом порошковой металлургии:
Порошки оксидов вольфрама получают из вольфрамовой кислоты H2WO4- конечного продукта металлургической и химической
переработки вольфрамсодержащих руд, например, шеелита CaWO4 и вольфрамита FeWO4+ MnWO4. Сырьем для
производства молибдена служат молибденовые руды
(молибденит MoS2), из которых
получают молибденовый ангидрид МоО3.
Металлический
порошок вольфрама или молибдена получают, восстанавливая их
оксиды водородом в две стадии. На первой стадии восстановление вольфрама ведут при температуре 620-670°С:
WO3 + H2→WO2
+ H2O, а восстановление молибдена - при 500-550°С:
МоО3 + Н2→ МоО2 + Н2О
Вторая стадия для
вольфрама осуществляется при 800-870°С:
WO2 +2Н2→W+ 2Н2О, а
для молибдена - при 870-920°С:
МоО2+2Н2→ Мо+2Н2О.
Присадки
(ThO2, K2O, CaO,
SiO2, La2O3,
Co, Feи
др.), обеспечивающие требуемый
уровень прочностных и других свойств, при производстве вольфрамовых проволок вводят в вольфрамовый
ангидрид WO3 перед его восстановлением, а при изготовлении
молибденовой проволоки - в оксид молибдена (IV) МоО2 перед второй
стадией восстановления.
Полученные
металлические порошки просеиваются, перемешиваются и увлажняются небольшим количеством глицерина в
спирте, а затем прессуются. Штабики из вольфрама прессуются давлением 4-6 тс/см2 на гидравлических
прессах в стальных разъемных пресс-формах,
молибден прессуют при меньших давлениях - 3,2-3,7 тс/см2. Иногда
применяют гидростатическое прессование, позволяющее получать прессовку с более равномерной по объему плотностью штабика.
Длина
прессованных штабиков составляет 280-600 мм, сечение -8 х 8-40 х 40 мм. Молибденовые штабики
прочнее вольфрамовых.
Чтобы
повысить прочность и электропроводность, штабики
подвергают низкотемпературному спеканию при
температуре 1000-1300°С в
атмосфере сухого водорода. При этом
снимаются внутренние напряжения, полученные при прессовании, а также
удаляется увлажнитель и восстанавливаются окисные
пленки на поверхности частиц металла. Компактные
заготовки с минимальной пористостью (до 5-15%) получают высокотемпературным
спеканием (сваркой) штабиков в атмосфере водорода, пропуская через штабики
электрический ток.
Вольфрамовые штабики подвергают
ступенчатому спеканию: сначала при
2000-2200°С и окончательно - при 2900-3000°С. Сварку молибдена
ведут либо в вакууме при 2300°С, либо в водороде
при 1950°С. Сварка
в вакууме занимает 15-30 мин, а спекание в водороде проводят за 6 ч в печах
косвенного нагрева, причем разовая загрузка в печь составляет около 100 кг.
Молибден, полученный вакуумным методом, пластичнее
сваренного в водороде. На свойства конечного продукта при спекании в водороде значительно влияет влажность
водорода, которая, как правило, должна быть минимальной.
Сваренные штабики
подвергают ротационной ковке с последующим волочением для
получения проволоки. Перед ковкой вольфрамовые штабики
нагревают до температур 1450±50°С в
атмосфере водорода, чтобы предотвратить хрупкое разрушение при пластической деформации. В дальнейшем, по мере повышения степени
деформации, эту температуру снижают
до 1250°С.
Начинают волочение вольфрама с диаметра 2,75
мм и ведут до 0,01 мм. На начальных
стадиях деформации температура волочения составляет
1000°С. Она постепенно
снижается до 400-600°С на заключительных операциях. Нагревают вольфрам с
помощью электрических нагревательных элементов или пламенем газовой горелки.
До диаметра 0,3 м
проволоки изготовляют с помощью волок из твердых сплавов, а при меньших диаметрах
- с помощью алмазных фильер. В качестве смазки при
волочении используют аквадаг - суспензию графита в воде.
В процессе изготовления вольфрамовую
проволоку подвергают нескольким
промежуточным отжигам. Первый отжиг проводят в газовой печи при 800°С на диаметре 0,5 мм, чтобы придать поверхности проволоки
некоторую шероховатость, позволяющую лучше впитать аквадаг. Затем
проволоку покрывают смазкой и сушат при 500°С. Следующие
промежуточные отжиги проводят в трубчатой электрической печи при 600-750°Сс одновременным волочением
через фильер на диаметрах 0,3; 0,12 и 0,05 мм.
При этом часть внутренних напряжений в проволоке снимается
и она становится более пластичной.
Технология получения молибденовой проволоки
практически та же. Отличие лишь в том,
что обработку более пластичного молибдена ведут
при температурах на 100-300°С
ниже, чем температуры обработки вольфрама.
Так, бесприсадочный молибден МЧ можно волочить с диаметра
0,3 до 0,02 мм без нагрева.
В зависимости от наличия и вида присадок промышленные проволоки из вольфрама, молибдена и их сплавов делят на
следующие марки:
Вольфрам ВЧ (чистый, без присадок); ВА (с кремнещелочной и алюминиевой присадками); ВМ (с кремнещелочной и ториевой присадками); ВТ-7, ВТ-10, ВТ-15
(с присадками 0,9; 1,4; 2,0% оксида тория соответственно); ВР-5, ВР-10, ВР-20
(сплав вольфрама с 5; 10 и 20% Кесоответственно);
ВАР-5, ВАР-10, ВАР-20 (сплав вольфрама с 5; 10 и 20% Reи присадками); ВРН (вольфрам с повышенным содержанием примесей, без присадок); ВР20Т2 (вольфрамо-рениевый сплав с 20% Reи
2% ТoО,);
ВАМ-3, ВАМ-5, ВАМ-7 и ВАМ-10 (вольфрам марки ВА, легированный 3; 5; 7 и 10% Мо);
Молибден МЧ (чистый, без присадок); МК (с кремнещелочной
присадкой); МС (с присадками Со, Feи Ni); MPH(без
присадок, но с повышенным содержанием примесей); МР-10, МР-20, МР-30, МР-40,
МР-50 (сплавы молибдена с 10; 20; 30; 40 и
50% Re);
Сплавы вольфрама и молибденаМВ-20 (сплав вольфрама с 20% Мо) и МВ-50 (сплав вольфрама с 50% Мо).
Поставляется проволока из вольфрама,
молибдена и сплавов на их основе горячетянутой
(черной), отожженной, очищенной и отожженной. От аквадага проволоку очищают отжигом во влажном водороде
при 1000-1100°С
либо электролитическим способом в 20%-ном растворе щелочи. Поскольку при отжиге
и очистке в водороде проволоки разупрочняются, в качестве упрочнителя КМ применяют либо горячетянутые, либо электролитически
очищенные вольфрамовые и молибденовые
проволоки.
Предел прочности промышленных неотожженных
проволок марок ВЧ, ВА, ВМ и ВТ зависит от
диаметра и составляет: 450-350 кгс/мм2(0,01-0,05 мм); 350-300 кгс/мм2 (0,05-0,10 мм); 300-250
кгс/мм2 (0,10-0,30 мм);
250-220 кгс/мм2 (0,3-0,5 мм). Прочность молибдена марки МЧ составляет: 250-200 кгс/мм2 (0,05-0,10 мм); 200-180 кгс/мм2 (0,1-0,3
мм) и 180-150 кгс/мм2 (0,3-0,5 мм). С повышением температуры предел прочности тугоплавких проволок
снижается.
Поскольку проволоки
тугоплавких металлов используются, в первую очередь, для армирования жаропрочных
КМ, способных работать под нагрузкой в условиях
высоких температур, очень важными их характеристиками являются длительная
прочность и ползучесть.
Бериллиевая
проволока. Одним из перспективных металлов для армирующих
элементов высокопрочных КМ считают бериллий. Это связано с его весьма малой плотностью (1850 кг/м3),
которая в сочетании с большими прочностью и модулем Юнга обеспечивает наиболее
высокие (по сравнению с другими металлическими проволоками) значения удельных
характеристик - прочности и жесткости. Так, бериллиевая проволока 01,8
мм имеет прочность при растяжении 112 кгс/мм2, модуль упругости Е = 32000 кгс/мм2.
Изготовляют
бериллий методами литья и порошковой металлургии. Гранулы бериллия, полученные
из фторида бериллия, расплавляют и разливают на слитки, которые затем
переплавляют в вакууме для рафинирования. Полученные слитки перерабатывают в
стружку, измельчая ее затем до порошка в шаровой мельнице. Порошок чаще всего
подвергают холодному прессованию и последующему спеканию. Заготовки бериллия
подвергают обработке давлением - прокатке, ковке, волочению.
Ввиду высокой
прочности бериллия и тяжелых условий, возникающих при протягивании через
волоку (высокие силы трения), волочение бериллиевой проволоки ведут с
подогревом либо в металлической оболочке из пластичного металла. Нагревают в
интервале 400-480°С, так как при этих температурах пластичность бериллия
высока и находится примерно на уровне малоуглеродистых сталей. Скорость
волочения примерно 70 м/мин. После изготовления проволоку отжигают для снятия
внутренних напряжений (700-730°С в течение 1 ч с последующим охлаждением на воздухе)
либо для увеличения пластичности (785-815°С в течение 30
мин).
К числу
недостатков, препятствующих широкому использованию бериллия в КМ, относят его низкую пластичность (1-2%) и высокую токсичность.
Непрерывные
металлические волокна, получаемые из расплава. Прочностные
характеристики металлических нитей, получаемых из расплава, как правило,
невысоки, но для изготовления большой группы волокнистых материалов, в которых
прочность арматуры не является решающей, такие волокна вполне пригодны. Одним
из способов получения непрерывных металлических нитей служит, например, способ
непрерывной экструзии из расплавов (рис. 10).
Рис.10. Схема установки для получения непрерывных металлических волокон
Расплав подается через штуцер 10 в
конический сосуд 2 с нагревательными элементами.
Под давлением газа, подаваемого через штуцер 1, расплав продавливается
через отверстия 3 в камеру 6, заполненную охлажденным воздухом или инертным
газом. Газ подается через трубки 4 с
помощью регулировочных вентилей 5. При прохождении через камеру 6
волокно отверждается и попадает в бункер 8. Необходимая
циркуляция охлаждающего газа обеспечивается вытяжным зонтом 7. Штуцеры 9 служат для вывода газов в
охлаждающее устройство в целях
повторного использования их в камере 6.
Чтобы получить тонкие и сверхтонкие (менее 50
мкм) непрерывные металлические
нити, применяют метод вытяжки волокон из капли (метод Тэйлора),
усовершенствованный проф. А.В. Улитовским. Суть метода заключается
в совместной вытяжке металла и стекла (рис. 11).
Рис. 11. Схема установки для получения
металлических волокон
в стеклянной
изоляции: 1 - металлический стержень в стеклянной оболочке;
2 - механизм
подачи; 3 - радиационный или индукционный нагрев; 4 - намоточное устройство
Металл 1, запаянный в стеклянные ампулы, нагревается
в индукторе 3 до плавления. Стекло при этом
размягчается и обволакивает металл, образуя металлическую нить в стеклянной
изоляции. С помощью механизма 2 подачи и специального быстровращающегося
барабана 4 можно вытягивать проволоки диаметром 1...30 мкм и длиной в несколько километров. Такие нити имеют ровную
поверхность, небольшой разброс прочности.
Зависимость между диаметром проволоки d, скоростью, вытяжки VB, скоростью подачи стержня и диаметром заготовки Dвыражается так:
Из полученных методом Тэйлора
металлических нитей следует отметить Sn, Ag, Ni, Co, Fe, а также латуни и
нержавеющие стали. Волокна имеют
следующую прочность (кгс/мм2): Sn- 15; Ag
- 65; Fe - 280.
На некоторых волокнах железа наблюдалась прочность, близкая к 1000 кгс/мм2. Удаляют
стеклянную изоляцию, стравливая ее в кислотах и расплавленных щелочах.
Комбинированные волокна
С целью
повышения физико-механических свойств КМ созданы
новые типы армирующих волокон и связующих, разработан ряд технологических процессов,
позволяющих наиболее полно использовать свойства исходных компонентов,
совершенствуются и разрабатываются новые конструктивные схемы материалов и изделий.
Создание высокопрочных и высокомодульных армированных материалов на основе
волокон бора, карбида кремния, органических и углеродных волокон и специальных
связующих позволяет получать изделия с повышенной коррозионной стойкостью и
теплостойкостью, высокими удельными характеристиками. Однако использование
таких материалов при обычных схемах армирования не приводит к
пропорциональному росту всех характеристик, в наибольшей мере возрастают только
свойства в направлении армирования. В связи с этим для повышения характеристик
в трансверсальном направлении и при сдвиге используются профильные волокна и
«ленточный наполнитель». Последний при однонаправленной схеме укладки
позволяет получить значения трансверсальной прочности и модуля упругости,
составляющие 80-85% от соответствующих характеристик в направлении армирования,
а прочность межслоевого сдвига составляет 100-140 МПа. Однако как изготовление,
так и использование таких наполнителей значительно усложняет технологию
получения материала в связи с необходимостью обеспечения прецезионной
укладки, что ведет к удорожанию изделия.
Использование
различных по составу волокон (гибридизация) и обеспечение их пространственного
расположения в наполнителе является одним из эффективных методов повышения
свойств композитов. Один из первых вариантов пространственно
армированного гибридного волокнистого наполнителя разработан на основе волокон
бора и органических волокон. В этом случае с целью улучшения технологичности
переработки борных волокон в качестве армирующего наполнителя используются
комплексные боростеклонити, у которых семь параллельно
уложенных волокон бора оплетены стеклянной нитью с шагом 4 мм (рис. 12). При
одноосной и ортогональной схемах армирования материала
такимнаполнителем установлено, что он
обладает высокой прочностью при сжатии, сдвиге, изгибе и усталостной
прочностью, на 25-30% превосходящей аналогичные характеристики обычных боропластиков. Комплексныеборостеклонити, легче пропитываются связующим и, уплотняясь
при формовании, обеспечивают необходимое содержание наполнителя в материале.
Замена моноволокнистого наполнителя спирально армированным приводит к некоторому снижению (на 10...15%)
механических характеристик в направлении армирования (в основном, модуля
упругости), повышению на 10-15% сдвиговых характеристик и существенному - на
35-65% возрастанию трансверсальной прочности и ударной вязкости.
Аналогичная структура
наполнителя предложена и для органических волокон, где в качестве пучка основной
арматуры использовались органические волокна, на поверхность которых по спирали
наматывались стеклянные волокна. Получаемый на основе такого спирально армированного
наполнителя материал в значительной мере приближается к структуре материалов
растительного происхождения и обладает аналогичной, например, древесине,
анизотропией свойств. При этом за счет введения низкомодульных волокон
существенно повышается стойкость к ударным нагрузкам.
Используя
принцип объединения гибридизации и пространственного армирования можно
получать пространственно армированные наполнители
повышенной технологичности, позволяющие регулировать свойства композитов. По
этому принципу разработаны бороуглежгуты, в которых
волокна бора, комплексные боростеклонити и углеродные
волокна в различных комбинациях обматываются стекловолокном с шагом 3,5-4,1
мм. При этом с увеличением количества углеродных волокон характеристики изделия
не снижаются, т.е. весовая эффективность материала возрастает.
На основе
комплексных наполнителей в настоящее время изготавливаются нетканые ленты,
рукавный трикотаж, комбинированные боростеклоткани.
При этом существенно снижается трудоемкость, сокращается длительность
процесса, появляется возможность механизации и автоматизации изготовления
конструкций из них при одновременном улучшении качества изделий.
Наряду с
улучшением технологичности высокомодульных наполнителей, использование
спирально армированных наполнителей позволяет регулировать механические
свойства композита. При этом уложенные по спирали армирующие волокна
объединяют волокна основного армирующего наполнителя в пучки, заставляя их работать более равномерно и за счет изменения условий
на границе раздела пучок-матрица увеличить работу разрушения материала.
Кроме того, повышается условный диаметр армирующих волокон, что приводит к возрастанию
прочности при сжатии и изменению характера разрушения. Вместе с тем, наличие
арматуры в направлениях, не совпадающих с направлениями основного армирования,
позволяет повысить трансверсальные свойства и характеристики материала при
сдвиге.
Таким образом,
используя волокна с различными прочностными, деформативными,
геометрическими и другими характеристиками, варьируя их соотношение и взаимное
расположение, можно получать наполнители, позволяющие в широких пределах
регулировать свойства композитов и совершенствовать технологию их изготовления.
Листовые
наполнители
Одним из основных способов изготовления
армирующих элементов с требуемой ориентацией волокон является их текстильная
переработка. Дискретные волокна можно
перерабатывать в пряжу. Пряжей называют нить из коротких волокон, соединенных при
помощи кручения. Пряжа может быть однородной (из одного рода волокон) и
смешанной (из смеси различных волокон). Предназначается пряжа
как для непосредственного армирования КМ, так и для последующей ткацкой или трикотажной переработки нитей.
Широкое применение находят листовые и слоистые наполнители, к которым
относятся войлок, ткани, холсты, сетки, бумага, пленки, ленты, фольга и др.
Возможны несколько методов войлокования - жидкостное, воздушное,
гравитационное и вакуумное. Например, при жидкостномвойлоковании (рис. 13) непрерывный листовой материал с
пористостью 80-95% изготовляется следующим образом. Суспензию из волокон подают
в питающий бак 1, откуда она поступает на покрытую фильтровальной бумагой сетку
2. С помощью роликов 3 сетка непрерывно перемещается, проходя над камерами 4
для отсоса жидкости. Сформованный войлок
проходит через прижимные валики 5 и после этого, в случае необходимости, спекается в печи 6.
Рис. 13.Схема жидкостного войлокованиянепрерывного листового
материала из металлических волокон:
В результате ткацкой переработки, которой
могут подвергаться и непрерывные проволоки и волокна, получают
сетки или ткани. Эти армирующие элементы характеризуются заданным порядком
взаимного расположения нитей, определяющим
их структуру и свойства.
Ткани – полотна, полученные из нитей основы
(продольных) и утка (поперечных) на ткацком станке.
Сетки – это материалы, используемые для
армирования в двух направлениях и для получения антифрикционных ленточных
материалов. Чаще для сеток используются металлические, стеклянные, углеродные и
полимерные волокна.
Ткани и сетки имеют хорошие технологические свойства. Широко используются
льняные, хлопчатобумажные ткани, асбестовые, стеклянные, углеродные,
базальтовые или синтетические. Ткани, ленты и сетки получают из крученных
нитейили ровингов. Они различаются по
составу, виду переплетений и имеют разную плотность.
Системы продольных (основы) нитей и
поперечных (утка) переплетаются так, что их
осевые линии изогнуты. Наиболее простые виды переплетения нитей в
тканях и сетках - полотняное и саржевое (рис. 14, а, б).
Рис.
14.Полотняное (а) и саржевое (б) переплетения
нитей
в тканях и сетках. Переплетение волокон в трикотажных сетках
«кулирная гладь» (в) и «ластик 1 + 1»(г)
Однако тканые сетки обладают рядом существенных недостатков, главный из которых - это то, что их можно
изготовлять только из достаточно пластичных пряж и волокон, Так, из стальных
проволок для переработки в сетки
полотняного плетения пригодны только пластичные проволоки, не обладающие высокой прочностью. Еще один недостаток тканых
сеток состоит в том, что наличие контакта между продольными и поперечными нитями
приводит к их пережимам в процессе уплотнения композиций.
Отмеченных недостатков в значительной степени лишены трикотажные,
т.е. вязаные, сетки. Сетки типа «кулирная гладь»
(рис. 14, в) состоят из петель, дающих петельные ряды, и столбиков, которые образуются
из нанизанных друг на друга петель и расположены в направлении,
перпендикулярном к петельным рядам. Более сложным строением обладают трикотажные сетки типа «ластик» (рис. 14, г), в которых
лицевые петельные столбики чередуются с изнаночными.
Армирующие сетки трикотажного плетения обладают хорошей растяжимостью.
Это облегчает формовку заготовок
армированных композиций, особенно для
деталей сложной конфигурации. Прочностные свойства таких сеток анизотропны в двух направлениях, что обусловлено их
различной плотностью в направлении
петельных рядов и петельных столбиков (рис.
14, в, г).
Трикотажные сетки можно изготовлять из
высокопрочных металлических проволок
0,02-0,2 мм с относительным удлинением 1-3%. Их упругая петельная объемная структура способствует
уменьшению контактных напряжений и снижению числа
контактов при формовании армированных композиций,
особенно при использовании порошковых матриц.
Приемы вязания можно успешно применять для переработки непрерывных относительно хрупких нитей, например,
волокон бора и карбида кремния. В этих случаях параллельные ряды
высокомодульной арматуры обвязываются
пластичной проволокой в поперечном направлении. Такие комбинированные
сетки весьма технологичны и существенно
облегчают сборку заготовок для армированных композиций.
Весьма перспективны вязаные сетки объемного плетения и различные
комбинированные сетки. Составленные из волокон различной природы, сплетенных в нужном порядке, такие сетки
могут обеспечить в КМ необходимую направленность
прочностных и физических свойств.
Плетёные материалы (система двух нитей) позволяют повысить
прочность и жесткость изделий при межслоевом сдвиге в 2-2,5 раза. Однако
недостатком этого метода является искривление арматуры, что с ростом толщины изделия способствует ухудшению
свойств в направлении основы. Более толстостенные изделия могут быть
получены, если армирующий каркас создается
системой трех нитей. Такая структура показана на рис. 15.
Рис.15.3D плетёная структура
наполнителя
При изготовлении материалов, армированных системой
трех нитей, прочность при трансверсальном растяжении
возрастает в 4-5 раз, модуль межслойного сдвига - в 1,2 раза, прочность при
межслойном сдвиге - в 2-2,5 раза.
В последнее время предложен ряд способов трехмерного армирования,
основанных на технологии пространственного плетения. Пространственное плетение - это технология получения
трехмерноармированных
структур непрерывным переплетением волокон. Во время процесса плетения все
носители волокна движутся одновременно. В этом заключается коренное отличие плетения от ткачества, где нити основы держит
неподвижная рамка, а одиночное волокно продергивается подвижным челноком. В механизмах пространственного
плетения (рис. 16) используют
множество носителей армирующего волокнистого материала.
аб
Рис. 16.Устройства пространственного
плетения:
а - плетение в цилиндрической системе координат;
б - плетение в декартовой системе координат
Переплетение нитей
или жгутов происходит во время движения по направляющим базовой плиты. Расположение
направляющих соответствует плетению либо в декартовой,
либо в цилиндрической системах координат.
Ленты бывают тканные и нетканные из
стеклянных, базальтовых, углеродных и синтетических волокон. Очень часто
применяется нетканый рулонный материал из хаотически расположенных штапельных
волокон, пропитанных связующим, и армированными в продольном направлении
комплексными нитями.
Полотна бывают нитепрошивные и вязальнопрошивные.
Нитепрошивные полотна представляют собой непрерывный
материал, образованный из основы в виде продольной системы ровингов, на который
под заданным углом укладывается система поперечного ровинга, скрепляемая
тонкими стеклянными или синтетическими нитями. Нити могут составлять до
10 % объема. Вязальнопрошивные полотна получаются из текстильного ровинга с
прошивкой крученой нитью.
Из разориентированных нитевидных
кристаллов и коротких волокон и проволок изготовляют войлок, бумагу, маты.
Стекломаты – это рулонные материалы, состоящие
из хаотически расположенных штапельных нитей или волокон, скрепленных связующим
или без него.
Трикотажные материалы выпускают в виде полотен, рукавов, заготовок сложной
формы, которыми можно армировать профили сложной конфигурации. Прочность
армированных пластиков на их основе ниже, чем с другими тканными материалами.
Бумага – представляет собой слоистый
материал из хаотически расположенных волокон, скрепленных связующим.
Преимуществом материалов на основе бумаги является низкая стоимость, гладкая
поверхность, легко регулируемая толщина, возможность изменения формы и
размеров. К недостатком слоистых материалов на основе бумаги
относится низкая ударная прочность и способность к растрескиванию.
В качестве наполнителей в КМ в современной электронной промышленности для
производства плат используется металлические пленки (фольга). Наиболее
распространена медная фольга, которая после электролитической обработки
приклеивается к слоистому материалу на основе полиэфирных, эпоксидных и фенольных
смол. Второе место занимает алюминиевая фольга, иногда используется никелевая.
Тканые
материалы на основе стекловолокон
При
изготовлении крупногабаритных изделий в качестве армирующего
материала обычно применяются стеклоткани. Стеклопластики на их основе носят название стеклотекстолитов.
Стеклоткань
изготовляют на обычном ткацком оборудовании путем взаимного переплетения двух систем
нитей, расположенных перпендикулярно друг к другу. Одна система нитей,
расположенная вдоль ткани, называется основой, а другая
система - утком и расположена в перпендикулярном
к основе направлении.
Промышленность
выпускает большое количество стеклотканей, различающихся
между собой по весу, толщине и типу переплетения. Для производства конструкционных
стеклотекстолитов обычно применяются полотняные,
сатиновые и кордные ткани. Перечисленные ткани изготовляются из крученых
нитей. Исключение составляют некоторые виды
кордных тканей, которые изготовляются на ткацких станках из некрученых нитей
(жгутов).
Переплетение
тканей определяется порядком взаимного переплетения нитей основы и утка. В зависимости
от типа переплетения изменяется волнистость нитей, т.е. величина отклонения
нитей от прямой при переплетении с другими
нитями, а вследствие этого и прочностные свойства стеклотканей. Применение стеклотканей
с более выпрямленными нитями обеспечивает
более высокую прочность стеклопластиков на их основе.
Наибольшую
волнистость нитей имеют полотняные стеклоткани: в таких тканях перекрытие нитей
идет под углом 90°, причем нити
основы, и утка имеют
одинаковую толщину.
В
тканях сатинового переплетения волнистость нитей значительно меньшая.
Это объясняется тем, что каждая нить основы или утка проходит над пятью,
восемью или другим количеством нитей утка или основы (5/8-ремизный сатин и т.
д.). В сатиновых тканях волнистость нитей
уменьшается с увеличением ремизности. Вследствие
этого прочность стеклотекстолита на основе сатина 8-ремизной структуры
на 10 -15% выше прочности стеклотекстолита на
основе ткани 5-ремизной структуры.
К
идеальному случаю - наиболее выпрямленная нить в ткани - ближе всего стоят ткани с усиленной основой или утком,
так называемые кордные.В кордных стеклотканях прочность в каком-либо одном направлении очень
высока по сравнению с прочностью в другом направлении
за счет того, что при выработке ткани в направлении основы берется
большее число нитей, чем в направлении утка (или наоборот). Обычно для повышения прочности в нужном
направлении применяется также более прочная нить.
Кордные
стеклоткани выпускаются двух типов: из крученых и некрученых
нитей. Кручение нити неизбежно связано со снижением ее прочности вследствие
механического разрушения части волокон и неравномерного их натяжения в нити.
Применение некрученых нитей по сравнению с кручеными при изготовлении тканей приводит к повышению прочности стеклотекстолитов на 10-15% и
снижению стоимости материала из-за невысокой стоимости производства
некрученых нитей. Кордные ткани из
некрученых нитей находят все большее применение.
В табл. 16 приводятся
характеристики основных типов стеклотканей,
применяемых для армирования конструкционных стеклопластиков.
Каждый
из типов стеклотканей имеет свои отличительные технологические
особенности, которые должны учитываться при выборе ткани для конкретного вида
изделия. Ткани полотняного переплетения используются при изготовлении изделий
простой формы с равномерной прочностью.
Сатиновые ткани обеспечивают лучшую выкладку на сложной пресс-форме, поэтому они применяются в
качестве основного армирующего
материала при изготовлении изделий, имеющих чаще всего сложную конфигурацию.
Кордные ткани используются при изготовлении изделий с преобладающей прочностью в одном
направлении со строгим соблюдением ориентации стеклоткани в этом
направлении.
Таблица 16. Характеристики стеклотканей
Стеклоткань
Толщина,
мм
Ширина стеклоткани
с
кромками, см
Содержание
замасливателя,
%, не более
Прочность
на разрыв полоски
размером 25x100 мм,
не менее
Плотность
(число
нитей на 1 см)
основа
уток
основа
уток
Стеклоткани сатинового переплетения
АСТТ(б)-С2-8/3
0,23-0,25
92±2
2,5
220
110
36±2
20±1
АСТТ(б)-С2-8/3
0,36-0,39
92±2
2,5
275
162
22±1
13±1
ТС-8/3-250
0,23
92±2
2,0
250
145
36±2
20±1
Кордные стеклоткани
ЖСК 10/10
0,25-0,28
92±2
2,5
380
25
10±1
10±1
56/10
0,25-0,28
92±2
2,5
370
50
56±2
10±1
Слоистые композитные материалы
К слоистыми композитами (англ. LCM -
Laminatedcompositematerials) относят композиционные материалы, у которых
входящие в композицию элементы выполнены в виде слоев.
Первыми
высокотехнологичными слоистыми композитами можно считать древние стальные
изделия, производившиеся методом кузнечной сварки из различных сортов железа. Давнюю
историю имеют слоистые кровельные материалы на основе дегтей и природных смол.
В 13 веке в Венеции начали производить стеклянные зеркала, покрытые оловянной
амальгамой. Во Франции с 16 века начато
изготовление разнообразных издели из папье-маше.
Первая промышленная революция 19 века ввела в употребление клееную фанеру и различные
виды картона.
Этим
композитам присуща высокая изгибная прочность. Слоистая конструкция
создает исключительно богатые возможности для создания материалов с
разнообразными сочетаниями технологических, декоративных, механических,
теплофизических, электрических, оптических, химических и др. свойств, в которых
- каждый слой имеет свою специальную функцию или даже несколько функций.
Некоторые слоистые композиты состоят из одинаковых повторяющихся
слоев, другие - составляются из совершенно разных.
Отдельные
материалы в слоистых композитах объединяются в единое целое в ходе
полимеризации, склеивания, пайки или сварки. В технологиях
получения слоистых структур используют самые разнообразные технологические
процессы: налив, набрызг, осаждение, напыление,
спекание, литье под давлением, экструзия, пултрузия,
прокатка, намотка, выращивание, вспенивание и т.д.
Слоистые
композиты производятся как в виде плоских листов или панелей, так и в виде
изделий сложных геометрических форм. Тонкие слоистые композиционные материалы
могут производиться в рулонном виде.
В силу принципиального многообразия слоистых композитов построить их
стройную классификацию довольно затруднительно.
Рассмотрим
наиболее распространенные слоистые КМ.
Гетинакс(англ. paper-based laminate).
Электроизоляционный слоистый прессованный материал,
изготовленный из нескольких слоев бумаги, пропитанной фенолоформальдегидной или
эпоксидной смолой.
- легко
поддается механической обработке (сверление, фрезерование, распиловка,
штамповка в нагретом состоянии);
- обладает
высокими диэлектрическими свойствами, не стоек к сильным кислотам и особенно к щелочам, но хорошо противостоит действию жиров
и минеральных масел;
- электрическая
дуга быстро его обугливает и он становится
токопроводящим;
- электроизоляционные
свойства материала сильно зависят от влажности и температуры окружающей среды.
Во избежание значительного снижения электрического сопротивления гетинакса в условиях влажной атмосферы детали из него после
механической обработки лакируются, за исключением влагостойкой марки ЛГ;
- материал не
токсичный, не взрывоопасный, горючий;
- можно
длительно эксплуатировать при рабочей температуре от -65°С до +120°С.
В табл.17 и 18
приведены технические характеристики гетинаксов и
наиболее распространенные марки.
Таблица 17. Технические характеристики гетинаксов
Наименование
показателей
Ед. изм.
Гетинакс
Гетинакс ЛГ
I
V
Разрушающее
напряжение при изгибе перпендикулярно слоям, не менее
МПа
135
130
80
Разрушающее
напряжение при растяжении, не менее
МПа
120
100
60
Водопоглощение, не более для листов толщиной 3,5 мм
мг
-
-
50
Удельное
объемное электрическое сопротивление после кондиционирования
в условиях
24ч/23°С/93%, не менее для листов
толщиной до 2,0 мм
Ом∙м
1∙106
-
-
- для листов
толщиной до 4,0 мм
Ом∙м
-
1∙108
-
- для листов
толщиной до 8,0 мм
Ом∙м
-
-
5∙108
Пробивное
напряжение параллельно слоям (одноминутное проверочное испытание)
в условиях М
(90°С),
трансформаторное масло, не менее
кВ
16
40
30
Плотность
кг/м3
1300-1400
1250-1350
Таблица 18. Марки гетинаксов
Марка
Композиция
Класс
нагревостойкости, °С
Назначение
Гетинакс ГОСТ
2718-74
Бумага,
фенолоформальдегидное
связующее
120
Для изготовления деталей электротехнического
назначения для работы на воздухе в условиях нормальной
относительной влажности окружающей среды
(относительная влажность 45 - 75% при температуре 15 - 35°С)
и в трансформаторном масле при напряжении до 1000 В и частоте тока 50 Гц
Гетинакс ГОСТ
2718-74
Бумага,
эпоксифенольное
связующее
120
Для изготовления деталей электротехнического
назначения для работы на воздухе в условиях нормальной относительной
влажности (45 - 75% при температуре 15 - 35°С) и в трансформаторном масле при напряжении свыше
1000 В
и частоте тока 50 Гц для толщин 5,0 - 50,0 мм и при
напряжении до 1000 В и частоте тока 50 Гц для толщин
1,0 - 4,4 мм
Гетинакс
лавсановый ЛГ
ТУ 16-503-224-82
Лавсановая бумага,
эпоксифенольное
связующее
150
Для изготовления деталей электротехнического
назначения для работы на воздухе при (15-35)°С и 45-75%,
а также при (40±2)°С
и (93±2)% без дополнительного влагозащитного лакового
покрытия.
Электротехнический
вид гетинакса - это материал, нашедший применение как
электроизолятор, в процессе производства
электрических машин, в создании трансформаторов и телефонных аппаратов, а также
в радиотехнике и аппаратуре высоковольтного типа. Из гетинакса
делают электроизоляторы, панели, которые могут быть
как пластичными, так и трубочными, колодки для зажимов, шайбы изолирующего
типа, прокладки, трубки и цилиндры.
Фольгированный
тип материала применятся в процессе изготовления печатных плат для того, чтобы
реализовывать печатные схемы.
Декоративный
вид гетинакса используют в качестве отделочного материала
для облицовки поверхностей в каютах, коридорах, салонов на кораблях, самолетах,
в автобусах, троллейбусах и вагонов железнодорожных составов. Помимо этого,
декоративный материал может быть применен в строительстве или в процессе
отделки мебели.
В электронике наиболее известен фольгированный гетинакс,
выполненный в соответствии с ГОСТ 10316-78.Данный материал используется для изготовления печатные плат для
поверхностного монтажа. Главное преимущество гетинакса
перед другими электроизоляционными материалами: текстолит и стеклотекстолит,
является то, что его достаточно легко механически обрабатывать.
Текстолит (англ. textolite) изготавливают горячим прессованием нескольких
слоев ткани, пропитанной термореактивными смолами.
В отличие от гетинакса (слоистого пластика на основе бумаги) текстолит
представляет собой многослойный материал на основе тканей из хлопка,
пропитанных спиртовым раствором фенолформальдегидной или крезолформальдегидной
смолы, изготовленный методом горячего прессования.
Благодаря своей
слоистой структуре из хлопчатобумажных тканей полимер характеризуется:
- низким
коэффициентомтрения (0,02 со смазкой и
0,32 без смазки);
- небольшой
плотностью (1,3- 1,4 г/см3);
- ударная вязкостью 35 кгс-см/см²;
- разрушающим
напряжением при изгибе 1600 кгс/см²;
- теплостойкостью
по Мартенсу 1400°C.
- высокой
степенью ударной вязкости;
- химической
инертностью;
- легкостью
механической обработки (сверление, резка, штамповка);
- хорошими
диэлектрическими и электростатическими свойствами.
Используется в
качестве конструкционного материала в приборо- и
станкостроении, машиностроении, в том числе химическом и нефтехимическом, в
автоматических системах управления, судо- и тракторостроении и других отраслях.
Из текстолитов изготавливают: шестерни; сепараторы для подшипников,
обеспечивающих высокие скорости; кулачки, обладающие малой инерцией для различных
станков, венцы червячных колес, втулки, амортизирующие прокладки,
уплотнительные кольца и т.д.
Нашел широкое
применение как заменитель цветных металлов для вкладышей подшипников прокатных
станов в металлургической промышленности (марка ПТМ-2), как конструкционный и
поделочный материал в авиа- и машиностроении (марки ПТК и ПТ); для изготовления
направляющих роликов в самолетах, шестерен в автомобилях и других технических
изделий, к которым предъявляются высокие механические требования. Текстолитовые
шестерни в отличие от металлических работают бесшумно.
Существует два вида текстолитов:
1.Конструкционный.
Марки ПТК, ПТ. Диапазон рабочей температуры: -40°C до +105°C.
Композит марки
ПТК, используется для производства втулок, шестеренок, подшипников;
Композит марки
ПТ (поделочный текстолит), характеризуется более низкой прочностью по сравнению
с ПТК, используется для изготовления разного вида прокладок, амортизационных
изделий, втулок, колец, не требующих высокой нагрузки.
2. Электротехнический.
Марки А, Б, ВЧ, ЛТ. Температурный интервал от -65°C до +105°С.
Композит марки
A обладает высокими электроизоляционными параметрами. Применяется для деталей,
работающих на открытом воздухе, в трансформаторном масле, при частоте 50 Гц;
Композит марки Б имеет более высокие механические характеристики, часто
используется в качестве конструкционного;
Композит марки
ВЧ способен выдерживать частоту 106 Гц;
Композит марки
ЛЧ, основа – полиэфирная ткань, используется для изготовления изделий,
сохраняющих работоспособность при относительной влажности 95%, в температурном
диапазоне от -65°C до +120°C.
В табл.19-20
приведены технические характеристики текстолитов наиболее распространенных
марок.
Таблица 19. Состав и область применения текстолитов
Марка
слоистого пластика
Состав
Жаропрочность,
°С
Область
применения
Текстолит А, Текстолит Б,
ГОСТ 2910-74 и
ТУ 05758799-014-96
(для толщины свыше 50,0 мм)
Хлопчатобумажная ткань,
фенолформальдегидная
смола
105
Текстолиты А и Б
листовые предназначены для изготовления деталей электротехнического
назначения,
для работы в трансформаторном масле и на воздухе в
условиях нормальной относительной
влажности 45-75% при температуре (15-35)°С и частоте тока 50 Гц.
Конструкционный текстолит ПТК
ГОСТ 5-78
Хлопчатобумажная ткань,
фенолформальдегидная
смола
105
Текстолит ПТК листовой предназначен для изготовления
шестерен червячных колес,
втулок, подшипников скольжения, колец.
Поделочный текстолит ПТ
ГОСТ 5-78
Хлопчатобумажная ткань,
фенолформальдегидная
смола
105
Текстолит ПТ листовой предназначен для изготовления
тех же деталей, для которых предназначен
текстолит ПТК, но работающих при более низких
нагрузках.
Таблица 20. Технические характеристики текстолитов
Наименование
показателей
Ед. изм.
Текстолит
Текстолит
ПТК
Текстолит ПТ
А
Б
Разрушающее напряжение при изгибе перпендикулярно
слоям, не менее
МПа
90
100
152
142
Разрушающее напряжение при
растяжении, не менее
МПа
35
45
-
-
Разрушающее напряжение при сжатии
параллельно слоям, не менее
МПа
160
155
Ударная вязкость по Шарпи на
образцах без надреза,
не менее
КДж/м2
с надрезом
7,8
36
36
Водопоглощение, не более
для листов толщиной 3,5 мм
%
мг
-
166
-
255
0,7
-
0,7
-
Удельное объемное электрическое
сопротивление после кондиционирования в условиях 24
ч/ 23°С/93%, не менее, для листов
толщиной до 8,0 мм
Ом∙м
1∙106
Пробивное напряжение параллельно
слоям (одноминутное проверочное
испытание) в условиях М (90°С),
трансформаторное масло, не менее
кВ
15
Плотность
кг/м3
1300-1450
1300-1400
1300-1400
Асботекстолит - представляют собой слоистые листовые прессованные
материалы, состоящие из нескольких слоёв хлопчатобумажной или асбестовой ткани,
пропитанной термореактивной фенолоальдегидной, крезолоальдегидной, ксиленоальдегидной смолой или смолой из смеси фенольного
сырья.
- Имеет более
высокую теплостойкость, чем текстолит, и отличается хорошими фрикционными свойствами.
- Выдерживает
механическую обработку обтачиванием, фрезерованием, сверлением без образования
трещин, сколов и расслоений.
- В обычной состоянии асботекстолит нетоксичен.
- При
обработке возможно образование пыли, которая оказывает вредное воздействие на
организм человека: пыль раздражает поверхность открытых участков тела и верхние
дыхательные пути.
- Относится к трудногорючим материалам, температура самовоспламенения
более +500°С.
Асботекстолит
бывает 3-х марок: А, Б, Г предназначен для
изготовления тормозных и иных фрикционных устройств, прокладок, деталей
механического сцепления и других технических деталей, а также в качестве
теплоизоляционного материала.
Благодаря этим
качествам он используется для изготовления тормозных деталей и устройств,
механизмов сцепления и прокладок, работающих при повышенных температурах.
Детали из
асботекстолита применяются в авиационной и ракетной технике для внешней и
внутренней теплозащиты. Изделия из асботекстолита могут длительно работать при
температурах до 200°С, непродолжительное время до 250-500°С и кратковременно до 1800-45000°C
В табл.21
приведены технические характеристики асботекстолитов.
Таблица 21. Технические характеристики асботекстолитов
Наименование
показателя
Норма
Марка А
Марка Б
Изгибающее
напряжение при разрушении, MПа,
не менее
108
90
Ударная
вязкость по Шарпи на образцах без надреза, кДж/м2,
не менее
29
26
Водопоглощение, %, не более
2,0
2,0
Рабочая
температура, °C
-40 – +130
-40 – +130
Стеклотекстолит - материал,
имеющий многослойную стеклотканевую основу. Данная основа изготавливается
склеиванием отдельных слоев стеклоткани путем горячего прессования. В
качестве связующих компонентов при изготовлении слоистого пластика
используются следующие составы: кремнийорганические соединения,
фенолоформальдегидные смолы, полиорганосилоксаны.
Имея свои
физико-технические показатели, материал широко применяется в условиях
воздействия агрессивной среды, а также местах, имеющих высокий
температурный режим. Это обусловлено тем, что он способен выдерживать температурные
перепады в диапазоне от -40 до 105°С. Еще в
качестве преимуществ, давших промышленную ценность стеклотекстолиту, можно
выделить такие показатели, как высокая прочность, теплостойкость, эластичность
и износостойкость. Помимо этого, пластик хорошо поддается обработке.
Материал имеет
следующий перечень свойств и характеристик:
- устойчивость
к возгоранию;
- стойкость к
температурным перепадам;
- эластичность;
- высокий
запас прочности на износ;
- простота в
обработке;
- малый
удельный вес стеклотекстолита;
- экологичность;
- высокая диэлектричность;
- влагостойкость;
- долговечность
при эксплуатации;
- устойчивость
к воздействию агрессивных сред.
В табл.22
приведены технические характеристики стеклотекстолитов.
Таблица 22. Технические характеристики стеклотекстолитов
Наименование
показателей
Ед.изм.
стекло-текстолит СТЭФ-У
стекло-текстолит СТЭФ, СТЭФ-1
стекло-текстолит СТЭФ-Т
стекло-текстолит СТ-ЭТФ
стекло-текстолит ЭЛИЗЛАМ 225 (СТТ)
стекло-текстолит СТЭБ
стекло-текстолит СТЭФ-П
стекло-текстолит СТЭФ-ПВ
стекло-
текстолит
КАСТ-В
Разрушающее напряжение при изгибе
перпендикулярно слоям, не менее
при (15-35)°C 45-75%,
МПа
350
350
--
350
350
350
225
--
--
Разрушающее напряжение при
растяжении, не менее
МПа
220
220
180
220
220
220
--
--
--
Ударная вязкость по Шарпи, не менее:
на образцах с надрезом
на образцах без надреза:
по основе для т. 3,0 мм
по утку для т. 3,0 мм
кДж/м²
50
--
--
50
--
--
--
--
--
50
--
--
50
--
--
50
--
--
--
--
--
--
--
--
--
88
64
Удельное объёмное электрическое сопротивление после
кондиционирования в условиях 24ч/23°C/93%, не менее,
для листов толщиной до 8,0 мм
Ом∙м
1∙1010
1∙1010
1∙1012
1∙1010
1∙1010
5∙1010
--
--
--
Горючесть (время горения), не более
с
--
--
--
--
--
5
--
--
--
Водопоглощение, не более
для т. 1,5 мм
для т. 3,5 мм
для т. 1,5 мм
для т. 3,5 мм
мг
%
19
23
--
--
19
23
--
--
19
30
--
--
19
23
--
--
19
23
--
--
19
23
--
--
--
--
--
--
--
--
--
--
--
--
1,9
1,7
Плотность
кг/м3
1700- 1900
1600- 1900
1910- 1950
1700- 1900
1700- 1900
1750- 2050
1600- 1900
1600- 1900
не более
1850
Ввиду универсальности
изделия, применение стеклотекстолита распространяется в таких отраслях современной
промышленности, как электротехника, энергетика, машиностроение, станкостроение,
химия и нефтехимия. В машиностроении он используется для изготовления роликов,
подшипников, шайб, шестерней, втулок и т.д. В электротехнической отрасли
пластик служит для производства вкладышей подшипников, колодок, шкивов и т.д.
Стеклопластик -
композиционный материал, состоящий из стеклянного наполнителя и синтетического
полимерного связующего. Наполнителем служат в основном стеклянные волокна в
виде нитей, жгутов (роввингов), тканей, матов,
рубленых волокон; связующим - полиэфирные, феноло-формальдегидные, эпоксидные,
кремнийорганические смолы, полиимиды, алифатические полиамиды, поликарбонаты и
др. Для стеклопластика характерно сочетание высоких прочностных,
диэлектрических свойств, сравнительно низкой плотности и теплопроводности,
высокой атмосферо-, водо- и химстойкости.
Механические свойства стеклопластика определяются преимущественно
характеристиками наполнителя и прочностью связи его со связующим,
а температуры переработки и эксплуатации - связующим.
В табл.23
приведены технические характеристики стеклопластиков и их сравнение с
распространенными материалами.
Таблица 23. Технические характеристики стеклопластиков
Наименование
показателей
Стеклопластик
ПВХ
Сталь
Алюминий
Плотность, т/м3
1,6–2,0
1,4
7,8
2,7
Разрушающее
напряжение при растяжении, кН/м2
410–1180
41–48
410–480
80-430
Предел прочности
при изгибе, кН/м2
690–1240
30–110
400
275
Модуль упругости
при растяжении, ГПа
21–41
2,8
210
70
Коэффициент
линейного расширения, 10–6°С-1
5–14
54–75
11-14
2,2-2,3
Коэффициент
теплопроводности, Вт/мК
0,3–0,35
0,3
46
140-190
Стеклопластики используются
в различных отраслях техники. Использование их в качестве электроизоляционных
материалов в приборах, электромашинах и аппаратах значительно повышает
надежность и срок службы оборудования. Стеклопластики применяют в авиационной промышленности
в качестве конструкционного и радиотехнического материала. Это - основной
материал для обтекателей радиолокационных станций. Из них строят небольшие
моторные, гребные и парусные суда, не имеющие швов, не требующие окраски и не
гниющие. Стеклопластики используются в автомобилестроении (кузова, кабины,
сиденья), электро- и машиностроении (шахтное оборудование, бурильная техника и
т. п.). В строительстве стеклопластики применяются в качестве прозрачной
кровли, для безрамного остекления окон, навесов, переборок и изготовления
мебели. Для этой цели они выпускаются в виде гофрированных листов.
Гипсокартон (англ. plasterboard) - популярный легкий строительный материал,
применяемый для облицовки стен и потолков. Состоит из слоя гипса и
двух слоев специального картона.
Гипсовая
основа, оклеенная с двух сторон специальным картоном (для большей прочности и
более гладкой поверхности), образует гипсовую панель или плиту, которую
упрощенно называют гипсокартоном. Картон выполняет
две функции: он является частью армирующего каркаса и одновременно прекрасной
основой для нанесения финишных отделочных материалов
(декоративной штукатурки, обоев, краски, и т. д.). В производстве
гипсокартона применяют целый ряд специальных добавок
- регуляторы схватывания; пенообразователи (вещества, способствующие уменьшению
массы листов); клеящие вещества.
В табл.24
приведены технические характеристики гипсокартонов.
Таблица 24. Технические характеристики гипсокартонов
Наименование
показателей
ГКЛ
ГКЛО
ГКЛВ
ГКЛВО
Масса (кг на
1 м.кв.) при
толщине
листа S в мм
1∙S
0,8-1,06∙S
0,8-1,06∙S
0,8-1,06∙S
Плотность, кг/м3
не более
1250
Группа токсичности
Т1
Группа горючести
Г1 (трудногорючие)
Теплопроводность,Вт/мК
до 0,36
0,22
до 0,36
0,22
Водопоглощение, %
до 20
до 20
меньше 10
меньше 10
Прочность
при изгибе, МПа
не более 5,5
Твёрдость по
Бринелю, МПа
не менее 22
Древесно-слоистый
пластик (англ. woodlaminate) производится прессованием пакета из
листов натурального деревянного шпона, предварительно пропитанного
термореактивными синтетическими смолами. Оно осуществляется в горячих
плоских прессах под высоким давлением. ДСП представляет собой высокопрочный
универсальный конструкционный материал используемый в
различных областях техники, включая тяжелое машиностроение. Основными
преимуществами ДСП по сравнению с другими материалами стали, прежде всего,
сравнительная невысокая стоимость, высокие эксплуатационные показатели и
универсальность применения. С другой стороны, плиты за счет наличия клея и
абразивных частиц в структуре, относятся к труднообрабатываемым материалам.
Благодаря
своим потребительским качествам и невысокой стоимости древесно-стружечные плиты
нашли широкое применение в различных областях: начиная от строительства и
машиностроения и заканчивая декорированием и изготовлением мебели.
Фанера (англ. plywood) производится путем склеивания листов натурального
деревянного шпона толщиной 0,8 - 3, преимущественного лущеного, в горячих
плоских прессах. Фанера является универсальным конструкционным материалом,
используемым в самых различных областях. В
мебельном производстве имеют важное значение плоскокленые
элементы, получаемые в плоских прессах и гнутоклееные - получаемые в
фасонных прессформах. Для строительных целей
используются высокопрочные фанерные балки.
При изготовления декоративной фанеры в качестве наружных
слоев используют высококачественный строганый шпон или декоративные
синтетические материалы (пленки). Последние имеют также отличные защитные
свойства. В бакелитовой фанере в качестве полимерной матрицы используют готовые
бакелитовые пленки, получаемые на основе бумаг, пропитанных бакелитовыми
(фенолоформальдегидными) смолами.
Ламинированная фанера, облицованная бумажными пленками на основе
термореактивных полимеров, обладает улучшенными физико-химическими
свойствами. Она используется, например, в качестве многоразовой опалубки в
производстве бетонных работ, при изготовлении железнодорожных контейнеров и
т.п.
Металлопласт (англ. metal-basedlaminate) листовой
конструкционный материал, состоящий из листового металла и полимерной плёнки,
нанесенной с одной или двух сторон. Толщина металла (сталь, алюминий и его
сплавы, титан и др.)обычно 0,3-1,2 мм, полимерной
плёнки 0,05-1 мм. Плёнка может быть из фторопластов, пластифицированного
и др. полимеров. Металлопласт получают путём нанесения
на полосу заранее изготовленной плёнки, погружением полосы в расплав полимера,
нанесением полимерной пасты или напылением полимера в порошкообразном
состоянии. Покрытие может быть одно- или многоцветным, гладким или рельефным,
имитировать ценные породы дерева, мрамор и др. материалы. Металлопласт не
расслаивается в процессе деформации металла при штамповке или вырубке. Изделия
не нуждаются в антикоррозионной защите и декоративной отделке.
Металлопласты применяют в качестве кровельных материалов, для отделки
зданий, перил балконов, в качестве водосточных желобов, внутренней обшивки
стен, для изготовления дверных и оконных рам, корпусов автомобилей,
холодильников, стиральных машин, радиоприёмников, телевизоров, тары для
хранения агрессивных материалов, для внутренней отделки салонов пассажирских
самолётов, вагонов, автофургонов и т.д.
Рубероид (англ. ruberoid, asphaltedpaper) многослойный рулонный кровельный и гидроизоляционный
материал, изготовляемый путём пропитки кровельного картона мягкими нефтяными
битумами с последующим покрытием обеих поверхностей слоем тугоплавкого битума.
Рубероид применяется для устройства верхнего слоя кровельного ковра;
лицевая поверхность рубероида покрыта сплошным слоем крупнозернистой или чешуйчатой
посыпки (крупный песок, слюда и др.), защищающим рубероид от воздействия
солнечных лучей. Стеклорубероид изготовляется на
основе стеклотканей.
Объемные
наполнители
К объемным
наполнителям относятся объемные ткани, открытопористые
каркасные системы, структура которых непрерывна в трех направлениях. Открытопористая объемная структура наполнителя формируется
в процессе ткачества или путем вспенивания или спекания порошков металлов,
керамики и полимеров. Природная древесина также может быть использована в
качестве объемного наполнителя. К основным характеристикам таких наполнителей
относятся объемная масса, общая, закрытая и открытая пористость и размер пор (ячеек).
При заполнении пор каркасного наполнителя полимерным
связующим формируется взаимопроникающая структура материала. Свойства таких
систем, в зависимости от концентрации наполнителя, в трех направлениях могут
быть изотропными или анизотропными и определяются свойствами исходных
компонентов, их соотношением и степенью пропитки.
Вопросы
для самопроверки
- Перечислите основные виды армирующих элементов,
используемых для получения КМ.
- Что такое основа и уток при текстильной переработке
нитей и жгутов армирующего материала.
- Что представляет собой 3D плетёная структура
наполнителя?
- Назовите основные виды волокнистых наполнителей.