Особенностью
композитов является, как отмечалось выше, совмещение технологического процесса
получения материала с технологическим процессом изготовления готового изделия.
Прогрессивные методы, такие как намотка, прессование, литье, экструзия и т.д.,
позволяют получать изделия из композитов относительно высокой точности и качества
поверхности. Однако весьма существенный объем механической обработки всегда
остается. Поскольку речь идет только о высокопрочных материалах, полученных,
главным образом, намоткой и прессованием, то необходимые операции механической
обработки рассмотрим применительно к изделиям, характерным именно для этих методов
формования. Это, в первую очередь, различные по размерам оболочки, плиты и
изделия относительно простой формы. Для получения окончательной формы и
размеров готовых изделий необходимо применять почти все существующие виды
механической обработки.
Механическая
обработка необходима для достижения требуемой точности и качества поверхности,
получения сложных конфигураций изделия. Это вполне оправдано, особенно при
сравнительно небольших объемах производства идентичных изделий, когда
разработка и изготовление сложных форм оказываются экономически невыгодными.
Она необходима для разрезки изделий до требуемых размеров, а также для
получения образцов, с помощью которых определяются физико-механические
характеристики готовых изделий, например, оболочек из композитов.
При
изготовлении изделий из композитов применяют следующие виды механической
обработки: точение (наружное и подрезка торца), сверление и развертывание,
фрезерование, разрезка, шлифование и нарезание резьбы.
Точение применяется
для обработки сопрягаемых поверхностей оболочек, конических участков, для
проточки шеек под нарезание резьбы, а также для подрезания торцов заготовок и
необходимых канавок, например, при установке уплотняющих элементов. Точение
применяют и для сложного ступенчатого профиля оболочки. Кроме того, с помощью
токарной обработки можно получить отдельные детали относительно небольших
размеров из различных единичных заготовок.
Сверление - одна из
наиболее распространенных операций механической обработки композитов. В плитах
и пластинах - это сверление различных отверстий под крепежные элементы и для
других эксплуатационных целей, в оболочках - это, главным образом, сверление
большого количества сквозных и глухих отверстий для штифто-болтового
соединения оболочки с другими элементами конструкции. При необходимости
получения отверстий более высокой точности, а главным образом, более высокого
качества их поверхности, иногда применяется операция развертывания.
Фрезерование применяют для
прорезки пазов, вырезки окон, лючков, для получения различного рода канавок и
уступов, причем при обработке материалов типа стекло-,
органо-, боро- и углепластиков -фрезерование концевыми,
дисковыми и шпоночными фрезами и значительно реже - торцовыми и цилиндрическими.
Разрезка является также
весьма распространенным видом механической обработки композитов. Она
необходима как при получении требуемых размеров изделий, так и при изготовлении
образцов для определения физико-механических характеристик композитов. При разрезке
основным требованием является требование к качеству реза -шероховатости
поверхности и минимальной его ширине.
Шлифование при обработке
композитов применяют как отделочную операцию, главной целью которой является
обеспечение качества поверхности. Отсюда требования, предъявляемые к этой
операции, -это обеспечение требуемого параметра
шероховатости поверхности. Основные виды шлифования - наружное круглое
шлифование и плоское шлифование периферией круга.
Нарезание
резьбы. В изделиях из композитов нарезают крепежные
резьбы - метрические и специального профиля. Нарезание метрической резьбы,
особенно внутренней, производят метчиками. Резьбу специального профиля, как
правило, прямоугольного, нарезают абразивными или алмазными кругами и очень
редко резцом.
Особенности
процесса резания композитов
Обработка резанием композитов обладает рядом
специфических особенностей, определяемых, главным образом, особенностью их
структуры и свойств. В то же время процессу резания композитов сопутствуют те
же явления, что и при резании металлов, т.е. наблюдаются стружкообразование,
силовые и тепловые явления, интенсивное изнашивание режущего инструмента.
Каждое из перечисленных явлений в той или иной мере отличается от аналогичных
явлений при резании металлов.
Процесс
резания композитов имеет ряд особенностей:
1. Анизотропия свойств материалов. Если
металлы, имеющие кристаллическое строение, с определенным допущением можно
считать изотропными, то композиты, наполнителем в которых являются волокнистые
материалы различногосостава,обладаютанизотропией свойств.Этоопределяет различиепроцессарезания,в частности
стружкообразования, при обработке вдоль и поперек армирующих волокон.
Существенным образом схема армирования будет влиять и на качество получаемой
поверхности, поэтому при разработке технологической операции механической
обработки следует учитывать и направление обработки относительно направления
армирования.
2. Относительная сложность получения высокого
качества поверхности.Вследствие невысоких прочностных
характеристик полимерных композиционных материалов (особенно при повышенных
температурах), а также из-за их слоистой структуры и в ряде случаев низкой
адгезионной связи наполнителя со связующим их обработку следует производить
острозаточенным инструментом.При больших затуплениях инструмента из-за низкой адгезии связующего с
армирующим волокном при увеличении сил резания образуются трещины между
волокном и связующим, происходят выкрашивания
связующего с обрабатываемой поверхности изделия, особенно в местах входа и
выхода инструмента, что, естественно, сказывается на качестве обработки.
Слоистая структура приводит к тому, что при повышенных износах инструмента
происходит расслоение материала. Кроме того, при перерезании
армирующих волокон, особенно при перекрестном армировании, наблюдается разлохмачивание перерезанных волокон, что ухудшает качество
обработанной поверхности и заставляет иногда применять дополнительную
отделочную операцию, например, зачистку шкуркой.
3. Высокая твердость наполнителя. Например,
у материалов на основе волокон бора микротвердость
наполнителя составляет 40-43 ГПа, что превосходит твердость таких
инструментальных материалов, как быстрорежущие стали и твердые сплавы, и
соизмерима с микротвердостью сверхтвердых материалов
- натуральных алмазов (98,1 ГПа), синтетических алмазов АС6
(89 ГПа) и Эльбора-Р (84 ГПа). Поэтому для обработки
таких материалов могут быть применены только сверхтвердые материалы (СТМ),
причем и в этом случае проблема обработки не снимается,ибо соотношение микротвердостей
инструментального и обрабатываемого материалов составляет всего 2,5, тогда как
для эффективного осуществленияпроцессов
резания соотношение микротвердостей должно
составлять 4-6.
4. Низкая теплопроводность композитов.
Низкая теплопроводность композитов существенно влияет на соотношение
составляющих общего теплового баланса. Так, теплопроводность композитов
составляет 0,14-0,50 Вт/(мК), что в несколько сот раз
меньше, чем у металлов. Это обусловливает слабый отвод теплоты со стружкой и в
обрабатываемое изделие, поэтому при обработке композитов основная доля теплоты
отводится через режущий инструмент. Так, расход теплоты при обработке
полимерных композиционных материалов распределяется следующим образом: в
инструмент - 90%, в стружку - 5%, в обрабатываемую деталь - 5%. В то же время
при обработке металлов порой до 90% теплоты уносится стружкой и только 10%
поглощается деталью и инструментом. Такое перераспределение расходной части
теплового баланса накладывает определенные условия на применяемый режущий
инструмент, который должен интенсивно отводить выделяющуюся в зоне резания
теплоту.
5. Абразивное
воздействие наполнителя. Из всех видов пластмасс наибольшие трудности
вызывает обработка композитов, так как наполнителем в них являются стеклянные,
борные или угольные волокна, обладающие высокой твердостью и абразивной
способностью. Наличие в зоне резания твердых составляющих приводит к абразивному
износу инструмента, который при обработке некоторых композитов, например, боропластиков, имеет преобладающее значение. Следовательно,
обработка резанием композитов определяется во многом свойствами наполнителя.
6. Деструкция полимерного связующего при резании. Характерной
особенностью пластмасс, и композитов в частности, является наличие в материале
полимерного связующего. При воздействии в процессе резания механических
нагрузок и выделяющейся в зоне резания теплоты происходит неизбежная деструкция
связующего. Деструкция происходит за счет действия больших локальных
напряжений и высокой температуры, превышающей теплостойкость полимера, и
заключается в том, что происходит массовый разрыв химических связей у
молекулярных цепей полимера, образуется большое количество свободных макрорадикалов,
обладающих избыточной энергией. В результате этого образуется вязко-текучий в
микрообъемах полимер, являющийся поверхностно-активным веществом (ПАВ).
Мигрируя по поверхности механически напряженного режущего клина инструмента и
по дефектам его поверх ности, деструктированный полимер ПАВ снижает
поверхностную энергию металла (эффект Ребиндера),
что облегчает отрыв от его поверхности отдельных микро-
и макрочастиц. В результате этого возникает механо-химический
адсорбционный износ инструмента, который характерен только для обработки
полимерных материалов.
7. Высокие
упругие свойства композитов. Композиты обладают высокими упругими
свойствами, что определяет особенности процесса резания. Из-за высоких упругих
характеристик обрабатываемого материала происходит упругое восстановление слоя
обрабатываемого материала, лежащего над поверхностью резания. Это приводит к
увеличенным площадкам контакта, и, как следствие этого, к повышенным значениям
сил резания. Учет этих сил при обработке композитов необходим из-за
интенсивных контактных явлений на задних поверхностях инструмента (его износ
происходит главным образом по задней поверхности и путем округления режущей
кромки). Упругое восстановление обработанной поверхности следует учитывать и
при оценке точности обработки. Силы резания при обработке композитов в 10-20
раз ниже, чем при аналогичной обработке металлов, а упругие характеристики
выше, поэтому точность их обработки в меньшей мере определяется упругими
деформациями системы станок - приспособление - инструмент.
8. Технологический
критерий износа. Характерным при обработке композитов является
технологический критерий износа инструмента. Поскольку из-за слоистой структуры
материалов, а иногда из-за низкой адгезии наполнителя и связующего при
обработке композитов образуются характерные дефекты поверхности, такие, как
сколы, расслоения, разлохмачивание, прижоги, то при определении допустимого износа преобладает
технологический фактор - отсутствие этих дефектов и определенный уровень
шероховатости поверхности, которая существенно зависит от степени износа
инструмента. Поэтому допустимый износ инструмента при обработке композитов
всегда ниже, чем при аналогичной обработке металлов и оценивается по технологическим
факторам, определяющим качество поверхности.
9. Специфика
процесса стружкообразования. При обработке композитов иначе, чем у
металлов, происходит процесс стружкообразования, что
объясняется, в первую очередь разницей их структур. Анизотропия свойств композитов
определяет иные процессы стружкообразования и при резании в разных (по
отношению к направлению армирования) направлениях. Высокие упругие свойства
материала определяют процесс разрушения материала, который носит хрупкий
характер. Получение в ряде случаев мелкодисперсной стружки ставит вопросы ее
удаления и защиты от ее воздействия на обслуживающий персонал.
10. Низкая
теплостойкость композитов. Существенной особенностью композитов является
их низкая теплостойкость. В зависимости от типасвязующего теплостойкость этихматериаловсоставляет160-300°С.
При температурах выше указанных происходит выгорание связующего, на
поверхности обработанной детали появляются прижоги.
Поэтому уровень температур в зоне резания должен быть значительно меньше, чем
при обработке металлов. Это усугубляется еще и тем, что в большинстве случаев
не допускается применение смазочно-охлаждающих жидкостей (СОЖ). Как известно,
композиты обладают таким свойством, как влагопоглощение, поэтому применение СОЖ
во многих случаях влечет за собой введение дополнительной операции – сушки
изделия. Следовательно, чаще всего приходится предусматривать механическую
обработку изделий из композитов без применения СОЖ.
11. Выделение
мелких частиц материала при резании. Обработка резанием композитов
сопровождается выделением мельчайших частиц наполнителя, смешанного со
связующим, выделением летучих, порой токсичных веществ, поэтому требования
техники безопасности и производственной санитарии также будут носить
специфический характер.
Перечисленные особенности обработки резанием
композитов показывают, что простой перенос закономерностей процесса резания металлов
на эти материалы недопустим.
Процесс стружкообразования при резании композитов
Стружкообразование
в значительной степени определяет процесс резания в целом и его результаты. От
процесса стружкообразования зависят сила резания, расход энергии и количество
выделяющейся теплоты, точность и качество обработки, условия работы
инструмента и станка. Характер стружкообразования и типы получающейся стружки
во многом определяются свойствами обрабатываемого материала. Композиты представляет
собой гетерогенную композицию, состоящую из армирующих волокон и полимерного
связующего, причем механические свойства (прочность, твердость и т.п.)
армирующих волокон на несколько порядков выше, чем у
полимерного связующего.
Механизм
процесса стружкообразования определяется закономерностями деформации и
разрушения. Необходимым условием стружкообразования является доведение
обрабатываемого материала по линии среза до разрушения, которое практически
происходит после преодоления предела упругости без пластического деформирования.
Т.е. характерным для процесса резания композитов является то, что
стружка образуется вследствие преодоления упругих деформаций. Обрабатываемый
материал, упруго сжатый в момент резания, затем упруго восстанавливается.
Механизм
стружкообразования при резании композитов можно представить следующим образом.
Под действием механических напряжений в зоне наибольших касательных напряжений
(ее принимают за условную плоскость сдвига) протекают периодические сдвиговые
явления, приводящие к упругому разрушению обрабатываемого материала и
формированию, в зависимости от условий обработки и схемы армирования
материала, стружки того или иного вида.
Тепловые явления при резании композитов
Специфика
свойств обрабатываемых материалов определяет и особенность тепловых явлений при
их резании. В отличие от металлов композиты обладают низкой теплостойкостью.
Так, при температурах выше 300-350°С начинаются интенсивная термодеструкция
и разложение полимерного связующего. Это приводит к резкому ухудшению свойств
материала, появлению прижогов и большого по величине
дефектного слоя. Поэтому обработку следует вести при таких режимах, чтобы
температура материала не превышала 300°С.
Теплота,
образующаяся при резании, является результатом, работы деформаций, трения
стружки и обрабатываемой детали о переднюю и заднюю поверхности инструмента,
механических превращений полимера, разрушения армирующих волокон.
Основным
источником теплоты являются контактные явления и трение по задней поверхности
инструмента.
Выделившаяся в
зоне резания теплота расходуется между инструментом, стружкой, обрабатываемой
деталью и окружающей средой, причем отвод теплоты в окружающую среду весьма мал
и им можно пренебречь.
Концентрация
теплоты в инструменте приводит к значительному повышению температуры на его режущих
кромках, что нельзя не учитывать при выборе инструментального, материала и
оценки интенсивности изнашивания инструмента.
С увеличением
времени работы, а следовательно, и нарастанием износа
температура в зоне резания, главным образом, на режущих кромках инструмента
возрастает и может достигать 600°С.
Износ
режущего инструмента при резании композитов
Обработка резанием
композитов сопровождается интенсивным изнашиванием режущего инструмента,
причем его характер отличается от изнашивания инструмента при резании металлов.
Это объясняется, в первую очередь, особенностями свойств и структуры самих
обрабатываемых материалов. Известно, что изнашивание инструмента при резании
материалов носит комплексный характер, т.е. абразивно-механическое,
диффузионное, адгезионное, усталостное, химическое и другие виды изнашивания,
причем в зависимости от условий обработки превалирует тот или иной вид
изнашивания, который и является определяющим.
Особенности
свойств композитов и их обработки резанием определяют и особенности
изнашивания инструмента. Так, диффузионный износ при обработке резанием
композитов отсутствует, так как для его протекания требуются температуры более
900°С, в то время как в зоне резания при обработке
композитов температуры резания составляют 500-600°С. Наличие полимерного связующего и его неизбежная
деструкция при резании приводят к появлению в зоне резания поверхностно-активных
веществ (ПАВ), интенсифицирующих, процесс изнашивания.
Влияние механической обработки на
свойства композитов
Качество поверхности при обработке композитов
Качество
поверхности играет исключительно важную роль в обеспечении высоких
эксплуатационных показателей изделий. Внешним воздействиям, в первую очередь,
подвергаются поверхности изделий, при этом износ трущихся поверхностей,
зарождение трещин и другие процессы протекают на поверхности изделия и в
некотором прилегающем слое. Качество поверхности - это совокупность всех
служебных свойств поверхностного слоя материала.
Качество
обработанной поверхности любых материалов характеризуется большим количеством
различных параметров, которые можно разделить на две группы: физико-химические
и геометрические параметры, причем в зависимости от свойств материала и
методов обработки наиболее существенное влияние на эксплуатационные характеристики
изделий оказывают те или иные из них.
В процессе
изготовления и эксплуатации изделия на его поверхности возникают неровности: в
слое материала, прилегающем к ней, изменяются структура, химический состав.
Неровности на поверхности, структура и химический состав поверхностного слоя
изменяют физико-химические и эксплуатационные свойства изделий. Поверхностный
слой оказывает существенное влияние на многие эксплуатационные свойства
изделий: прочность, трение и износ, диэлектрические показатели,
влагопоглощение и т.д. Для композитов, обладающих специфическими свойствами, в
первую очередь, из-за своей структуры, анизотропности,
наличия армирующих элементов, механическая обработка порой весьма существенно
изменяет свойства их поверхностного слоя, а следовательно,
и эксплуатационные показатели.
При механической
обработке композитов происходит нарушение целостности поверхностного слоя как
за счет снятия имеющегося на поверхности отформованного изделия слоя
полимеризованного связующего, выполняющего защитную функцию от воздействия
внешних факторов (например, влаги), так и за счет перерезания
армирующих волокон.
Перерезание армирующих волокон при обработке резанием и такие
процессы, как деструкция полимера, приводят к снижению прочности изделий,
причем это снижение достигает порой существенных величин (до 20%). Этот вопрос
имеет важное значение для обеспечения требуемых
эксплуатационных характеристик, так как прочность в ряде случаев является
основным эксплуатационным требованием, например, для оболочек из ВКПМ,
находящихся под внутренним давлением. Снижение прочности при обработке
резанием сказывается и при изготовлении специальных образцов для исследования
физико-механических характеристик изделий.
Перерезание армирующих волокон и снятие поверхностного слоя
полимеризованного связующего интенсифицирует процесс водопоглощения
материала. Характерной особенностью композитов является их склонность к поглощению
влаги, что приводит, в свою очередь, к изменению размеров изделий и снижению
их физико-механических характеристик. Это в итоге влияет на эксплуатационные
показатели. Установлено, что после механической обработки, особенно если
обработку производят с применением СОЖ, водопоглощение
материала резко увеличивается, что вызывает порой необходимость для обеспечения
требуемых эксплуатационных показателей вводить дополнительную операцию сушки
изделий после обработки.
При обработке
резанием композитов за счет больших контактных площадок на задней поверхности инструмента
и действия высоких температур в зоне резания неизбежно происходит механо- и
термодеструкция полимерного связующего, а в таких
материалах, как органопластики, где наполнителем также является полимер, - и
полимерного наполнителя. Наличие нарушенного слоя на поверхности обработанного
изделия изменяет его эксплуатационные показатели, в частности сопротивление
истиранию, изменяют диэлектрические показатели материала.
Влияние
механической обработки на показатели качества поверхности изделий из
композитов носит комплексный характер. Например, шероховатость поверхности
влияет как на водопоглощение и прочностные
характеристики, так и на другие показатели качества (износостойкость,
аэродинамические характеристики и т.д.).
Водопоглощение композитов
Одним из
специфических свойств композитов как конструкционных материалов является их
склонность к водопоглощению, что приводит, в свою
очередь, к изменению их физико-механических свойств, а порой к изменению
размеров и формы готовых изделий. Водопоглощение зависит
от многих факторов: видов полимерного связующего и волокнистого наполнителя,
степени наполнения, формы, размера и взаимного расположения частиц
наполнителя, технологии изготовления, длительности увлажнения, состояния
поверхности, остаточных напряжений.
Наиболее
склонными к водопоглощению являются стеклопластики.
Вода проникает в материал вследствие нарушения его структурной сплошности за счет имеющихся дефектов, к числу которых
следует отнести: микропоры, трещины, капилляры, полости, дефекты на границе
раздела фаз. Микроскопический анализ показывает, что волокна окружены
воздушными полостями и включениями, мелкие включения соединены между собой и
образуют непрерывные пути на поверхности раздела. Влага легко мигрирует по
системе этих включений.
Таким образом,
водопоглощение происходит путем заполнения дефектов
материала, в результате чего происходит растрескивание связующего в местах
концентрации остаточных напряжений, ослабление адсорбционного воздействия на
границе волокно-смола, а значит, и прочности материала. Возникающие трещины перпендикулярны
оси волокна, что приводит к уменьшению эффективной длины волокна, а следовательно, и снижению его прочности. Наблюдаются
трещины и вдоль поверхности раздела волокно-полимер, что ослабляет связь волокна
со связующим и ухудшает физико-механические свойства
материала.
Механическая
обработка изделий из композитов интенсифицирует процесс водопоглощения.
Это происходит за счет того, что при обработке, во-первых, снимается всегда
имеющийся на поверхности слой полимеризованного связующего, являющийся как бы
защитным слоем, во-вторых, перерезаются армирующие волокна наполнителя, при
этом образуются микротрещины и другие дефекты материала, нарушающие его сплошность. Если же при обработке применяют СОЖ, то процесс
водопоглощения ускоряется еще больше.
Прочностные
характеристики изделий
При
механической обработке композитов происходит нарушение целостности
поверхностного слоя изделия, снимается наружный слой полимеризованного
связующего, перерезаются армирующие волокна.
Все это вместе
с неизбежной механо- и термодеструкцией связующего в
поверхностном слое может привести к снижению прочностных характеристик
изделий. Основное влияние на прочностные характеристики изделий из композитов
оказывает качество обработки, т.е. высота получающихся после обработки
микронеровностей поверхности.
На практике
это возможное снижение прочности необходимо знать по двум основным причинам.
Во-первых, зная зависимость снижения прочности от высот микронеровностей
обработанной поверхности, можно путем подбора геометрии инструмента и режимов
резания обеспечить его минимальное значение. Во-вторых, о прочности некоторых
изделий судят по результатам испытаний стандартных образцов. Следовательно,
эти образцы необходимо обрабатывать так, чтобы снижение прочности от
механической обработки было минимальное и полученные при испытаниях значения
физико-механических характеристик были наиболее близки к
действительным.
Точение
изделий из композитов
Токарная
обработка является одним из распространенных видов обработки изделий из
композитов и представляет собой часть технологического процесса получения
готовых изделий, причем ее применяют не только для обработки деталей типа
оболочек, но и таких деталей, как втулки, кольца, заглушки и т.п. Однако в
большинстве случаев при обработке изделий из стекло-, угле-,
органо- и боропластиков заготовка имеет вид оболочки.
Обработку производят на универсальных токарно-винторезных станках и на
специальных станках, главным образом, для оболочек большого диаметра.
Точение изделий из стекло- и углепластиков
Обрабатываемости
стекло- и углепластиков весьма близки, однако при равных прочих условиях лучшей
обрабатываемостью обладает углепластик, поэтому рекомендованные для обработки
стеклопластика оптимальные режимы при условии соблюдения той же стойкости инструмента
могут быть увеличены не менее чем на 20-25%.
Как известно,
процесс точения характеризуется материалом и геометрическими параметрами
резца, интенсивностью и критерием его изнашивания, режимами резания и качеством
обработанной поверхности, тепловыми и силовыми показателями.
Оптимизация
всех условий позволяет наиболее рационально построить технологический процесс
токарной обработки.
Материал
режущей части резцов. Наиболее оптимальным инструментальным материалом при
обработке композитов является вольфрамо-кобальтовый твердый сплав. Если пластмассы, не содержащие
абразивного наполнителя, можно успешно обрабатывать резцами из быстрорежущих, а
в ряде случаев и из легированных сталей, то композиты, армирующим элементом в
которых является абразивный материал, например, стекло,
наиболее эффективно обрабатывают твердым сплавом. Это объясняется низкой
износостойкостью и сравнительно невысокой твердостью быстрорежущих сталей, а
также их низкой теплопроводностью - в три-четыре раза меньшей, чем у твердых
сплавов. В то же время для обработки стеклопластиков, имеющих низкую теплопроводность,
необходимо иметь инструментальный материал с высокой теплопроводностью. Это тем
более важно, потому что стеклопластики, являющиеся термореактивными
материалами, допускают в зоне резания температуры, не превышающие 200-300°С, выше этих
температур происходит их размягчение и выгорание, а также интенсивная термодеструкция связующего.
Важным
свойством инструментального материала является его износостойкость, так как
высокие упругие свойства обрабатываемого материала и его абразивная
способность весьма интенсивно изнашивают резец. Кроме того, при обработке
композитов большое значение для увеличения стойкости резца имеет его заточка с
минимальным радиусом округления режущей кромки. Поскольку разные
инструментальные материалы имеют различные минимальные радиусы округления режущей
кромки при заточке, то оптимальным будет тот, который позволяет получить
минимальные значения радиуса закругления режущей кромки.
Анализ
существующих инструментальных материалов показывает, что наиболее близко
предъявляемым требованиям отвечают вольфрамо-кобальтовые твердые сплавы. Так, теплопроводность вольфрамо-кобальтовых
твердых сплавов в 1,6-2,6 раза выше, чем у титановых твердых сплавов, а это
означает, что их стойкость при одинаковой твердости различается порой в шесть
раз.
Эффективным
при чистовой обработке стеклопластиков является применение алмазных резцов.
Вследствие высокой твердости алмаз обладает высокой износостойкостью и, в
зависимости от характера нагрузки, при трении износостойкость алмаза в
десятки, а то и в сотни раз превышает износостойкость
других твердых материалов. Однако наряду с высокой твердостью и
износостойкостью алмаз обладает повышенной хрупкостью, поэтому применение
алмазных резцов ограничено. Их эффективно можно применять лишь при чистовой
обработке, при работе с малыми сечениями среза. Наиболее эффективно применение
алмазных резцов из синтетических алмазов марок АСПК (при глубине резания не
более 1 мм) и АСБ (при глубине резания не более 2 мм).
Точение изделий из органопластиков
Обработка
органопластика отличается от обработки других композитов, таких, как стекло- и
углепластики, в первую очередь, из-за своеобразия его состава. Органопластики
- это композиционные материалы, представляющие собой полимер, наполненный
полимером. Поскольку плотность органических волокон в два-три раза ниже
плотности минеральных, удельные значения их прочности и жесткости сравнительно
высоки.
Обладая низкой
твердостью, органическое волокно не вызывает интенсивного абразивного износа
режущего инструмента при механической обработке органопластиков, что имеет
место при обработке стекло- и углепластиков. В то же время механическая
обработка, в частности точение органопластиков, затруднена. Главная трудность
состоит в получении качественной обработанной поверхности.
В процессе
обработки на обработанной поверхности появляются задиры и разлохмачивание.
При использовании резцов со стандартной заточкой обработанные поверхности
изделий из органопластиков обычно как бы покрыты «ворсом» органических
волокон. Причем ворсинки могут достигать длины до 5 мм. Особенно часто это
встречается при обработке изделий с перекрестным расположением армирующих волокон.
Обработку органопластика
благодаря низкой твердости армирующих волокон можно производить резцами не
только из вольфрамо-кобальтовых твердых сплавов, но и резцами из быстрорежущих
сталей.
Если при
обработке стекло- и углепластиков схема армирования материала практически не
влияет на обрабатываемость, в частности на качество получаемой поверхности, то
при обработке органопластика она играет существенную роль, которую нельзя не
учитывать, особенно при заточке резцов.
Точение изделий из боропластика
По своим
физико-механическим характеристикам боропластик занимает
особое место в ряду композитов, в первую очередь, из-за весьма высокой
твердости армирующих волокон.
Применение
изделий целиком из боропластика нецелесообразно,
однако применяют гибридные материалы, в которых волокна бора увеличивают
жесткость в необходимом направлении. Обработка боропластика
представляет собой весьма серьезную проблему. Это объясняется тем, что микротвердость волокон бора (40-43 ГПа) превосходит
твердость таких инструментальных материалов, как быстрорежущие стали и твердые
сплавы, и соизмерима с микротвердостью сверхтвердых
материалов (СТМ) - натуральных алмазов (98,1 ГПа), синтетических алмазов АС6 (89 ГПа) и эльбора (84 ГПа).
Поэтому для точения боропластика могут быть применены
только сверхтвердые материалы, причем и в этом случае проблема обработки не
снимается, ибо соотношение микротвердостей
инструментального и обрабатываемого материалов составляет всего 2,5, тогда как
для эффективного осуществления процесса резания это соотношение микротвердостей должно составлять 4-6.
Нарезание резьбы на изделиях из стеклопластика
При соединении
изделий из композитов применяют как традиционные, так и специальные виды
соединений. Одним из часто встречающихся методов соединения является
резьбовое, однако из-за специфических свойств композитов оно имеет свои
конструктивные особенности. Так, применение резьбы треугольного профиля, в
частности метрической, не всегда оправдано вследствие ее малой прочности,
объясняемой малой прочностью этих материалов на срез. Поэтому при резьбовом
соединении изделий из композитов с металлическими в
большинстве случаев применяют резьбы прямоугольные или упорные с несимметричным
профилем, рассчитанным из условия равнопрочности
резьбы.
Получение
резьбы на изделиях из ВКПМ может быть обеспечено различными методами:
нарезанием, формованием, прессованием и т.д. Нарезание резьбы, в свою очередь,
может быть произведено резцом или специальными инструментами (метчиками,
плашками, фрезами и т.п.).
Сверление
изделий из композитов
Одной из
наиболее часто встречающихся и в то же время наиболее трудоемкой операцией при
обработке композитов является операция сверления. Достаточно отметить, что
трудоемкость сверлильных операций на некоторых изделиях достигает 70-80% от
общей трудоемкости процесса механической обработки. Естественно, что в этих
условиях неправильный выбор режущего инструмента и режимов резания приводит к
значительным издержкам.
Сверление
отверстий в композитах производят как в направлении армирующих волокон, так и перпендикулярно
им, причем бывает сверление отверстий сквозных и глухих. У глухих отверстий
торец должен быть перпендикулярен оси.
Выбор марки
инструментального материала при сверлении практически ничем не отличается от
выбора марки материала при точении, поэтому сверление отверстий в стекло-,
угле- и органопластиках возможно сверлами из быстрорежущих сталей и твердых вольфрамо-кобальтовых
сплавов. При сверлении боропластиков применение быстрорежущих
сталей из-за большой твердости армирующих борных волокон недопустимо, а
применение твердосплавных сверл оправдано лишь при сверлении единичных
отверстий.
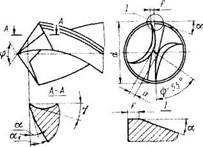
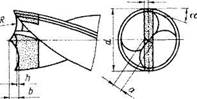
Геометрические
параметры сверл оказывают большое влияние на точность и качество обработанной поверхности,
стойкость и прочность инструмента, составляющие усилий резания и деформацию,
поэтому выбор их оптимальных величин имеет большое практическое, значение.
В таблицах 1 и 2 приведены рекомендуемые формы заточки
режущей части и конструкции сверл из быстрорежущих сталей и из твердых
сплавов.
Таблица 1. Рекомендуемые формы заточки режущей части
и конструкции сверл из быстрорежущих сталей
Форма
режущей части
Эскиз
заточки режущей части
Рекомендации
по применению
Спиральная с нормальной
заточкой
Стекло- и
углепластик
Спиральная с подрезающими
режущими кромками
Стекло- и
углепластик,
глухие отверстия
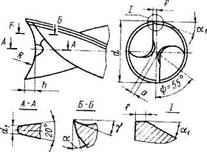
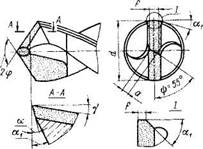
Таблица 2. Рекомендуемые формы заточки режущей части
и конструкции сверл из твердых сплавов
Форма
режущей части
Эскиз
заточки режущей части
Рекомендации
по применению
Спиральная с нормальной
заточкой
Стекло- и
угле- и боропластик
Спиральная с подрезающими
режущими кромками
Стекло- и
угле- и боропластик,
глухие
отверстия
Повышение
производительности и качества сверления композитов возможно путем применения
алмазного сверления. В отличие от традиционных материалов, композиты имеют все
специфические особенности, присущие как армирующим волокнам, так и полимерной
матрице. С точки зрения механической обработки, влияние связующего сказывается,
в первую очередь, на ограничении интенсивности обработки по температуре в зоне
резания. С этой точки зрения наилучшим инструментальным материалом является
алмаз. Обладая самой высокой твердостью, алмаз имеет коэффициент трения по
пластмассе значительно меньший, а коэффициент теплопроводности больший, чем у
твердых сплавов. Алмазное сверление повышает производительность труда,
уменьшает расход режущего инструмента и улучшает качество обработанной
поверхности.
Фрезерование
изделий из композитов
При обработке
композитов, таких, как стекло-, угле-, органо- и боропластиков, фрезерование не является определяющей
операцией и встречается значительно реже, чем точение, сверление или разрезка.
Из композитов изготавливают, главным образом, оболочки, реже - плиты и листы,
поэтому фрезерование необходимо лишь в том случае, когда нужно обработать пазы,
окна, лючки и т.п. Поэтому чаще всего при фрезеровании применяют концевые, дисковые
и торцовые фрезы и реже - цилиндрические.
Что касается
материалов режущей части фрез, можно рекомендовать применение фрез из твердых
сплавов группы ВК или фрез из сверхтвердых материалов СТМ. Применение фрез из
быстрорежущих сталей из-за их низкой стойкости неоправданно и может быть
рекомендовано только в единичном производстве.
Из-за
специфических особенностей композитов их фрезерование обладает рядом
характерных особенностей, отличающих его от аналогичного фрезерования
металлов. Это, в свою очередь, приводит к некоторому конструктивному отличию
фрез, которое определяется, главным образом, требованиями, предъявляемыми к
фрезерованию композитов.
Основные
требования к фрезерованию композитов сводятся к следующему:
1) диаметр
фрез может быть существенно увеличен, так как силы резания значительно меньше,
чем при обработке металлов;
2) возможно
применение больших минутных подач и подач на зуб, поэтому число зубьев у фрез
должно быть минимальным, что обеспечит большие значения подачи на зуб фрезы;
3) объем
пространства для размещения стружки должен быть увеличен по сравнению с
фрезами для обработки металлов, что объясняется особенностями
стружкообразования;
4) направление
вращения фрезы должно совпадать с направлением подачи, особенно при обработке
слоистых материалов, чтобы не было их сколов, расслоения, разлохмачивания.
Для
рассматриваемых композитов фрезерование твердосплавными фрезами возможно,
главным образом, стекло- и углепластиков и в какой-то мере органопластиков.
Фрезерование боропластиков твердосплавными фрезами
практически невозможно из-за их катастрофически быстрого изнашивания. Так, при
фрезеровании пазов в боропластике шпоночными
твердосплавными фрезами стойкость их не превышала одной минуты, причем фреза
изнашивалась до такой степени, что ее восстановление было практически
невозможно.
Конструкции
фрез для обработки стекло- и углепластиков и их оптимальные геометрические
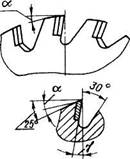
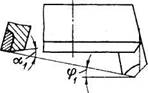
параметры приведены на рис. 1-3.
Рис. 1. Дисковая фреза
Рис. 2. Торцовая фреза
Рис. 3. Концевая фреза
Алмазно-абразивная обработка
изделий из композитов
В целях
устранения интенсивного изнашивания инструментов из быстрорежущих сталей и
твердых сплавов порой необходимо применять при обработке изделий из композитов
алмазно-абразивный инструмент. Применение такого инструмента целесообразно
тогда, когда он является единственно возможным (обработка боропластиков),
а также в следующих случаях:
- при
обработке наружных поверхностей оболочек, когда следует снять небольшую
толщину, главным образом, полимеризованного связующего,
обеспечив высокое качество обработанной поверхности;
- при разрезке
изделий из композитов и нарезании резьбы.
Шлифование как
метод обработки изделий из композитов наиболее целесообразно применять в двух
случаях. Во-первых, при наружной обработке - круглое продольное шлифование,
когда необходимо обеспечить высокое качество поверхности при отсутствии
сколов, расслоений, разлохмачивания и других
дефектов. Обработка по своему характеру чистовая, с глубинами резания до 1 мм.
Как правило, в этом случае снимается верхний слой полимеризованного связующего с минимальным нарушением армирующих волокон.
Во-вторых, при изготовлении образцов для исследования физико-механических
характеристик материала, в данном случае применяется схема плоского шлифования
периферией круга. Толщина снимаемого слоя невелика и не превышает 0,5-1,0 мм.
Требования к качеству обработанной поверхности высоки и аналогичны первому
случаю.
В то же время,
обработка шлифованием обладает рядом положительных качеств, особенно в тех
случаях, когда при снятии относительно небольшого припуска (не более 1 мм)
следует получить достаточно высокое качество поверхности. При обработке
композитов шлифованием обработанная поверхность имеет меньший дефектный слой и
малую высоту микронеровностей. Поэтому изделия, обработанные шлифованием,
обеспечивают более надежную и долговечную работу конструкций, чем аналогичные,
обработанные лезвийным инструментом.
При
определении физико-механических характеристик изделий из композитов с помощью
образцов, полученных шлифованием, их величины более близки к
действительным, чем у образцов, полученных лезвийным инструментом, например, фрезерованием.
Как известно,
производительность шлифования, качество шлифованных поверхностей, расход
абразивного или алмазного инструмента определяются, главным образом, стойкостью
круга, т.е. периодом времени между его двумя правками. Она является основным
эксплуатационным свойством, характеризующим шлифовальный круг. Под стойкостью
шлифовального круга понимают его способность противостоять процессам затупления его режущих зерен, налипанию материала на
рабочую поверхность и изменению его геометрической формы. Рабочая поверхность
круга характеризуется макро- и микрогеометрией. Под макрогеометрией понимают правильность его геометрической
формы, а под микрогеометрией - размер абразивных зерен, их форму, углы и радиусы
закругления вершин и т.д. При обработке композитов происходят изменения макро- и микрогеометрии, причем характерным для шлифования этих
материалов является смешанное изнашивание круга, заключающееся в откалывании
от зерен небольших частиц, выпадении целых зерен из-за интенсивно истирающейся
связки, затуплении зерен и порой интенсивном
забивании пор стружкой и продуктами деструктированного полимера.
Производительность
шлифования, качество поверхностного слоя, стойкость круга, силы резания и температура
в зоне резания зависят от зернистости круга, вида связки, ширины круга,
концентрации (для алмазных и эльборовых кругов),
свойств обрабатываемого материала и режимов резания.
Важнейшим
фактором при назначении характеристик шлифовального круга и режимов обработки
является стойкость. Износ шлифовального круга может происходить как за счет
его засаливания, главным образом, продуктами
деструктированного полимера, так и за счет изменения геометрической формы
круга, что влияет на точность и качество поверхности. Кроме того, в процессе
обработки происходит затупление зерен, отрыв их
отдельных частиц из-за имеющихся дефектов типа микротрещин, а также вырыв
отдельных зерен вследствие интенсивного истирания связки круга.
Установлено,
что для шлифования изделий из стеклопластиков наиболее применимы круги из эльбора с частотой вращения - 2500-3000 об/мин. Наиболее
сложным является шлифование органопластика. Применяется, главным образом, для
изготовления образцов для проведения испытаний по определению
физико-механических характеристик. В процессе шлифования происходит интенсивное
засаливание круга и, как следствие этого, получение поверхности невысокого
качества, с ворсистостью и прижогами. Поэтому
требуется частая правка круга. Процесс усугубляется и тем, что в большинстве
случаев применение охлаждающей жидкости недопустимо.
Разрезка
изделий из композитов
Разрезку
изделий из композитов применяют для получения требуемых размеров и форм
изделий из листовых материалов, плит и оболочек.
Разрезка
подобных материалов может быть произведена ленточными и дисковыми пилами,
дисковыми фрезами, абразивными и алмазными кругами, струями жидкости высокого
давления, лазерным лучом. Однако, если иметь в виду
разрезку таких высокопрочных и труднообрабатываемых материалов, как стекло- и
органопластики, то далеко не все из рекомендуемых методов могут быть эффективно
применены. Так, ленточные и дисковые пилы, дисковые фрезы (даже твердосплавные)
обладают весьма низкой стойкостью, разрезка с их помощью малопроизводительна и
не обеспечивает требуемого качества реза. Не всегда эффективна разрезка с
помощью струй жидкости высокого давления и лазерным лучом, особенно при
больших толщинах (более 10 мм) разрезаемого материала. Поэтому наиболее
эффективный метод разрезки композитов - разрезка абразивными и алмазными
кругами.
Разрезка
изделий из стекло- и углепластиков абразивными кругами является одним из
методов, обеспечивающих удовлетворительное качество реза при относительно
высокой производительности по сравнению с разрезкой твердосплавными фрезами. Для разрезки рекомендуется применять абразивные круги из
карборунда на вулканитовой и, главным образом, на
бакелитовой связках. Толщина круга 1-4 мм. Частота вращения 2500-3500
об/мин.
Характерной
особенностью процесса разрезки стеклопластиков абразивными кругами является их
интенсивное изнашивание, которое заключается как в выпадении отдельных зерен
из-за интенсивного истирания связки, так и в изнашивании самих зерен из-за
сильного абразивного воздействия наполнителя обрабатываемого материала. Кроме
того, круг весьма интенсивно засаливается связующим и
продуктами деструкции полимера. Интенсивность засаливания падает пря обильном охлаждении обычной водой. Однако стеклопластики обладают
свойством водопоглощения, что приводит к изменению
их характеристик. Поэтому использование охлаждения в ряде случаев недопустимо,
что существенно ограничивает область применения для разрезки абразивных
кругов. В то же время, использование для разрезки стеклопластиков алмазных
отрезных кругов показывает, что применение алмазного инструмента по сравнению
с абразивным дает увеличение скорости, а
следовательно, и производительности в 1,5-3 раза и стойкости в десятки раз при
улучшении качества обработки. Кроме того, алмазные отрезные круги позволяют
производить разрезку без охлаждения жидкостью. Поэтому наиболее целесообразным
методом разрезки стекло- и углепластиков является разрезка алмазными отрезными
кругами.
Разрезка
изделий из боропластиков и гибридных материалов с добавлением
слоев боропластика значительно затруднена по
сравнению с разрезкой стекло- и углепластиков. Это объясняется чрезвычайно высокой
твердостью борных волокон, соизмеримой с твердостью таких абразивных
материалов, как карбид кремния. Применение для разрезки боропластиков
дисковых фрез (твердосплавных) и отрезных кругов из электрокорунда и карбида
кремния недопустимо из-за их весьма низкой стойкости. Так, абразивные отрезные
круги буквально на первых минутах работы интенсивно изнашиваются, теряя форму,
что немедленно сказывается на качестве обработанной поверхности.
Наиболее
производительно разрезку можно производить кругами из синтетических алмазов
марок АС6 и АС15 на металлической связке М1.
Зернистость кругов должна быть не ниже 250/200 с концентрацией 50-100%. Желательно
применение обильного охлаждения. Рекомендуемая частота вращения круга
7000-9000 об/мин (при
диаметре отрезного круга 200 мм), что соответствует скоростям резания до 70
м/с. Изнашивание круга при разрезке боропластика
происходит более интенсивно, чем при разрезке стекло- и углепластика, причем износ
зерна до его полного выпадения из поверхности круга достигает 40-50%.
Если разрезка
стекло-, угле- и боропластика
имеет много общего и отличается, главным образом, интенсивностью изнашивания
алмазного отрезного круга, то разрезка органопластика обладает рядом специфических
особенностей, объясняемых, в первую очередь, своеобразием состава органоволокнитов, представляющих собой полимер, наполненный
полимером. Высокая вязкость материала, сравнительно низкая теплопроводность,
повышенная теплоемкость значительно осложняют обработку. А отсутствие в составе
органопластика абразивного наполнителя определяет несколько другую природу
износа абразивных и алмазных отрезных кругов.
Если при разрезке композитов с абразивным наполнителем изнашивание
круга происходит, главным образом, за счет истирания связки и выпадения
отдельных зерен при сравнительно малом засаливании круга, то при резке органопластика
основной причиной потери кругом режущей способности является его интенсивное
засаливание - налипание на поверхности зерен и в межзерновом
пространстве продуктов разрушения материала и деструкции полимера.
Низкая
теплопроводность материала (уже на расстоянии 0,15-0,20 мм от зоны резания
температура материала близка к температуре окружающей среды) требует применения
при разрезке обильного охлаждения. Это вполне осуществимо при разрезке
органопластика, так как этот материал обладает значительно большей
водостойкостью по сравнению с другими композитами.
Использование
для разрезки твердосплавных дисковых фрез нецелесообразно из-за низкой
производительности процесса и невысокого качества разрезки.
Нарезание резьбы абразивными и
алмазными кругами
Нарезание резьбы однолезвийным инструментом обладает
рядом существенных недостатков:
1) интенсивное
выкрашивание микрочастиц твердого сплава резца в
начале работы, что приводит к ухудшению качества обработанной поверхности и в
некоторых случаях к искажению профиля резьбы;
2)
недостаточная производительность процесса, так как резьба нарезается за несколько
проходов;
3) невысокая
стойкость резцов;
4) наличие разлохмачивания обработанной резьбы, что вызывает
необходимость дополнительной операции - зачистки резьбы;
5) сложность
заточки специальных резьбовых резцов.
Таким образом,
нарезание резьбы на изделиях из композитов целесообразно производить кругами
из синтетических алмазов АС6 или АС15 зернистостью
200/160, концентрацией 50-100% на связке М1. Преимущества этого метода
нарезания следующие:
- снижение
основного и вспомогательного времени за счет уменьшения числа проходов и
времени на переточку инструментов;
- отсутствие
дефектов обработки в виде сколов и разлохмачиваний;
- высокая
стойкость алмазного круга;
- полное
исключение операции зачистки резьбы;
- возможность
практически полного удаления мелкодисперсной стружки путем постановки в узкой
зоне ее удаления эффективной вытяжной вентиляции, что уменьшает запыленность
рабочих помещений и улучшает условия труда.
Возможно
нарезание резьбы по методу скоростного шлифования, в соответствии с которым применяют
диски (круги), изготовленные из меди, алюминия и других материалов, более
мягких, чем материал обрабатываемой детали. На периферии такого диска делают,
например, с помощью накатки, множество равномерно расположенных мелких радиальных
выступов в виде пирамид, сплошных ребер и других формообразований. Обработку
такими дисками ведут с чрезвычайно большой окружной скоростью (частота вращения
диска до 30000 об/мин). При такой скорости материал
диска с низкой собственной твердостью обеспечивает износостойкость,
достаточную для обработки твердых материалов. Скорость должна быть тем больше,
чем выше твердость обрабатываемого материала и чем ниже твердость материала
диска.
Площадь
контакта выступа диска с заготовкой весьма мала, и поэтому концентрация
кинетической энергии, обеспечивающей ударную нагрузку, очень велика. Выступ
диска, ударяя по заготовке, не снимает с нее стружку как при обычном резании, а
выбивает мельчайшие частицы, образующие мелкодисперсный порошок. Время контактирования выступов диска с деталью настолько мало,
что количество образующейся теплоты незначительно, и диск существенно не
нагревается, поэтому обработку можно вести без охлаждения. Деталь подвержена
тепловым деформациям и растрескиванию меньше, чем обычно, что приводит к
повышению точности обработки. Изношенный диск может быть легко восстановлен с
помощью накатки.
Основные требования охраны труда и
техники безопасности при обработке композитов
Обработка
резанием композитов сопровождается обильным выделением большого количества
стружки и пыли. Частички разрушенного армирующего материала (стекло, угольные и
борные волокна и т.п.), смешанные с частицами затвердевшего связующего,
рассеиваются в воздухе и загрязняют его.
При
механической обработке изделий из композитов их исходные компоненты подвергают
как совместному, так и раздельному тепловому и механическому воздействию,
параметры которого варьируются на различных стадиях обработки. При этом
происходят химические и физико-химические превращения композита, которые
сопровождаются выделением или образованием различных низкомолекулярных
соединений, а также продуктов механической и термоокислительной
деструкции, загрязняющих окружающую среду и вредно воздействующих на людей.
Механическая обработка сопровождается выделением мелкодисперсной пыли, содержащей
частицы стекла, угля, бора и затвердевшего связующего. Из рабочей зоны эти
частицы во взвешенном состоянии могут распространяться по всему
производственному помещению. Механические частицы оказывают сильное
раздражающее действие, а некоторые виды - и токсическое воздействие на
дыхательные пути человека, а также легко внедряются в кожный покров, могут
проникать в кровь.
Максимально
допустимая концентрация стеклянной пыли в производственном помещении не должна
превышать 4 мг/м3. Установлено, что при отсутствии в
производственном помещении специальной при-точно-вытяжной вентиляции
концентрация стеклопыли может достигать 100-130 мг/м3.
Основными
правилами техники безопасности при обработке резанием композитов, кроме общих
для всех видов станочной обработки правил, будут являться следующие:
1) композиты
необходимо обрабатывать в отдельном помещении;
2) в помещении
должна быть приточно-вытяжная вентиляция и индивидуальная вытяжная вентиляция
к каждому станку;
3) рабочие
должны пройти медицинский осмотр и инструктаж, иметь спецодежду, которую хранят
в специальном шкафу;
4) после
работы спецодежду следует очищать с помощью пылесоса;
5) в
производственных помещениях запрещено принимать пищу, необходимо регулярно
проводить влажную уборку;
6) после
работы рабочий обязательно должен мыть лицо и руки горячей водой с мылом.
Следует
учитывать еще одну специфику обработки резанием композитов с точки зрения
техники безопасности. Речь идет о возможности взрыва. Опасность пылеобразования
связана с возможностью взрыва, что приводит к ожогам, повреждению оборудования
и возникновению пожаров. Вследствие взрывоопасности пылевоздушных смесей, возникающих
на участках механической обработки композитов, нельзя допускать отложения
слоев пыли на оборудовании, полах, стенах, перекрытиях и других элементах
производственного помещения.
Опасность
взрыва пылевоздушной смеси вследствие разряда статического электричества
весьма велика, так как при обработке композитов без использования СОЖ на
поверхности изделия возникает потенциал электростатических зарядов от 2,5 до
10 кВ. Удаление стружки и пыли из зоны резания
производят за счет создания эффективной вытяжной вентиляции или применения
специальных конструкций инструментов.
Применение композитных материалов
Применение КМ в
железнодорожном транспорте
В последние 30 лет в области композиционных материалов, в частности
армированных волокнистых пластиков, наблюдается быстрый прогресс. Рынок этих
материалов подвержен конъюнктурным изменениям, но общие тенденции
свидетельствуют о постоянном расширении их использования.
Уникальным
достоинством композиционных материалов является высокая удельная (на единицу
массы) прочность по сравнению с традиционными конструктивными материалами.
Этот фактор является определяющим на транспорте: эффективность применения
новых материалов проявляется в облегчении и удешевлении подвижного состава. Согласно
прогнозам, в будущем более трети общего объема выпуска композитов будет
использовано в изготовлении технических средств наземного транспорта.
На железных
дорогах все большую значимость придают уменьшению массы, сокращению расходов в
расчете на весь срок службы, повышению сопротивляемости разрушению при
столкновении. Для изготовления конструкций из металла требуются дорогостоящее
сырье и трудоемкие операции, такие, как сварка и зачистка. Композиционные
материалы позволяют устранить эти неудобства. Кроме того, отсутствие коррозии
увеличивает срок службы композитных конструкций. Пластичность композиционных
материалов позволяет получать изделия сложной формы, соответствующей
аэродинамическим расчетам, со значительно более низкими затратами. Еще важнее
то, что за счет применения композиционных материалов можно облегчить подвижной
состав почти на 50%. Это приводит к снижению потребления энергии в
эксплуатации - фактор, в свете проводимой политики защиты окружающей среды
имеющий особое значение. С точки зрения безопасности, в последнее время
большое внимание уделяют созданию систем контролируемого поглощения энергии
соударения при столкновениях. Проблема, с которой сталкиваются проектировщики в
области поглощения энергии соударения при столкновениях, заключается в том,
что необходимо поглотить максимальное количество энергии в условиях
ограниченного пространства и в то же время защитить основную конструкцию от
перегрузок.
Кривая,
отображающая зависимость деформации от нагрузки, показывает, что при
увеличении деформации нагрузка остается практически постоянной вплоть до полного
разрушения, а поглощаемая при этом энергия достигает значительной величины, так
что на основную конструкцию нагрузка начинает воздействовать только при полном
исчерпании ресурса разрушаемой зоны. Можно оптимизировать конструкцию
разрушаемой зоны для восприятия постоянной или переменой нагрузки от разных
уровней сил соударения.
Большим
недостатком существующих средств городского и междугородного железнодорожного
транспорта является их чрезмерная масса. В этой отрасли отмечается
настоятельная необходимость уменьшения массы как корпусов,
так и тележек вагонов в целях снижения требований к силовой установке и
тормозному оборудованию, а также уменьшения расходов на эксплуатацию вагонов и
путей. При этом для повышения популярности и экономической выгодности
железнодорожного транспорта необходимо учитывать требования промышленной эстетики,
прежде всего, к стилю, цвету, комфортабельности транспортных средств. Однако
при традиционном инженерном подходе удовлетворение требований промышленной
эстетики приводит к повышению массы транспортных средств в результате
необходимости увеличения толщины материала или вследствие другого способа
упрочнения в местах концентрации напряжений, появление которых обусловлено
наличием структурных неоднородностей в конструкциях. При традиционном инженерном
подходе повышение эстетичности транспортных средств приводит
к росту их массы, что противоречит требованиям по снижению мощности, тормозного
пути, эксплуатационных расходов и общих затрат на железнодорожный транспорт.
Это связано с тем, что традиционные дешевые материалы, как правило,
применяются в конструкциях, которые не полностью используют полезные свойства
материалов. Кроме того, типичные процессы изготовления ограничивают возможность
внедрения новейших конструкций, в ряде случаев это касается также методов
соединения деталей путем сварки или клепки. В условиях повышенных требований
промышленной эстетики необходимо применение новейших методов конструирования.
Например, известно, что конструкции алюминиевых и стальных вагонов,
представляющие собой, как правило, оболочки, локально подкрепленные профилями
или изготовленные только из листов, не самые эффективные в случае столкновения.
Эти конструкции не обладают достаточной стойкостью при крушении, даже если
вмонтировать в концы вагонов детали, поглощающие энергию удара. Вместе с тем,
разрушение автомобилей, в конструкции которых используются клееные панели,
показало очень высокую стойкость при столкновениях, что указывает на
целесообразность их применения в железнодорожных вагонах. Задачи
конструирования не ограничиваются эстетическими и экономическими соображениями,
они включают в себя также вопросы шумо- и
теплоизоляции, негорючести, сопротивления распространению трещин и простоты
ремонта.
Для
одновременного решения этих задач конструирования необходимо более эффективно
использовать традиционные и перспективные для железнодорожного транспорта
материалы, развивать многофункциональные конструкции, способные одновременно
выдерживать все многообразие механических нагрузок и воздействие окружающей среды.
Наряду с созданием локально-жестких конструкций путем добавления второго
материала для придания конструкции особых свойств, например, пены в качестве
изоляции, перспективным является также выбор соответствующих друг другу
материалов и конструкций, способных в совокупности решить поставленные задачи.
Весьма полезным может оказаться использование принципов конструирования авиационно-космических
аппаратов применительно к более дешевым материалам.
Для
изготовления некоторых деталей транспортных средств в США уже
по крайней мере 20 лет используются стеклопластики. Примерами таких деталей
могут служить формованные сиденья, головные обтекатели вагонов, формованные
элементы оборудования туалетов, формованные ступени лестниц, прозрачные панели
потолка, воздуховоды. Однако этими деталями, имеющими такие важные достоинства,
как долговечность, привлекательный внешний вид, малая масса, легкость монтажа и
ремонта и т. д., не исчерпываются все возможности применения композиционных
материалов. Современное и ожидаемое в будущем использование композиционных
материалов в пассажирском железнодорожном транспорте предполагает
многосторонность характера задач конструирования, при этом в новых
социально-экономических условиях задачи конструирования становятся значительно
более сложными. Так, при разработке вагонов основное внимание должно быть
уделено снижению начальной стоимости, некоторым вопросам безопасности и
легкости обслуживания и ремонта.
Анализ
эксплуатационных условий показывает разноплановость
нагрузок, возникающих в различных элементах конструкций, так, например, пол
испытывает изгибные и крутящие нагрузки, стены - сдвиг, внеплоскостной
изгиб, крыша - продольные и крутящие нагрузки, двери - ударные нагрузки в
дверных стойках, расположенных рядом с окнами, усталость в узлах крепления в
процессе работы. При этом должны обеспечиваться шумоизоляция,
поглощение продольных нагрузок при авариях.
При
конструировании перспективных транспортных средств необходимо решение
следующих задач: создание внешнего и внутреннего оформления, отвечающего
требованиям промышленной эстетики, удовлетворяющего запросам пассажиров и
соответствующего коммуникационным системам; снижение массы конструкций,
приводящее к экономии материальных ресурсов, к снижению износа путей, мощности
двигателя, тормозного пути и загрязнения среды; увеличение срока службы и
надежности материалов; повышение безопасности пассажиров путем использования
новейших материалов, обладающих стойкостью при крушении, способностью поглощать
энергию удара, огнестойкостью, бездымностью;
создание определенного уровня шумо-, вибро- и теплоизоляции
пассажирского салона; обеспечение простоты обслуживания, осмотра и ремонта
транспортных средств; сокращение затрат на приобретение вагонов, с учетом их
срока службы; учет возможности использования отходов в качестве вторичного
сырья; снижение энергетических затрат и, следовательно, загрязнения среды на
всех этапах изготовления конструкций.
Наиболее
приемлемыми материалами в этом плане в настоящее время являются стеклопластики,
обладающие коррозионной стойкостью, высокой удельной прочностью, легкостью
получения сложных конфигураций, высокой ударной вязкостью, легкостью ремонта,
экономичностью технологии формования. Кроме того, они обладают стойкостью
против гниения, нагрева, коррозии, высокой удельной прочностью, способностью
принимать любую форму, они неэлектропроводны и
немагнитны. В ряде случаев не требуются затраты квалифицированного труда и
дорогие отделочные работы. Вместе с тем, необходимо отметить
и отрицательные стороны их использования: требуют больших затрат труда, за
исключением формования из предварительно пропитанной заготовки; в ряде случаев
они более дорогие, чем стальные или алюминиевые конструкции, но обычно дешевле
при учете общих затрат; относительно невысокая прочность вторичных соединений;
затрудненность соединения без механических креплений; абразивный износ поверхностей;
гибкость из-за низкого значения модуля упругости; крошатся при вибрационной
нагрузке.
Все упомянутые
выше задачи конструирования транспортных средств связаны
с экономикой. Обычно при выборе материалов для вагонов рассматриваются такие
факторы, как начальная стоимость, эксплуатационные расходы и масса. Однако при
оценке новых материалов необходимо, в первую очередь, определить, исходя из
прогнозируемых потребностей рынка, требуемую производственную мощность
предприятия. Объем выпускаемой продукции в большой степени определяет
капиталовложения, а также экономическую эффективность того или иного
производственного процесса. Экономичность любой конструкции должна
определяться с учетом полного цикла эксплуатации в расчете на снижение
накладных расходов и стоимости проезда. Необходимо также учесть, что снижение
массы вагонов имеет большое значение для сокращения времени ускорения и торможения
поездов и, следовательно, повышения эффективности всей системы.
Многие
перспективные авиационно-космические материалы неприменимы для средств
наземного транспорта. Целесообразнее использовать в железнодорожной индустрии
элементы авиационно-космической технологии, методы конструирования и анализа
применительно к слоистым панелям, модульным конструкциям, соединительным узлам
и т.д. Следует отметить, что основным препятствием для применения новых
материалов служит недостаточная механизация процессов изготовления по
сравнению с производством сварных конструкций, поэтому при разработке будущих
поколений железнодорожных транспортных средств надо иметь в виду необходимость
не только повышения эффективности конструкций, но также упрощения процессов
изготовления.
Целесообразность
использования композиционных материалов в конструкциях впервые выявилась в
авиационно-космической отрасли. Накопленный опыт позволяет разработать новейшие
типы конструкций для одновременного решения перечисленных выше задач, снижения
затрат на производство и контроль качества заготовок, а также для повышения
эффективности использования новых материалов. При этом целесообразно
использование и клеевых металлических слоистых конструкций. Причём необходимо
создавать детали заданного размера, а не обрезать их до необходимого размера,
это позволяет избежать применения дорогостоящего оборудования и соответствующих
энергетических затрат и обеспечивает экономию материалов из-за отсутствия отходов.
В будущих конструкциях будут сочетаться различные материалы, в результате чего
может быть достигнуто, например, высокое сопротивление растрескиванию. Такие
экзотические для данной отрасли материалы как углеродные волокна, обладающие
высоким модулем упругости, могут использоваться в малых количествах для
выборочного армирования традиционных профилей, в частности двутавров,
и таких деталей, как оконные стойки.
Выборочное
армирование позволяет предотвратить чрезмерные деформации корпусных панелей, а
также, например, искривление и износ дверных креплений и замков. Такое
применение однонаправленных композиционных материалов с углеродными волокнами
лишь незначительно повысит производственные расходы, в то время как традиционные
материалы приобретут дополнительную прочность. Примером выборочного армирования
углеродными волокнами может служить также использование углеродных волокон в
качестве арматуры слоистых стеклопластиковых панелей, что позволяет снизить их
толщину, или локальное упрочнение боковых панелей корпусов вагонов, подвергающихся
преимущественно сдвиговым нагрузкам. Армированные углеродными волокнами детали
могут обрамлять проемы в конструкциях (например, окна), что позволяет снизить
концентрацию напряжений.
Наиболее ответственным
элементом представленных схем упрочнения конструкций являются подкрепляющие
элементы различной формы поперечного сечения. Для получения таких элементов
необходимы методы формования, предполагающие их массовое поточное
производство. В этом плане целесообразно использование пултрузионных
и совмещённых плетельно-пултрузионных методов
изготовления. Проведенные в этом направлении разработки позволяют использовать
созданные в последнее время автоматические линии для формования профилей
различных типоразмеров.
Отмеченные
выше благоприятные возможности для расширения применения композиционных материалов
в конструкциях железнодорожных транспортных средств, предполагают также
разработку новых сочетаний материалов и конструкций для составных частей
вагонов - панели крыши, боковые панели, панели пола, стойки для окон вагона и
кабины машиниста. Большое влияние на конструкцию оконных стоек
как для боковых окон, так и для окон кабины оказывают требования промышленной
эстетики. Целесообразно создание цельных трехмерно изогнутых линий оконных
стоек. Выполнение этих требований предоставляет возможности для реализации
новых инженерных идей и одновременного решения ряда задач конструирования:
возможности получения изделий сложной формы при умеренных затратах на изготовление
и контроль качества; обеспечения требуемых значений жесткости и прочности на
сжатие и сдвиг; обеспечения безопасности пассажиров при столкновениях
вследствие жесткости каркаса; возможности объединения в одно
целое боковых панелей с панелями крыши, а также возможности армирования в
местах возникновения концентрации напряжений (в углах окон) при малых затратах,
максимального сокращения массы и стоимости; обеспечения высокой надежности и
простоты ремонта; огнестойкости или наличия огнеупорных слоев в слоистых композициях;
легкости замены, ремонта и неповреждаемости при
транспортировке от места изготовления к месту монтажа или ремонта.
Панели для
крыш вагонов оказывают большое влияние на внешний вид, скоростные качества и
внутреннюю обстановку вагона. При выборе соответствующих друг
другу материалов и конструкций необходимо принимать во внимание следующие
соображения: снижение массы по сравнению с традиционными конструкциями;
обеспечение требуемого уровня жесткости при воздействии возникающих в процессе
эксплуатации крутящих и изгибных нагрузок, а также требуемого уровня прочности
на изгиб и сжатие для противодействия нагрузкам, возникающим при работе на
крыше обслуживающего персонала;сохранение геометрии
конструкций в случае столкновения для обеспечения безопасности пассажиров;
снижение затрат с учетом срока службы; возможность изготовления конструкций
одинарной и двойной кривизны без применения дорогостоящего инструмента и оборудования;
обеспечение необходимой теплоизоляции и допустимого уровня шума, обусловленных
требованиями комфорта пассажиров; огнестойкости или наличия встроенных
огнеупорных барьерных слоев; легкость замены, ремонта и складирования.
Одним из
перспективных направлений является создание дверей для подвижного состава. Стоимость композитной двери, раздвижной или распашной, может
превышать стоимость обычной в 2 раза, но материал, из которого она
изготовлена, обладает свойством восстанавливать форму после деформации, и,
значит, в случае повреждения двери нет необходимости отставлять вагон от
эксплуатации, как это приходится делать для замены металлических дверей,
которые не восстанавливают форму после повреждения, например, вилочным подъемником.
Прогноз расходов в расчете на весь срок службы показывает, что стоимость двух
замен обычных металлических дверей компенсирует более высокую стоимость
композитной двери. Тот факт, что обычную дверь из-за повреждений приходится
менять 1-2 раза в год, стал для одной из железных дорог серьезным аргументом
для размещения заказа на 1000 композитных раздвижных дверей в ходе модернизации
эксплуатируемых грузовых вагонов.
Помимо
использования в подвижном составе, наибольший интерес представляет применение
композиционных материалов для изготовления шпал. Композиционные шпалы, по всей
вероятности, никогда не будут экономичнее деревянных, но существует возможность
их применения там, где проявляются недостатки деревянных шпал, например, на грузонапряженных линиях с большим числом кривых малого
радиуса или на усовершенствованных стрелочных переводах. Поиски альтернативных
материалов для шпал ведутся с целью увеличения их долговечности, так как во
влажной среде срок службы деревянных шпал ограничен из-за гниения, которому
такие материалы, как пластмассы, не подвержены. С другой стороны, развитие
рынка изделий из древесины твердых пород свидетельствует о тенденции к
использованию этого материала в более выгодных, чем изготовление шпал,
направлениях, и затруднения в поставках материала для деревянных шпал повышают
их стоимость. Кроме того, ужесточившиеся за последние 25 лет требования по
охране окружающей среды могут в будущем ограничить применение деревянных шпал,
пропитанных креозотом, что вынуждает железные дороги искать новые,
экологически безвредные решения. Предложено изготавливать шпалы из вторсырья
(продуктов переработки пластиковых бутылок из-под молока и газированных напитков).
В настоящее время значительная часть из 3,3 млн. т годового объема таких
отходов в США вывозится на захоронение, что государственные службы по охране
окружающей среды считают наименее благоприятным вариантом. Ожидаемая стоимость
изготовления пластиковой шпалы составляет около 70 дол. США, что выше
стоимости деревянной. Однако пластиковые шпалы предназначены не для сплошной
замены деревянных, а для укладки в местах с повышенной влажностью, где срок
службы деревянных шпал ограничен из-за неудовлетворительного дренажа: в
тоннелях, кривых, на стрелочных переводах, мостах, переездах и т.д.
Даже с учетом
неоспоримых преимуществ легких и прочных композитных материалов отношение к
ним на железнодорожном транспорте до недавнего времени было довольно
консервативным, хотя первые попытки применения композиционных материалов для
замены металла делались более 40 лет назад. В Германии с 1955 г. проводились
эксперименты с рамами тележек из композитов. Одна британская компания в 60-х
годах изготовила из стеклопластика двери для вагонов пригородных поездов.
Несмотря на многообещающие перспективы, хрупкость существовавших в то время
пластиков ограничивала применение композиционных материалов на железнодорожном
транспорте чисто декоративными целями. Все же внедрение композитов постепенно
расширялось, но, в основном, для изготовления элементов подвижного состава,
не несущих основные нагрузки.
Выбор КМ для железнодорожного
транспорта
Армирующие
материалы. Несмотря на последние достижения в области применения
арамидных и углеродных волокон, особенно для
армирования несущих элементов, привилегированное положение по-прежнему занимает
стекловолокно (58%). Его доминирующую позицию можно объяснять сравнительно
низкой стоимостью и хорошими защитными свойствами. Совершенствуются
технологические процессы изготовления стекловолокна и изделий из него в целях
оптимизации по основным критериям применимости (например, для уменьшения выкрашивания, повышения статической прочности, улучшения
способности к приданию сложных форм и т.д.), а также совместимости и связности
с быстроформируемыми смолами.
Очевидно, что
существуют различные виды армирующих материалов, отвечающие поставленным требованиям.
Для большинства ненесущих элементов наиболее экономичными являются маты из
резаного (33% общего потребления) и цельного (16%) стекловолокна. В более
напряженных условиях работы хорошо зарекомендовали себя тканые текстильные
материалы (34%) и немнущиеся ткани (12%).
Связующие. Для
изготовления элементов пассажирских вагонов применяются термостойкие смолы, которые
в настоящее время доминируют на рынке и, как полагают, сохранят эти позиции в
обозримом будущем.
Первое место
прочно занимают полиэфиры (35%), которые разделяют рынок с виниловыми эфирами
(22%), эпоксидными (21%), фенольными (15%) и модифицированными акриловыми (4%)
смолами.
Большое
распространение полиэфиров объясняется, главным образом, их благоприятными
пластическими характеристиками, а при добавке наполнителей, например, гидрированных силикатов, они могут быть модифицированы для
изготовления застывающих покрытий. Вместе с тем, более широкому использованию
полиэфиров в пассажирском подвижном составе препятствуют неудовлетворительные противопожарные
свойства. В своей немодифицированной форме они хорошо
поддерживают горение с выделением большого количества дыма и токсичных газов.
Эта проблема частично решена благодаря гамме неорганических наполнителей, доступных
в настоящее время на рынке. Среди них наиболее известны и чаще используются трехокись сурьмы и тригидрат
алюминия, степень огнестойкости которых зависит от
процента добавления. Подобный же эффект обеспечивается введением брома или
хлористой кислоты в их оригинальной химической структуре. Другие добавки,
обычно применяемые для улучшения характеристик термопластичности,
должны быть совместимы со смолами по малой усадке и высокой стабильности. После
соответствующей химической обработки они могут применяться также для улучшения
сохранности внешнего вида или повышения устойчивости смол против вредного
воздействия ультрафиолетового излучения.
Добавки
зачастую применяются и с другими системами смол, особенно если требуется
обеспечение огнестойкости. Когда необходимо хорошее сопротивление возгоранию,
наиболее часто используются фенольные смолы, которые из-за благоприятных
характеристик (малое выделение дыма и токсичных газов) привлекают особое
внимание специалистов железнодорожного транспорта. Из материала на основе
фенольных смол изготавливают, в частности, литые носовые части массой 250 кг
кабин управления электровозов LeShuttle,
курсирующих в тоннеле под Ла-Маншем. Кроме того, минеральные наполнители
улучшают свойства материалов и позволяют снизить массу изделий. Следует учитывать,
что при высоком содержании наполнителей смолы становятся более вязкими, и с
ними трудно обращаться.
Наполнители. В течение
длительного времени при изготовлении легких и прочных панельных конструкций
железнодорожного подвижного состава в качестве основы использовались
преимущественно вспенивающиеся (27%) или ячеистые (22%) полимеры, а также
древесина бальзы и некоторых других пород (26%). В течение длительного времени
предпочтение отдавалось пенополимерам, как термореактивным, так и термопластичным. Наиболее широкое
применение получили материалы на базе полиуретана и поливинилхлорида.
Материалы из полиуретана могут закладываться во вспененном состоянии между
наружными и внутренними листами обшивки и, следовательно, не нуждаются в
предварительной формовке.
Наиболее
эффективной с экономической точки зрения является основа из бальзы, которая, в
частности, применена при изготовлении кабин управления. Здесь бальза
использована в качестве основы всех несущих конструкций, за исключением
противопожарных перегородок, где ее заменяют полиуретаном для упрощения
технологического процесса изготовления. Среди других случаев применения
недавнего времени можно упомянуть вагоны монорельсовой дороги в Куала-Лумпуре,
изготовленные британской компанией FlexaduxPlastics, где древесина бальзы использована в виде панелей
размерами 343,2 м2, покрытых в несколько
слоев фенольной смолой.
Характеристики,
подходящие для изготовления железнодорожного подвижного состава, имеют также
материалы на базе ячеистых полимеров. Они обычно применяются в качестве основы
облегченных многослойных (типа сэндвич) панелей, обладающих высокой жесткостью
и прочностью. Хорошие характеристики по сжимаемости позволяют использовать эти
материалы в качестве элементов, поглощающих энергию при столкновениях. Одной
из последних разработок является стеклоткань, имеющая улучшенные показатели
прочности на срез по сравнению с наполнителями из пенопластиков
при сопоставимых ценах. Пространство между вертикальными элементами жесткости
можно заполнить пластиками, улучшающими механические, а также тепло- и звукоизоляционные
характеристики конструкций типа сэндвич. Эти новые материалы получили фирменные
наименования Parabeam и VorwerkClosth и в сочетании с фенольными смолами нашли
применение при изготовлении плит настила пола вагонов.
Изготовление КМ для
железнодорожного транспорта
Несмотря на
благоприятные характеристики композиционных материалов, технология
изготовления изделий из них, напротив, ограничена выбором и связана с большими
затратами ручного труда. Наблюдается тенденция к постепенной механизации и
автоматизации технологических процессов, но при изготовлении подвижного состава
по-прежнему преобладает наложение слоев вручную (21%), в ряде случаев -
способом напыления (12%). Эти процессы, гибкие и позволяющие удовлетворить
предъявляемые требования, из которых одним из важнейших является простота
сборки и в случае необходимости замены отдельных элементов, остаются весьма
трудоемкими. Поэтому они наиболее приемлемы для выпуска изделий небольшими
партиями, особенно крупногабаритных, таких, как конструктивные элементы
кузовов электровозов. Несмотря на большие размеры, здесь достигнута высокая
точность: при формовке выдержаны допуски ±2 мм.
Для
большинства изделий преимущественным методом изготовления является холодная
формовка. Она в течение многих лет применяется для изготовления оконных рам,
туалетных модулей и облицовочных панелей. Этот полуавтоматический процесс
обеспечивает лучший контроль качества, чем наложение слоев вручную. Кроме того,
при этом процессе значительно снижается уровень выделения стирола. Затраты на
технологическое оборудование зависят от размера партии, поэтому для
изготовления таких изделий, как каркасы кресел, используются маты, пропитанные
в горячем состоянии смолой. Улучшенная декоративная отделка таких изделий
может быть получена последующим нанесением лакокрасочных покрытий.
Все более
широкое распространение приобретает литьевое прессование (RTM). Эта технология
нашла,применение при
изготовлении деталей кресел и раздвижных дверей для вагонов трамвая. Вариантом
этого метода является литье под давлением (NIM), которое использовала
британская компания FibretteComposites
при изготовлении кресел для электропоездов. Процесс NIM позволяет отливать
изделия сложной конфигурации. Благодаря использованию входящих в состав композиции
стекловолокна, смолы Modar, наполнителя из тригидрата алюминия и полиуретановой пены массу корпуса
кресла в сборе удалось снизить почти до 6 кг.
Многослойные
конструкции в железнодорожном транспорте
Внедрение
целой гаммы новых композиционных материалов дало возможность освоить
изготовление многослойных конструкций (типа сэндвич), преимущественно
панельных. Такие панели представляют собой сформованные в единое целое слои
материала основы (из древесины бальзы, вспенивающихся или ячеистых полимеров),
заключенные между двумя жестко соединенными оболочками, которые могут быть
металлическими (например, из алюминия) или армированными композитными, в том
числе с декоративным покрытием.
Панели типа
сэндвич представляют проектировщикам возможность
получения облегченных конструкций. Нагрузки, действующие на многослойные
конструкции, воспринимаются материалом оболочек в виде напряжений растяжения или
сжатия. Материал наполнителя, жестко связанного с оболочками, хотя и отделяет
оболочки друг от друга, но способен обеспечить передачу между ними возникающих
усилий среза, так что панель работает как единая конструкция. Целостность
конструкции типа сэндвич способствует значительному увеличению прочности
материалов отделочных покрытий, в результате чего повышаются их качество и долговечность.
Многослойные
конструкции на основе ячеистых полимеров могут быть внутри заполнены пеной.
Этот метод наиболее часто применяется для плоских панелей, которые просты в
изготовлении и используются в различных элементах внутренней отделки
пассажирских вагонов, особенно тамбуров и туалетов. Конструкционные
характеристики могут быть улучшены за счет использования предварительно
изготовленных модулей. Когда панели поставляются с оболочками, на которые уже
нанесены декоративные покрытия, такие изделия, как внутренние перегородки и
элементы кабин управления, могут изготавливаться с минимальными потребностями
в отделочных работах.
При разработке
многослойных конструкций следует учитывать определенные концептуальные требования
с точки зрения гибкости, жесткости, сопротивляемости деформациям. Есть
возможность придавать им желаемые механические и физические характеристики, не
уступающие традиционным конструкционным материалам.
Прогнозы
относительно применения композиционных материалов на железнодорожном транспорте
весьма оптимистичны. Однако для более широкого распространения этих материалов
необходимо решить ряд проблем технического и экономического характера. Так, в
настоящее время механические характеристики наиболее перспективных углеродных
и арамидных волокон еще не в полной мере
соответствуют предъявляемым требованиям. Кроме того, их стоимость слишком высока.
Следует также провести дополнительные исследования для определения оптимальных
областей применения композиционных материалов в зависимости от их свойств,
особенно с точки зрения затрат в расчете на весь срок службы.
Таким образом,
анализ возможности использования современных композиционных материалов в конструкциях
железнодорожного транспорта, накопленный опыт изготовления аналогичных
конструкций в авиационной технике позволяют сделать вывод о целесообразности
применения таких материалов для ответственных конструкций транспортных
средств.
Применение КМ в автомобильном
транспорте
В последнее
время происходят принципиальные сдвиги в области применения КМ
в конструкции автомобиля. Раньше из КМ изготавливались
детали электротехнического, антифрикционного и декоративного назначения. Современные
модели автомобилей включают в себя более 400 различных деталей из КМ, в том
числе внутренние и наружные панели дверей, удлинители крыльев, боковые панели,
энергопоглощающие передние и задние элементы кузова,
бамперы, держатели фар, кожуха системы отопления и охлаждения, решетки
радиатора, цельно-формованные потолки и т.д.
Среди
композитов в автомобильной промышленности ведущее положение занимают
стеклопластики на основе термореактивных смол.
Основным
определяющим направлением применения стеклопластиков в конструкции автомобиля
является внедрение наружных крупногабаритных панелей кузовов и кабин. Для
производства кузовных наружных панелей наиболее перспективными материалами
следует считать стеклопластики на основе ненасыщенных полиэфирных смол,
представляющие собой рулонные (листовые) полуфабрикаты. Эти материалы известны
за рубежом как листовые формованные композиции (препреги)
типа SMC и их модификации - малоусадочные препреги
LMC.
В настоящее
время малоусадочные препреги, имеющие в составе эластомерные модификаторы, обеспечивают высокое качество
поверхности изделия и поэтому при производстве наружных кузовных панелей заменяют
повсеместно препреги типа SMC.
Среди кузовных
панелей из препрегов первое место прочно занимают
передние панели с проемом для установки радиатора (54% в 1992 г.). Передние
панели из препрегов SMC и LMC начали применяться
более 80 лет назад. Уже в 1975 г. эти панели из препрегов
SMC устанавливались на 30 марках легковых автомобилей США.
В 1979 г. на
40 моделях американских легковых автомобилей (65% всего выпуска) передние
панели массой от 3 до 9 кг изготовлялись из препрегов,
причем выпуск отдельных деталей достигал 450 тыс. шт. в год, а в 1981 г. на производство этих деталей
пошло более 18 тыс. т препрегов. Внедрение этих
деталей в конструкцию автомобилей после разработки малоусадочных препрегов стало непрерывно увеличиваться благодаря решению
проблемы получения требуемого качества поверхности без дополнительных затрат
времени на отдельные финишные операции. В настоящее время производство
стеклопластиковых передних панелей с проемом для радиатора стало традиционным.
Выполненная из
металла передняя часть кузова легкового автомобиля образуется из 35
штампованных деталей. Она собирается при помощи сварки в промежуточные
(технологические) узлы; на нее наносят различные антикоррозионные покрытия. Тот
же элемент кузова, изготовленный из препрега,
включает одну основную деталь - моноблок и пять-шесть присоединительных общей
массой 3-9 кг. Заменой металла на стеклопластик достигается снижение массы на
30-40%, улучшается коррозионная стойкость и, в ряде случаев, снижается себестоимость
за счет меньшей трудоемкости и экономии на оснастке.
Несмотря на то, что применение КМ для производства передних панелей
расширяется, доля их в 90-х годах в общем объеме кузова снизилась до 34%. Это
объясняется тем, что задние панели автомобиля, аналогичные по конструкции
передним (то есть моноблочные), устанавливались в 1983 г. на автомобиле Celebrity фирмы Chevrolet, а с
1984 г. их начали устанавливать и на другие модели; к 1988 г.
общая масса задних панелей достигла 4,5 тыс. т.
Увеличивается
использование препрегов для производства капотов как
легковых, так и грузовых автомобилей, что обусловлено, в частности,
разработкой малоусадочных препрегов.
Раньше капоты
из препрегов устанавливались на легковых автомобилях,
выпускаемых малыми сериями, или на специальные модели. Целесообразность их
применения объяснялась тем, что стоимость оснастки на их производство
составляла лишь небольшой процент от стоимости оснастки для капота из металла.
Сейчас интерес к препрегам как материалу капота
обусловлен возможностью значительно снизить массу детали. Пластмассовый капот
автомобиля не только на 16,5 кг легче стального, но и имеет лучшие
аэродинамические характеристики. Капот формуется из малоусадочных препрегов из двух частей и соединяется клеем.
Использование препрегов на некоторых моделях грузовых автомобилей
достигает 136 кг, большая часть которых приходится на капоты и интегральное
оперение.
Уже сейчас у
грузовых автомобилей средней грузоподъемности Topkiek
концерна GMC передняя часть кабины состоит из 13 прессованных деталей, что
снизило массу их конструкции более чем на 50%. Этот капот с крыльями из препрега весит 47 кг, а из стали - 103 кг. Интегральное
оперение имеют грузовые автомобили серий С210 и 260 фирмы Рено (Франция), фирмы
МАК (США), «Волво» (Швеция) и т.д.
Капоты четырех
моделей средних и большегрузных автомобилей серии S фирма International
производит из препрегов, в зависимости от модели
капоты в сборе весят 36-45 кг. Прессование капотов осуществляется за 2-2,5
мин. В день изготовляется более 400 шт. интегрального оперения, в конструкцию
которого входят и эти капоты.
Применение
интегральных капотов и передних деталей из препрегов
почти во всех моделях автомобилей большой грузоподъемности с опрокидывающейся
кабиной (за исключением мелкосерийных, где они делаются контактным методом)
становится также традиционным. На производство таких моноблоков уже в 1982 г.
пошло более 7,7 тыс. т препрегов типа SMC и LMC.
Применение
капотов и интегральных оперений в грузовых автомобилях будет увеличиваться.
Капот из композитов легче открывается, сводятся к минимуму требования к
дополнительным опорам для поддержания его в открытом положении.
В последнее
время большое распространение получают пластмассовые двери из препрега для грузовых и легковых автомобилей. Целесообразность
применения препрегов для этих дверей, по данным ряда
американских фирм, определяется снижением массы на 30-40% (13-15 кг), кроме
того, на выпуске 1,2 млн. дверей будет получена экономия капиталовложений около
40-60%.
В настоящее
время для грузовых автомобилей серий Astro и General применяются двери из препрегов.
Эти двери имеют силовую несущую конструкцию, изготовляемую в массовом
производстве без металлических кронштейнов и элементов жесткости. Применение препрегов позволило разработать облегченную конструкцию
задней двери для автомобиля «Универсал» типа В фирмы Oldsmobile. Пластмассовая дверь собирается из двух панелей
и на 6,3 кг легче заменяемой ею стальной двери массой 20 кг, состоящей из семи
деталей. Рабочий цикл прессования каждой панели - 3,5 мин, причем нанесение
покрытий на деталь непосредственно в пресс-форме, исключающее необходимость в
нанесении и в сушке грунтовки, занимает 1 мин.
В настоящее
время ведутся работы по уменьшению массы двери еще на 1,8-2,3 кг и по снижению
цикла прессования на 1 мин.
В 1980 г.
задняя дверь из препрега была установлена на 1000 автомобилей,
а с 1981 г. количество грузопассажирских автомобилей с такой дверью возросло до
6000. Фирмы Mack и GeneralMotors (США) также стали собирать двери из стеклопластика и
устанавливать их на автомобилях.
Весьма
перспективны задние подъемные двери из препрега для
грузопассажирских автомобилей и малогабаритных фургонов многоцелевого
назначения, Из-за особенности их конструкции при штамповке всегда образуется
много металлических отходов. При изготовлении задних подъемных дверей, независимо
от объема производства, замена стали на малоусадочные
препреги выгодна. Эти панели, как показала
эксплуатация, долгое время сохраняют хороший внешний вид.
С 1983 г.
задние двери из малоусадочных препрегов устанавливаются
на грузопассажирских автомобилях с кузовом типа В
фирмы Oldsmobile, а с 1984 г. - на грузопассажирских
автомобилях BuickElestra и
Lesabra.
В США препреги применяются также для производства сборных крыш
(около 7,7 тыс. т ежегодно). Эти крыши легко снимаются, и в результате получаются
автомобили с открытым верхом. Панели таких крыш весят от 2 до 5 кг и
соединяются между собой полиуретановым клеем.
В настоящее время продолжительность цикла формования панелей из
малоусадочных препрегов примерно в два раза превышает
такт сборочного конвейера, равного при крупносерийном производстве 1 мин. Переработка
препрегов допускает снятие около 125 тыс. панелей с
формы в год, однако разработана новая технология, увеличивающая
производительность до 175 тыс. шт.
В 1978-1979
гг. американская фирма «ЮСМ корпорейшн» разработала
новый метод переработки материалов типа препрегов -
инжекционное прессование. Этот метод позволяет получить в крупносерийном и массовом
производстве сложные, с хорошей поверхностью наружные крупногабаритные детали и
сократить время изготовления на 20-25% по сравнению с обычным прессованием. В
настоящее время инжекцион-ным
прессованием изготавливают такие детали, как передняя панель кузова автомобиля
«Форд Гранде» («Монарх»), арматура фары автомобиля «Шевроле Монза», держатели арматуры автомобилей «Додж Ом-пи 024»,
«Крайслер Нью-Йоркер», обводки фары автомобиля
«Крайслер Нью-Йоркер», боковая передняя панель
автомобиля «Бьюик Речел» и т.д. Кроме технологических
преимуществ, этот метод позволяет получить детали на 10-30% легче, чем при
прессовании. Детали, получаемые методом инжекционного формования, окрашиваются при температуре 200°С. Основным преимуществом
процесса является его полная автоматизация: автоматизированные взвешивание,
дозирование и смешивание состава, а также автоматизированное дозирование материала
в пресс-форму, присущее процессу инжекционного прессования. После получения
переменных прессования и установления условий производства процесс обеспечивает
постоянное получение однородных деталей. Такие преимущества инжекционного
прессования армированных стеклом термореактивных полиэфирных составов по
сравнению с процессом прессования в формах, как улучшение качества деталей и
снижение стоимости, с избытком окупают повышенные капитальные затраты. Этим
методом можно выпускать до 1000 деталей в день. Недостатком метода является
снижение некоторых механических характеристик материала, в частности, ударной
вязкости (на 50%), предела прочности при изгибе (на 15%).
Аналогичный
процесс (ZMC-процесс) разработан и сейчас начинает применяться во Франции.
Наиболее крупной конструкцией автомобильного узла, получаемого ZMC-процессом,
является подъемная задняя дверь на автомобилях Citroen
BX. Она состоит из трех деталей, самая большая из которых имеет размер
1500x1100 мм и массу 8 кг, что почти на 15% легче стальной. Две малые боковые
детали приклеены к ее внутренней поверхности, образуя коробчатую конструкцию.
В настоящее
время в США для формования крупногабаритных деталей из стеклопластика
используют более 50 литьевых машин.
Многолетний положительный опыт применения препрегов
в качестве материала для облицовочных и навесных наружных панелей кузовов и
кабин, возможность производства стеклопластиков типа препрегов
и переработка их в крупногабаритные панели на автоматизированных линиях,
разработка малоусадочных рецептур препрегов с
улучшенными механическими и технологическими свойствами, которые позволяют
получать большие тонкостенные панели (1,7-2,2 мм) за 60 с, делают возможным
использование этих материалов не только для
производства наружных и облицовочных панелей при крупносерийном и массовом
производстве, но и для выпуска каркасно-панельных конструкций кузовов и кабин
из стеклопластиков.
С 1990 г.
выпускается до 1 млн. легковых автомобилей с крупногабаритными панелями из препрега.
В 1953 г.
фирма Chevrolet начала производить стеклопластиковые
кузова автомобиля Corvette. Эти кузова изготовлялись
контактным методом и в небольшом объеме. Кузова этого автомобиля модели 1984
г. уже выпускаются из малоусадочныхпрепрегов в объеме более 20 тыс. и включают такие детали,
как капот, передние и задние крылья, двери, крыша, днище, задние нижние панели
и т.д.
Высокое
качество поверхности деталей из препрегов на панелях Corvette обеспечивается следующим образом. Непосредственно
перед окончательным отверждением материала пресс-форма частично открывается, и
в одну или обе полости быстро впрыскивается грунтовка
специального состава. После этого немедленно вновь прикладывается давление, под
действием которого грунтовка начинает течь и заполняет все поры и дефекты
поверхности детали. Нанесение грунтовки в форме исключает такие отделочные
операции, как промывка растворителем для удаления смазки, грунтование,
шлифование отдельных участков поверхности, вторичное грунтование и т.д., что
приводит к ощутимой экономии времени, энергии и стоимости.
Панели
облицовки кузова не являются несущими деталями и могут быть сняты с каркаса.
Эти панели изготавливаются из трех материалов: малоусадочных препрегов, полиуретанов и армированных полиуретанов,
причем из препрегов делаются панели с плоскими
горизонтальными поверхностями большой площади и массы: капот двигателя - 15
кг, крышка багажника с верхними задними панелями - 25 кг, крыша - 6 кг.
Считают, что кузов из КМ в три раза долговечнее
стального. Плановый выпуск изделий из препрега - 45
шт. в час, в настоящее время годовой выпуск составляет 80-100 тыс. шт.
На примере
кузова автомобиля Fiero можно видеть основные преимущества,
которые получают при производстве кузовных панелей из препрегов:
- при
изготовлении пластмассовых панелей меньшие затраты на оборудование, чем при
изготовлении стальных панелей. Для изготовления стальной детали требуется не
менее четырех операций, выполняемых на совершенно различных штампах: вырубном,
пробивном, вытяжном и формовочном. Отсюда следует, что для изготовления
стальной панели требуется, как минимум, в четыре раза больше оснастки, чем для стеклопластиковой. Так как стоимость оснастки одной
операции составляет ~200 тыс. дол., то переход на
пластмассовые панели может дать экономию не менее 600 тыс. дол., а для
некоторых типов панелей экономия приближается к 1 млн. дол. Кроме того,
оснастка для деталей из стеклопластика изготавливается на шесть месяцев
быстрее, чем для металлических деталей;
- можно
получать конструкции, состоящие из нескольких деталей. Например, фирма Oldsmobile несколько лет назад установила на автомобиле SportOmega крылья из препрега, при этом она внедрила технологию получения
моноблока, заменяющего пять стальных деталей, которые соединялись точечной
сваркой;
- детали из препрегов могут окрашиваться в сушильных камерах при
температуре до 190°С.
Возможно, что
при меняющейся конъюнктуре рынка отпадет необходимость в массовом
производстве. В США выпускается свыше 75 видов автомобилей, но только 11 из
них имеют выпуск более 200 тыс.
Как показывает
анализ конструкций навесных облицовочных панелей из препрегов,
эти конструкции дают снижение массы от 20 до 45%, обладают антикоррозионными
свойствами, снижают трудоемкость производства в два-три раза. Эти преимущества
препрега как кузовного материала способствуют
дальнейшему расширению его применения для цельнопластмассовых
кузовов других моделей.
Разрабатывая
конструкции перспективного легкового автомобиля 3-го тысячелетия, ряд ведущих
автомобильных фирм Италии, ФРГ, Франции, Англии, а также США принимают вариант
кузова панельно-каркасного типа. Эти кузова имеют навесные панели из препрега: V.E.R.A., Peugeot,
Франция (передок, капот, багажник, двери), LCP 2000Volvo (основание панели
кузова), V.S.S. Fiat, Италия (двери, задняя дверь
кузова) и т.д.
КМ уже давно и прочно нашли свое применение для
производства небольших серий (до 4 тыс. шт.) кабин грузовых автомобилей,
спецтехники и т.д. Эти кабины формуются контактным методом или методом одновременного
напыления смолы и волокна на форму.
Производство
кабин из КМ контактного формования для опытных малосерийных партий большегрузных автомобилей и автомобилей
высокой проходимости стало традиционным. Это объясняется значительной экономией
в производстве за счет низкой стоимости оснастки.
В настоящее
время созданы конструкции цельных кабин, удовлетворяющих требованиям
крупносерийного производства.
Первой фирмой,
применившей эти материалы при производстве кабин для грузовых автомобилей, была
фирма ERF (Англия). Кабина панельно-каркасная, получившая название SP, имеет 27
крупногабаритных панелей, отпрессованных в металлических формах: внутренние и
наружные панели дверей, панели крыши, решетка радиатора, средняя задняя панель,
передние и задние секции крыльев и т.д. (пол в кабине металлический). Панели
крепятся механическим способом, для чего в панели запрессованы крепежные
элементы. Материалом панелей является малоусадочный
огнестойкий препрег. Толщина стенок деталей около 3
мм, с утолщением кромок и ребрами - до 6 мм. По стоимости пластмассовая кабина
может конкурировать со стальной, при этом трудоемкость снижается на 30%. Фирма
выпускает около 13000 кабин в год; при увеличении спроса на эти автомобили
фирма на имеющемся оборудовании может увеличить выпуск кабин до 25-30 тыс.
Кабина типа SP
из препрега выдерживает испытания статической
нагрузкой на крышу в 17 т и ударной нагрузкой (фронтальный удар) в 4500 кгс с
помощью подвешенного на цепи груза весом 1,5 т.
В США фирма GeneralMotors выпустила опытную
серию грузовых автомобилей, у которых кабина состоит из 16 основных и 40
вспомогательных деталей из препрегов, заменяющих 130
отдельных алюминиевых деталей. Преимущество кабины из препрега
состоит в снижении трудоемкости сборки, производственных площадей, в хороших шумоизоляционных свойствах, а также в ее коррозионной
стойкости.
Длительная
эксплуатация автомобильных деталей из препрегов не
только доказала высокие физико-механические характеристики этих материалов, но
и помогла выявить некоторые их недостатки, ограничивающие область применения:
сравнительно со сталью небольшие модули и прочности при растяжении и изгибе.
Разработка
высокопрочных КМ-препрегов, содержащих около 65%
волокна, полуфабрикатов на основе ориентированных волокон и эпоксидных смол
(ламинатов) и т.д., внедрение методов намотки и пултру-зии,
обеспечивающих массовое производство деталей из КМ,
существенно расширили области применения этих материалов в конструкции
автомобилей.
В настоящее
время из этих материалов начали изготовлять силовые детали, несущие нагрузки:
бамперы, рамы кабин, рессоры, проходят испытания диски колес и т.д.
Несмотря на
большую конкуренцию со стороны полипропиленов, полиуретанов и их стеклоармированных
модификаций, детали из препрегов с содержанием 65%
волокна устанавливаются на ряде моделей легковых и грузовых автомобилей.
Например, фирма Renault ставит бамперы из препрега на свои модели R-5, R-25, С-40 и т.д.
Как показывают
последние разработки, препреги в производстве
бамперов для легковых автомобилей, видимо, будут заменяться
на наполненные полиуретаны, но для бамперов грузовых автомобилей препреги могут сохранить свои позиции.
Одной из
областей применения высокопрочных препрегов могут
явиться диски колес. Впервые такие диски колес были сделаны фирмой Michclin для автомобилей Citroen
SM. Считают, что диски колес из КМ могут конкурировать
по стоимости с алюминиевыми колесами, особенно при их малых размерах.
Теоретически снижение массы при равных размерах дисков достигнет 50%. При
работе над экспериментальным образцом «Автомобиль 2000 года» фирма Volkswagen совместно с фирмой GrilloWerke (ФРГ) исследовала возможность производства колес
из высокопрочного препрега.
Новые колеса имеют повышенную толщину стенок - от 6 до 7 мм в зоне обода и до
10 мм в зоне соединения со ступицей. Масса снижается на 40%. Во всех
испытаниях колеса из композитов зарекомендовали себя хорошо. Однако обод колеса
выдерживает температуру 175°С, поэтому требуется удаление тормозов от ободов колес и усиление их охлаждения.
Наиболее
широкой и перспективной областью применения высокопрочных стеклопластиков
является изготовление листовых рессор.
На первом
этапе развития эти рессоры изготовлялись из углепластиков. Однолистовая
рессора из углепластика легкового автомобиля, имеющая массу 2,26 кг, равна по
несущей способности и жесткости четырехлистовой металлической
рессоре массой 12,7 кг. Существенное уменьшение массы наблюдается и при замене
рессор грузовых автомобилей. Снижение массы на одну рессору составляет 36,4
кг, при полной замене всех рессор экономия массы составляет 180 кг на один
автомобиль.
Сравнительные
испытания листовых рессор, изготовленных из углепластиков, стеклопластика и
стали 45, показали, что наиболее подходящим материалом для этой цели следует
считать углепластик. Однако высокая стоимость этого материала делает
целесообразным применение для рессор пластика на основе гибридных волокон
(углеродных и стеклянных), так как стеклянные волокна в 7-10 раз дешевле
углеродных. В этом случае наружный слой рессоры делается из стекловолокна, а
средний - из углеродного.
Высокая
стоимость углеродных волокон вызвала необходимость разработки для рессор новых
композиционных материалов на основе стекловолокна и новых решений по
конструкции рессор. Например, отделение Graften
фирмы ExxonEuterprises
начало выпуск опытных образцов рессор для проведения широких эксплуатационных
испытаний на грузовых автомобилях различных фирм. Рессора состояла из четырех
листов - трех стеклопластиковых и одного металлического. В результате масса
узла была снижена до 30 кг, или на 53% по сравнению с массой металлической
рессоры. Такая рессора позволит сэкономить 109 кг массы грузового автомобиля.
Другими
существенными преимуществами рессор из КМ являются
увеличение усталостной прочности вдвое и абсолютная коррозионная стойкость.
Концерн GeneralMotors сообщил о
внедрении однолистовой рессоры из стеклопластика Liteflex, содержащего 70% стекловолокна. По мнению
специалистов концерна GM, несущая способность и удлинение материала Liteflex приблизительно в 10 раз превосходят аналогичные
показатели стали. Это дает возможность использовать один лист из стеклопластика
вместо 10 стальных.
Новая рессора
изготавливается методом наматывания нити, пропитанной смолой, на оправку,
после чего заготовку помещают в форму и отверждают.
На заключительной стадии на рессору наносится покрытие,
кроме того, на ней монтируются концевые крепежные приспособления и центральный
установочный кронштейн.
Как правило,
во время испытаний любая новая рессора подвергается 100 тыс. циклов нагружений в режиме максимального прогиба и полного
обратного хода, после которых допустимое изменение ее коэффициента жесткости
не должно превышать 5%. А рессора, выполненная из материала Liteflex, успешно выдержала 500 тыс. циклов нагружений.
Указанная
задняя рессора длиной 1016 мм и массой 3,6 кг (металлическая имеет массу 20,4
кг) устанавливается на автомобиле Corvette с 1981 г.
с выпуском 51 тыс. шт. в год.
В общей
сложности 55 тыс. автомобилей с рессорами из Liteflex
за два года прошли 1500 млн. км, при этом коэффициент замены и ремонта рессор
из стеклопластика был намного ниже, чем для аналогичной металлической подвески.
Положительный опыт эксплуатации рессор из Liteflex
позволил разработать поперечные рессоры для стандартных моделей Corvette образца 1984 г. Это привело к снижению массы более
чем на 20 кг на автомобиль, по сравнению со стальными пружинными, и позволило
реализовать чрезвычайно приземистый контур капота. Такая
конструкция подвески способствовала приданию автомобилю обтекаемого вида и
достижению низкого аэродинамического сопротивления.
В последнее
время работы по внедрению рессор из КМ приобретают
все большее распространение. Английская фирма GKN освоила производство листовых
рессор. Завод организован по модульному принципу и с высоким уровнем
автоматизации. Каждый модуль завода сможет выпускать в год 0,5 млн. рессор для
автомобилей малой грузоподъемности. Цикл изготовления одного изделия менее 1
мин. Испытания, проведенные в научном центре фирмы, показали, что грузовые автомобили
с рессорами из КМ прошли уже более 160 тыс. км без
каких-либо признаков ухудшения работоспособности рессор. Производство рессор
осуществляется прессованием при небольшом давлении, затем заготовка режется в
продольном направлении на рессоры. Рессоры из КМ на
~50% легче обычных металлических и могут конкурировать с ними по стоимости.
Установка
рессор на большегрузные поезда может дать экономию в массе на 500 кг. Одна
рессора из композита массой 20 кг, как считает фирма GKN, может заменить
металлическую рессору массой 100 кг.
В настоящее
время рессоры из стеклопластика осваивают фирмы Woodhead
(Англия), Кшрр (ФРГ), Alleryard
(Франция). С 1985 г. фирма GeneralMotors изготовляет рессоры из КМ с
суммарной массой 1500 т.
В выпуске
рессор из ориентированных КМ заинтересованы также
фирмы, имеющие опыт производства и переработки однонаправленных, заранее
пропитанных смолой ламинатов или других аналогичных материалов, и, в первую
очередь, фирмы, выпускающие спортинвентарь, в котором применяют эти материалы
(лыжи и лыжные палки). В настоящее время производство рессор из ориентированных
волокон осваивает финская фирма Эксел, а также австрийская
фирма Isosport, основавшая специальную фирму Isocar.
Фирма Isocar освоила выпуск листовых рессор переменного и постоянного
профиля по двум технологическим процессам: прессованием ламинатов и намоткой.
Прессованием ламинатов рекомендуется выпускать листовые рессоры для грузовых
автомобилей большой (16-38 т) грузоподъемности, от 40 до 150 тыс. шт. рессор в
год. Намотку предлагают применять для получения рессор легковых автомобилей, а
также для грузовых автомобилей малой и средней грузоподъемности, при этом объем
выпуска рессор может быть от 80 тыс. до 380 тыс. шт. в год.
В табл. 3
приведены данные по снижению массы рессоры в зависимости от вида.
Таблица 3. Масса рессор в зависимости от вида
автомобиля
Вид рессоры
Нагрузка, Н
Масса
рессоры, кг
Снижение
массы, %
стеклопластик
металл
Задняя рессора кузова типа фургон
4610
5,0
19,9
75
Передняя рессора пикапа
8200
6,5
18,6
65
Задняя рессора грузового автомобиля
32700
22,8
55,0
59
Передняя рессора грузового автомобиля
29500
15,0
46,0
67
Рессора прицепа
27950
9,5
66,7
86
Рессора прицепа
33300
11,0
71,5
85
Применение
композиционных пластиков на основе стекловолокна позволяет существенно изменить
всю систему подвески и получить значительное снижение массы. Например, фирма Berlin (Франция) разработала переднюю подвеску легкового
автомобиля, которая не нуждается в установке А-образного
рычага и стабилизатора поперечной устойчивости. Их функции выполняет однолистовая рессора из композиционного материала. Новая
конструкция рессоры обеспечивает снижение массы подвески на 67% по сравнению с
подвеской Макферсона со стабилизатором поперечной
устойчивости.
В табл. 4
приведены некоторые характеристики различных подвесок.
Таблица 4. Характеристики различных подвесок
Параметры
Подвески
Макферсона
со
стандартной рессорой
из
композиционного материала
с рессорой
фирмы Benin
Масса, кг
14,6
12,8
4,8
Снижение массы, %
-
12,0
67,0
Число основных деталей, шт.
7
6
3
Общее число деталей, шт.
23
16
11
Энергозатраты на
изготовление
одной подвески, кВт-ч
230
200
90
Стоимость, %
100
119
74
Благодаря
новой конструкции значительно уменьшилась неподрессоренная масса, затраты на
производство подвески с однолистовыми рессорами
составят предположительно 74% затрат на изготовление подвески Макферсона. Важно отметить, что рессора выполнена из КМ, армированного ориентированным в одном направлении
волокном с постоянным его объемом по всей длине, что облегчает внедрение рессоры
в массовое производство.
Основными
преимуществами рессор из КМ по сравнению с металлическими
являются:
- снижение
массы на 50-80%;
- коррозионностойкость;
- снижение
внутреннего трения в рессорах, повышение комфортабельности;
- снижение
шума (на 5 дБ для грузовых автомобилей малой грузоподъемности);
- возможность
создания принципиально новой конструкции подвески;
- повышение
долговечности в пять раз, снижение коэффициента замены и ремонта;
- медленное
разрушение рессоры за счет постепенного разрыва стекловолокна, а не мгновенный
излом, как это имеет место при разрушении металлической рессоры.
Анализ
основных областей применения КМ на основе стекловолокна
и термореактивных смол в конструкции автомобилей выявил два главных
направления:
- производство крупногабаритных кузовных панелей, таких, как передние
и задние панели кузовов, багажники, капоты, крыши, в том числе крыши фургонов,
наружные двери, обтекатели (аэродинамические дефлекторы) и т.д., и в
перспективе - навесные панели цельнопластмассовых
кузовов и кабин;
- производство
силовых нагруженных деталей типа бамперов, рессор, дисков колес, элементов рам
и т.д.
Применение
углепластиков. Когда в 1973 г. возник нефтяной кризис, остро встал
вопрос экономии энергии. К тому же с ростом парка автомобилей обостряется
проблема загрязнения окружающей среды. В связи с этим во всех странах стали
интенсивно проводить теоретические и прикладные исследования по уменьшению
потребления горючего, количества выхлопных газов и шума автомобилей, повышению
их безопасности и т.д. Естественно, что в этих исследованиях приняли участие и
фирмы-изготовители углепластиков. Все это привело к ускоренной разработке
углепластиков для применения их в автомобилестроении с целью снижения массы автомобилей.
Экономия
горючего достигается путем снижения массы автомобиля, а также благодаря
повышению эффективности работы двигателя, улучшению аэродинамических
характеристик, применению системы турбо-наддува и т.д. Для повышения
экономичности автомобиля на 0,0042 км/л необходимо снизить его массу приблизительно
на 7 кг. Это означает, что для достижения контрольных цифр по расходу горючего
только путем снижения массы автомобиля требуется уменьшить ее приблизительно на
660 кг. Посредством замены деталей из стали и чугуна на детали из
углепластиков, стеклопластиков, армированных углеродными или стеклянными
волокнами термопластов, и других конструкционных полимерных материалов
возможно снижение массы автомобилей приблизительно на 320 кг. Такое снижение
массы автомобилей соответствует приблизительно лишь 50% ее величины,
необходимой для достижения контрольных цифр по расходу горючего. Поэтому наряду
с использованием новых перспективных материалов следует уменьшать размеры
автомобилей, увеличивать эффективность использования энергии и осуществлять
другие меры по снижению расхода горючего.
Так, в 1977 г.
фирма «Форд» приступила к разработке облегченного экспериментального
автомобиля, в котором использованы, в основном, углепластики и гибридные
армированные пластмассы на основе углеродных и стеклянных волокон. Первый
опытный экземпляр такого автомобиля был создан в мае 1979 г. В опытной модели
«Форд LTD» 1979 г. из углепластиков, гибридных и других композитов на основе
углеродных и стеклянных волокон были изготовлены кузов, шасси, двери, бампера и
другие детали автомобиля (рис. 4). Данные о массе различных деталей такого
автомобиля приведены в табл. 5. В результате использования конструкционных
полимерных материалов масса автомобиля снизилась с 1698 до 1137 кг, т.е.
приблизительно на 33%, а экономичность повысилась с 7,2 до 9,7 км/л, т.е. на 35%.
Рис.4. Экспериментальный автомобиль с
уменьшенной массой фирмы «Форд»:
1 - кузов из
углепластика; 2 - капот двигателя из углепластика; 3 - передняя
панель и
передние крылья из углепластика; 4 - решетка радиатора из
листового
Таблица 5. Масса деталей из углепластика
экспериментального
автомобиля фирмы «Форд»
Наименование
детали
Масса стальных
деталей, кг
Масса деталей
из пластика,
кг
Снижение
массы кг, %
Кузов
209,1
94.3
114,8-61
Рама
128,3
94,0
34,3 - 27
Передняя панель
43,5
13,3
30,2 - 70
Капот
22,2
7,6
14,6-66
Крышка багажника
19,4
6,3
13,1 -67
Бампер
55,8
20,1
35,7 - 74
Диски колес
41,7
22,4
19,3-46
Двери
70,6
27,7
42,9 - 61
Другие детали
31,4
16,2
15,2-49
Итого
622,0
301,9
320,1 - 51
Фирмы «Дженерал моторе» (США), «Крайслер» (США), «Мерседес Бенц» (ФРГ) и «Вольво» (Швеция) разрабатывают приводные
(карданные) валы, рессоры и другие детали из углепластиков, а фирма «Плимут»
(США) ведет работы по применению углепластиков в деталях двигателя. Например,
значительное повышение экономичности двигателя достигается благодаря снижению
массы поршневых пальцев, шатунов, штока толкателя клапана, клапанного
коромысла и других деталей двигателя. По сравнению с другими материалами использование
углепластиков, в том числе армированных волокнами термопластов, экономически
целесообразно. Полимерная матрица должна выдерживать в условиях эксплуатации
высокие температуры и нагрузки. Поэтому изучается возможность использования в
качестве полимерных матриц термостойких эпоксидных смол, полиимидных
смол, полиэфирсульфонов, полиэфиркетонов
и других смол.
Изготовление
листовых рессор. Жесткость одной стальной пластины рессоры,
выдерживающей определенную нагрузку (пластина с определенной толщиной),
оказывается очень высокой - постоянная пружины будет ниже необходимой. Поэтому
до настоящего времени использовались рессоры, состоящие из нескольких пластин
(в легковых автомобилях - из 2-4 пластин, а в грузовых автомобилях - из 10 и
больше пластин). Если же использовать углепластики, обладающие к тому же очень
высокими усталостными характеристиками, то можно существенно снизить массу
листовых рессор (табл. 6).
Таблица 6. Сравнение различных листовых рессор
Характеристика*
Сталь
Углепластик
Стеклопластик
Гибрид на
основе УВ и СВ**
Толщина отдельного листа рессоры, мм
10,1
14,8
21,6
23,3
Число листов в рессоре, шт.
4
2
2
1
Общая масса, кг
47,3
14,5
27,5
13,7
Снижение массы, %
0
69
42
71
Свойства
материала
Усталостная прочность, МПа
600
1080
500
-
Усталостный модуль упругости, ГПа
210
130
40
-
Плотность, т/м3
7,8
1,56
2,00
1,87
*Длина пролета
рессоры - 1500 мм, ширина рессоры 100 мм, нагрузка -18 000 Н, постоянная
пружины - 100 Н/мм.
Используя
гибридные композиционные полимерные материалы на основе стеклянных и углеродных
волокон, можно получить еще более высокие характеристики листовых рессор, чем
при использовании углепластиков. Листовые рессоры из армированных пластиков
можно изготавливать методом горячего прессования с высокой экономической
эффективностью.
При
использовании углепластиков для изготовления приводных (карданных) валов
снижается их масса, увеличивается критическая скорость вращения, увеличивается
длина приводного вала (возможность изготавливать не двухступенчатые, а
одноступенчатые валы), повышаются вибрационные и снижаются шумовые характеристики
валов, возрастает их коррозионная стойкость.
В настоящее
время разрабатываются различные конструкции приводных валов, схема наиболее
удачной из них приведена на рис.5.
Рис. 5. Схема конструкции приводного вала
из армированных пластиков:
намотки 0-10°;
3 - слой гибридного полимерного композиционного материала
на основе
углеродных и стеклянных волокон, угол намотки +45°
При формовании
валов используют сочетание методов намотки нитями (или жгутами) и «ковровой»
намотки. В табл. 7 приведены данные о снижении массы приводных валов, рессор и
рам благодаря использованию углепластиков.
Ожидается, что
при расширении области применения углепластиков их стоимость снизится.
Разработка сравнительно дешевых методов массового производства в ближайшем
будущем приведет к тому, что различные композиционные материалы и, в первую
очередь, углепластики получат широкое применение в автомобилестроении.
Таблица 7. Снижение массы деталей автомобилей
благодаря использованию углепластиков
Наименование
детали
Масса
детали, кг
Из стали
Из углепластика
Снижение
массы, %
Приводной вал автомобиля
легкового
5,7
2,9
48
грузового
74,8
22,7
70
Листовая рессора автомобиля
легкового
50,8
10,0
80
грузового
59,0
13,6
77
Рама грузового автомобиля
725,7
136,1
81
Применение КМ в строительстве
К композитам,
применяемым в строительстве, кроме традиционных
(высокая прочность и жесткость, низкая стоимость, технологичность и др.),
предъявляют и специфические требования:
- высокая
теплоизолирующая способность;
-
огнестойкость (негорючесть);
-
долговечность (светостойкость, атмосферостойкость,
срок службы, исчисляемый десятками и сотнями лет);
Кроме этого, к
строительным конструкциям часто предъявляют повышенные требования, касающиеся
износа, декоративного вида, акустики и др. В настоящее время наиболее
употребительным композиционным материалом для строительных целей является
стеклопластик на основе различных наполнителей и связующих. Использование
других видов композитов затруднено в силу достаточно высокой их стоимости.
Требования к строительным материалам на основе
композитов
Горючесть. Все пластики
могут быть разрушены при воздействии достаточно высоких температур.
Наполнители, пластификаторы и другие компоненты сильно влияют на их
воспламеняемость. Одни пластики не воспламеняются, другие обладают способностью
к самогашению, а третьи сгорают с той или иной скоростью. Состав продуктов
сгорания зависит не только от состава материалов, но и от условий горения. При
избытке воздуха основными продуктами сгорания являются двуокись углерода и
вода, однако при дефиците кислорода в больших объемах образуются моноокись углерода и дым. Выделение дыма также зависит от
состава материалов. Некоторые из наименее огнеопасных пластиков выделяют при
горении очень большое количество дыма.
Методы
испытаний. Почти во всех нормах и правилах приняты методики
испытаний, разработанные Американским обществом по испытанию материалов
(ASTM).
ASTM Е-119, огнестойкость. В этом
испытании образец большой площади устанавливают в качестве перегородки в печи,
имеющей размеры комнаты. Газовое пламя с контролируемой и постепенно повышающейся
интенсивностью воздействует на одну из сторон образца. На этой (горячей)
стороне температуру повышают до 538°С за пять минут,
до 704°С - за десять минут, до 927°С - за один час и до 1093°С - за четыре
часа. Материал считают приемлемым, если средняя температура на обратной стороне
образца не превышает 121°С. Кроме того, ни пламя, ни
дым не должны проникать сквозь испытываемый образец. Материалы классифицируют
по времени (в минутах или часах), необходимому для достижения на обратной
стороне температуры 121°С либо для проникания пламени
или дыма.
ASTM Д-635, возгораемость. Один конец
горизонтального стержня размерами 6,35x12,7x127 мм помещают на глубину 25 мм в
пламя бунзеновской горелки на 30 с и отмечают
скорость, с которой он горит. Если образец не воспламеняется в течение первых
30 с, испытание повторяют. В общем случае рекомендовано материалы, горящие со
скоростью более чем 63,5 мм/мин, исключить из числа используемых в
строительной промышленности, даже несмотря на то, что эту скорость называют
умеренной. Материал, горящий со скоростью менее чем 38 мм/мин, считают горящим
медленно. Введение в состав материала наполнителей или волокнистых упрочнителей может заметно ускорять или замедлять его
горение.
ASTM E-84, скорость распространения пламени. Испытания проводят
в камере из огнеупорного кирпича длиной 7,62 м, шириной 45,7 см высотой 30,5
см. Испытываемый образец устанавливают на место потолка этого туннеля и
поддерживают зажимами вдоль длинных краев. Мощная газовая горелка, поджигает
образец в одном из концов туннеля и обеспечивает избыток энергии горения.
Скорость распространения пламени определяют в течение десяти минут или в
течение времени, за которое пламя проходит всю длину туннеля. Выделение дыма на
выходном конце туннеля измеряют фотоэлементом, показывающим долю света от
какого-либо источника, которая поглощена отходящим дымом. Вклад образца в
энергию горения учитывают термопарой, установленной на выходе из туннеля.
Результаты испытания
соотносят с результатами испытаний асбестовой плиты, скорость распространения
пламени горения которой, дымовыделение и вклад в
энергию горения приняты за нуль, и 16-миллиметровой доски из красного дуба,
аналогичные параметры которой приняты за 100. Если при испытании материала
пламя прошло длину, составляющую 25% дальности прохождения пламени вдоль
красного дуба, то его показатель скорости распространения пламени оценивают в
25 баллов. Если материал воспламеняется по всей своей длине за половину времени
(2,25 мин.), характерного для красного дуба (4,5 мин), тогда скорость
распространения пламени для такого материала составляет 200 баллов. Для
расчета дымовыделения строят диаграммы зависимости
снижения показаний фотоэлемента от времени. Площадь под этой кривой сравнивают
с аналогичной величиной для красного дуба. Если у какого-либо материала эта
площадь в три раза больше, то его дымовыделение
оценивают в 300 баллов.
Основные
региональные правила, касающиеся скорости распространения пламени, составлены
в соответствии с инструкциями Е-84. С некоторыми отклонениями
они предписывают, что скорость распределения пламени отделочных материалов для
вертикальных внутренних лестниц не должна превышать 25 баллов при стандартных
туннельных испытаниях, для других проходов - не выше 75 баллов, максимальная
скорость распространения пламени во внутренних помещениях должна быть в
пределах от 75 до 225 баллов в зависимости от их расположения.
Нормы. Основные
строительные нормы 1970 г. Американской конференции по строительству определяют
несгораемые материалы следующим образом.
Несгораемыми
называют материалы, которые в используемой форме удовлетворяют какому-либо из требований, приведенных ниже.
1) Материалы, которые выдерживают испытания в печи, температура которой
750°С. В течение пяти минут их температура не должна вырастать (по показаниям
термопары на поверхности или внутри материала) более чем на 30°С в сравнении с
температурой воздуха в печи в начале испытания, и он не должен воспламеняться
после помещения в такую печь на 30 с.
2) Материалы,
структурная основа которых относится к категории несгораемых согласно п.1 и
толщина поверхностных слоев которых составляет не более 3,175 мм. Их скорость
распространения пламени не превышает 50 баллов.
3) Материалы,
не вошедшие в п.п. 1 и 2, обладающие скоростью
распространения пламени не выше 25 баллов при отсутствии следов
прогрессирующего горения.
Атмосферная и
химическая стойкость. Под воздействием различных факторов стеклопластики
стареют. Наружная их поверхность при эксплуатации на открытом воздухе без
соответствующих мер защиты теряет товарный вид. Происходит растрескивание и
шелушение связующего в наружном слое, стеклянное волокно выступает на поверхность
изделия, материал расслаивается, и снижаются многие важные его показатели.
Установлено,
что старение стеклопластиков, используемых на открытом воздухе, является
результатом комплексного действия следующих процессов: цепных реакций
окисления, которые инициируются светом, теплом, озоном и вызывают деструкцию связующих,
температурно-влажностных деформаций связующего, которым препятствуют волокна.
Это вызывает перенапряжение в связующем и нарушение
адгезии между волокнами и смолой, проникновение влаги внутрь стеклопластика с
последующим выщелачиванием стекла, а также абразивное действие пыли.
Старение
стеклопластиков происходит значительно интенсивнее, если воздействие
атмосферных факторов сопровождается длительно действующими напряжениями,
близкими по величине к допустимым напряжениям материала.
Установлено, что стеклопластики на основе полиэфирных, эпоксидных и
фенольных связующих после трехлетней выдержки на открытом воздухе в различных
климатических зонах сохраняют не менее 90% исходной прочности.
Основные
направления применения композитов в строительстве
За рубежом
накоплен опыт изготовления из стеклопластиков различных строительных
конструкций и деталей. Широкое распространение получили декоративные и
защитные панели, а также легко транспортируемые и устанавливаемые сборные
конструкции. Однако преобладающими являются пространственные конструкции:
оболочки, купола. На долю несущих конструкций (арок, консольно-балочных
систем, опор, навесов и т.д.) приходится около 19%. Широко используют простейшие
плоские конструкции: панели, стеновые перегородки, листы для внутренней и
наружной отделки.
В США
стеклопластики используют, главным образом, в промышленном,
сельскохозяйственном и коммунальном строительстве. Используют, в основном,
облицовочные панели построек, резервуаров, бункеры силосных башен и т.д. Стеклопластики
используют для замены стали в строительстве силосных башен. Одним из
распространенных строительных элементов являются трехслойные панели из
полиэфирного стеклопластика с полиуретановым заполнением. Это позволит еще
больше увеличить объем использования стеновых панелей из стеклопластика для
промышленных и коммунальных сооружений.
В Англии
широкое распространение получили облицовочные панели из полиэфирных
стеклопластиков. Крупнейшим их поставщиком является фирма «Индулекс»,
однако в отличие от американских конструкций они заполнены легким пенообразным
бетоном. Расширено производство строительных изделий и панелей из премиксов,
оконных рам, изготовленных на основе препрегов.
В бывшем СССР
был подготовлен к освоению и выпускался следующий ассортимент строительных деталей
и элементов из стеклопластиков: карнизы, балконные плиты, ограждения лестниц й
балконов, холодная прозрачная кровля, плинтусы, подоконники, балки, стеновые
панели, сантехнические изделия, полупрозрачные и другие плиты для световых
двориков, плиты для огнестойких перегородок, элементы вентиляционных систем и
др.
Основными
областями применения стеклопластиков в строительстве можно пока считать
несущие конструкции, светопрозрачные покрытия и
опалубку.
Несущие
конструкции. Удельная прочность и жесткость строительных
конструкций из стеклопластиков значительно выше, чем конструкций,
изготовленных из большинства традиционных материалов. Для увеличения жесткости
и уменьшения расхода материала поперечные сечения изделий из стеклопластика
выполняют коробчатой, лотковой или других форм. Коробчатые и лотковые
поперечные сечения сплошных плоских несущих конструкций изготовляют либо
наклейкой контактным способом пропитанного стеклохолста или ткани на заранее
заготовленную форму, либо склеиванием отдельных профилей стеклопластика.
Использование стеклопластиков в большинстве случаев наиболее эффективно в
пространственных конструкциях, которые, как правило, являются одновременно
несущими й ограждающими, в отличие от плоских конструкций, где несущие и
ограждающие функций разделены. Одно из главных достоинств панелей из
стеклопластиков — их небольшая масса: 1 м2стеновых панелей из стеклопластиков весит при мерно в 4,5 раза меньше 1 м2
кирпичных трехслойных панелей, а 1 м2 кровельных панелей в 3-4 раза
меньше панелей из железобетона.
Светопрозрачные покрытия. В настоящее
время организовано промышленное производство волнистого стеклопластика с
использованием высокопроизводительных установок непрерывного действия. Волнистые
стеклопластики предназначены для устройства кровельных покрытий многих видов
зданий и сооружений. В небольших количествах их применяют при строительстве
разных объектов, в том числе и капитальных зданий. Но в большинстве случаев
они предназначены для кровельных покрытий некапитальных и неотапливаемых
зданий и сооружений. Помимо светопрозрачности, они
обладают относительно малой массой, различными цветовыми характеристиками,
большим термическим сопротивлением, лучшим рассеиванием света и т.д. Наиболее
часто стеклопластики используют при строительстве промышленных и общественных
зданий и сооружений, а также в устройствах специального назначения -главным образом, в ограждающих конструкциях в виде панелей
и проемов освещения взамен силикатного стекла.
За рубежом
светопроницаемые панели из стеклопластиков получили достаточно большое
распространение в промышленном и гражданском строительстве.
Типы
строительных материалов и полуфабрикатов
Листовой полиэфирный стеклопластик. Материал горючий. Его выпускают в виде плоских и
волнистых листов длиной 1000-6000 мм, шириной 800-1200 мм, толщиной 1,5-1,9 мм.
Коэффициент светопропускания составляет
35-75%. Предел прочности материала марки С -60 МПа, марки Н - 50 МПа, марки О -40 МПа.
Конструкционно-отделочный стеклопластик ЛТС. Его изготавливают горячим прессованием из пресс-материала ПМ-214 и специальной бумаги, пропитанной карбамидными
смолами. Трудновоспламеняем. Материал выпускают в виде плоских листов длиной
1400 мм, шириной 650 мм и толщиной 3,
4, 5, 6 мм. Плотность р=1,8 г/см3. Предел
прочности на растяжение -
80 МПа. Горючесть (по методу «огневой трубы») составляет 10%.
Листовой стеклопластик на основе композиций
смол. Его изготавливают
горячим прессованием стекломатов различных цветов.
Листы производят длиной
925-1800 мм, шириной 1100 мм, толщиной 1-1,8
мм. Плотность ρ=1,0-1,8г/см3. Предел
прочности на изгиб - 60 МПа. Водопоглощение - 2,5%.
Стеклопластик ДС-18-ОТ. Его изготавливают на основе мата ХЖКМ и стеклоткани различных марок. Материал выпускают
длиной 1000-2000 мм, шириной 800-1200 мм,
толщиной 2-6,5 мм. Плотность -1,4-1,6 г/см3.
Предел прочности на изгиб - 70 МПа. Водопоглощение -1 %. Горючесть - 5%.
Стеклопластик ФСП. Изготавливают
пропиткой стеклоткани или сетки
фенолформальдегидными смолами с последующим прессованием. Примеры:
Стеклотекстолит КАСТ-В. Листы из этого материала выпускают длиной 2400 мм, шириной 600-1200 мм, толщиной 0,5-35
мм. Их применяют в
трехслойных конструкциях, в том числе для работы в химически агрессивных средах.
Прессовочные и литьевые материалы разделяют на ориентированные
и неориентированные.
Неориентированный пресс-материал ДСВ выпускают
в виде гранул из комплексных стеклонитей и
термореактивных смол. Марка ДСВ-2 содержит
две нити, ДСВ-4 - четыре нити. Гранулы марок Л - длиной 6 мм, О - 10 мм,
П - 20 мм. Этот материал применяют для изготовления конструкционных деталей.
Стеклонаполненные термопласты КПС-30 и КВС-30 выпускают на основе капроновых
смол, наполненных комплексными стеклонитями. Его применяют для изготовления
деталей повышенной прочности.
Пресс-материал АГ-4 выпускают марок АГ-4С,
АГ-4НС, АГ-4В и применяют для изготовления гаек, болтов, прокладок, работающих
в химически агрессивных средах. Поставляют
материал АГ-4С в виде лент и полотен различной ширины (изготовляют на фенолформальдегидном
связующем Р-2), АГ-4НС - тоже, но из некрученых нитей, АГ-4В -
пресс-композиция из хаотически расположенных волокон.
Премиксы - прессовочные материалы, содержащие
композиции с волокнами различной длины (ПСК-5, ПСК-20, ПСК-30) с порошковым химически нейтральным наполнителем (мел, каолин)
и пигментом. Связующее
- полиэфирные, эпоксидные смолы. Стоимость премиксов невысокая, поэтому они получили широкое распространение.
Препреги
АП-66-151А, АП-66-151Б изготавливают на основе стирольной
полиэфирной смолы. Материал ПП-5М - на основе бесстирольногополиэфирного связующего. Поставляют в виде рулонов или
листов с двухсторонней защитной пленкой.
Применяют для прессования крупногабаритных
разнотолщинных изделий с выступами, углублениями и ребрами.
Примеры
строительных конструкций из КМ
Из волокнистых
композиционных материалов можно изготовить стандартные линейные элементы,
например, двутавры, прутки и т.д., применяющиеся в строительной
промышленности, однако они не всегда выдерживают конкуренцию с подобными
деталями из традиционных металлов или дерева. Наиболее выгодно использовать
композиционные материалы в конструкциях, обладающих жесткостью и прочностью
благодаря своей форме. Примерами таких конструкций служат оболочки и
гофрированные пластины.
Оболочки имеют
искривленную поверхность (рис. 6). Кривизна их может быть одинарной, полученной
изгибом плоского листа, или двойной, т.е. поверхность изогнута в двух
направлениях. Так как пластикам можно придавать любую окончательную
конфигурацию, то наиболее предпочтительными часто оказываются оболочки двойной
кривизны вследствие присущей им жесткости в отличие от оболочек одинарной
кривизны.
Гофрированные
листы. Получают путем гофрирования плоских листов до различной
конфигурации (рис.7). Они могут быть подобными гофрированной бумаге или
призматическими в виде пирамид и тетраэдров. Их используют отдельно или вместе
с другими деталями, например, комбинация призм и штанг образует пространственную
плоскую или куполообразную конструкцию. Гофрированные пластины и оболочки
можно соединять со слоистыми панелями, что позволяет получить высокие
жесткость и прочность, характерные для толстых сечений, однако без чрезмерного
увеличения массы.
конструкция
крыши из гофрированных пластин; в) сводчатая
пространственная
конструкция из шестиугольных призм и стержней
Конструкции
мембранного типа. Для содержания активных веществ, занимающих большой
объем, требуются большие помещения или несколько сооружений. Мембранные
конструкции позволяют изготавливать такие сооружения с минимальной затратой
материала. Существуют две основные конструкции мембранного типа: натянутые и
конструкции, поддерживаемые избыточным давлением воздуха (надувные). В обоих
типах мембраны находятся в натянутом состоянии, поэтому конструкции сохраняют
свою форму и не разрушаются. Мембраны обычно изготавливают из композиционных
материалов, представляющих собой ткань из стекловолокон или других
высокопрочных волокон, таких, как нейлон, покрытый пластиком, например,
полихлорвинилом.
В натянутых
конструкциях для получения больших замкнутых пространств используют комбинации
тросов и мачт (или подпорок) с натянутыми мембранами. Тросы туго натягивают
между мачтами и прикрепляют анкерами к земле. Мембраны из пропитанной ткани
или прозрачного пластика растягивают поверх тросов.
В настоящее
время наблюдается значительный рост как числа, так и
размеров конструкций, поддерживаемых внутренним избыточным воздушным давлением.
Эти конструкции, как правило, представляют собой прозрачные мембраны из
пластиков или тканей из стекловолокон или нейлона, покрытых пластиками.
Наиболее ранними примерами та ких конструкций являлись
надувные кожухи антенн радаров, защищавшие их от воздействия непогоды в Арктике
и тропических районах. Позднее были построены помещения с большим внутренним
объемом для складов, спортивных площадок и для теплиц.
За рубежом
широко применяют стеклопластиковые телеграфные столбы высотой 11 м и диаметром
28 см. Не уступая по прочности стали, они выгодно отличаются малой массой.
Например, масса одного стеклопластикового столба составляет всего 50 кг, тогда
как аналогичной деревянной опоры - около 340 кг. Существенное значение имеет и
высокаядеформативность
стеклопластиковых столбов. В результате этого при обрыве
проводов в одном из пролетов усилия в необорванных проводах смежных
пролетов значительно снижаются. Наконец, стеклопластиковые столбы более
долговечны, чем деревянные. Несмотря на то, что стоимость стеклопластиковых
столбов несколько выше деревянных, затраты окупаются благодаря перечисленным
преимуществам строительного материала.
Широко
используют за рубежом дымовые трубы из стеклопластика. Это обусловлено их
небольшой массой и, следовательно, малыми затратами на устройство фундаментов,
легкостью их монтирования и очистки. Но главное преимущество стеклопластиковых
труб заключено в их способности противостоять воздействиям
различных агрессивных веществ (летучей золы, кислотных и щелочных паров и
т.д.), которые перемещаются по ним вместе с газами, а также в их
антикоррозионной стойкости. Например, по данным некоторых зарубежных фирм,
вытяжные трубы металлургических производств, изготовленные из обычной стали, выходят
из строя через несколько недель, трубы из нержавеющей стали эксплуатируются
месяцами, а стеклопластиковые - годами. Поэтому, несмотря на более высокую
первоначальную стоимость стеклопластиковых труб, в конечном итоге они
обходятся на 20% дешевле, чем стальные.
Некоторые
примеры применения армированных пластиков в строительстве приведены на
рисунках 8-12.
Рис. 8. Фрагмент сводчатой конструкции
Рис. 9. Общий вид купольного сооружения из
стеклопластика
Рис. 10. Теплица, смонтированная из
цельноформованных элементов
Рис. 11. Стеклопластиковый опорный купол
над зданием рынка (Франция)
Рис. 12.Цельнопластмассовый
дом из трёхслойных гиперболических элементов (США)
Вопросы
для самопроверки
- Какие виды
механической обработки применяются для КМ?
- Особенности процесса резания ПКМ.
- Как влияет механическая обработка на качество ПКМ?
- Какие материалы применяют для резцов при обработке КМ и почему?
- В чем особенности механической обработки органо- и боропластиков?
- Какие типы резьбы используются в КМ?
- Перечислите методы резки КМ.
- Основные правила безопасности при механической обработке
КМ.
-
Назовите основные задачи конструирования железнодорожных транспортных средств.
-
Каковы преимущества выборочного армирования для элементов конструкции
подвижного состава?
-
Каковы наиболее перспективные направления использования композитов для
железнодорожного транспорта?
-
Укажите наиболее целесообразные типы армирующих наполнителей и связующих?
-
Какие добавки позволяют повысить огнестойкость конструкций из армированных
пластиков при применении для элементов конструкций железнодорожного транспорта?
-
Основные преимущества использования многослойных конструкций.
-
Основные направления применения стеклопластиков в конструкции автомобиля.
-
В чём преимущества применения препрегов для
изготовления деталей автомобиля?
-
В чём преимущества изготовления рессор автомобилей из армированных пластиков?
-
Перечислите основные требования к материалам, используемым в строительстве.
-
Как определяется горючесть материалов?
-
Как классифицируются материалы по негорючести?
-
Основные причины старения материалов в условиях атмосферного воздействия.
-
Каковы основные направления применения композитов в строительной индустрии?
-
Определите типы строительных материалов и полуфабрикатов, используемых в
строительстве.
-
Какие строительные элементы наиболее целесообразно изготавливать из композитов?