Главная
Лабораторная
работа
Построение
зубьев эвольвентного профиля методом обкатки
1. Цель работы
- Ознакомление с
нарезанием нулевых и корригированных зубчатых колес методом обкатки и
вычерчивание их профилей зубьев на приборе.
- Изучение
процесса подрезания и заострения зубьев экспериментальным путем и определение
смещения режущего инструмента для их устранения.
2.
Теоретические положения
2.1
Общие сведения
Нарезание эвольвентных профилей методом обкатки или огибания является наиболее производительным и
распространенным способом производства зубчатых колес. При обкатке режущий
инструмент и заготовка получают относительное движение, которое они имели бы в
случае нормального зацепления шестерни с колесом. Процесс нарезания зубчатого
колеса рейкой складывается из поступательного движения заготовки А вдоль рейки Б и её вращении вокруг своей оси (движение подачи
∆φ заготовки) и
возвратно–поступательного движения режущего инструмента вдоль оси заготовки
(рабочий ход), во время которого происходит съём стружки (рис. 1,а).
Рис. 1.
Нарезание зубьев методом обкатки: а – схема процесса нарезания зубьев; б – схема образования профиля зуба
Эвольвентный профиль зуба
получается как огибающая профиля рейки в нескольких последовательных её
положениях, то есть рейка как бы обкатывается относительно заготовки (рис. 1,б). Цикл повторяется до окончания
обработки всех зубьев. При использовании этого метода на одном станке одним и
тем же инструментом можно нарезать эвольвентные
профили с разными параметрами.
При выполнении
данной лабораторной работы применяются следующие понятия теории зубчатых
зацеплений (рис. 2).
Модульная прямая
рейки (МПР) – средняя прямая, на которой толщина зуба равна ширине впадины и
составляет половину шага Р.
Делительная
прямая рейки (ДПР) – прямая, касающаяся делительной окружности колеса.
Делительная
окружность колеса – окружность, на которой шаг зацепления равен шагу
инструментальной рейки P=π∙m.
Шаг рейки
постоянен для любой прямой, параллельной модульной прямой в границах
прямолинейного профиля зуба; поэтому заготовку можно устанавливать так, чтобы
делительная окружность колеса касалась любой этой прямой, которая и будет
делительной. При нарезании профиля зуба делительная прямая катится по
делительной окружности без скольжения и, следовательно, обе линии являются центроидами в относительном движении рейки и колеса. Точки Р касания центроид будет полюсом
зацепления при нарезании зубчатого колеса.
Если делительная
окружность колеса касается модульной прямой рейки, то профиль зуба будет
нормальным (“нулевым ” или “некорригированным”). У
такого колеса высота головки зуба ha равна модулю:
![]()
а толщина зуба S по делительной окружности равна ширине впадины:
![]()
Уменьшение числа зубьев при нормальном зубчатом
зацеплении может вызвать подрезание зубьев. Для устранения подрезания и
улучшения работы зубчатых колес при их изготовлении применяется коррегирование. Коррегирование
зубчатых колес производится с целью уменьшения габаритов и улучшения качества
(исправления) зацепления: устранения подрез ножки зуба, увеличения коэффициента
перекрытия, уменьшения износа, повышения прочности зуба.
Рис. 2. Зацепление зубчатого колеса с инструментальной
рейкой
Коррегирование (исправление) эвольвентных
зубчатых колес осуществляется смещением стандартного режущего инструмента от
оси заготовки, при этом по делительной окружности будет перекатываться не
модульная прямая рейки, а любая другая, параллельно ей. Зубья колеса будут
иметь при этом эвольвентный профиль, однако вид их
будет иной, чем у зубьев нулевых колес. Расстояние между модульной и
делительной прямой называется сдвигом рейки (рис. 2)
b=x∙m.
Смещение рейки относительно её положения для
нормального колеса в направлении от центра колеса называется положительным
сдвигом, а в направлении к центру колеса О –
отрицательным сдвигом.
Коэффициентом смещения (сдвига) называется отношение
сдвига рейки к модулю зацепления m:
![]()
В зависимости от видов корригирования
комбинации смещений пары сопрягаемых зубчатых колес могут быть следующими:
1. Нулевое зацепление, когда сдвиги рейки для обоих
колес равны нулю: X1=X2=0
2. Равносмещенное
зацепление, когда сумма коэффициентов смещения для обоих колес равна нулю: X1+X2=0.
3. Неравносмещенное
зацепление, когда сумма коэффициентов смещения для обоих колес не равна нулю:
- Положительное смещение X1+X2>0;
- Отрицательное смещение X1+X2<0.
Величина
относительного сдвига (коэффициента смещения) рейки, необходимая для устранения
подрезания ножки зуба, определяемая формулой
![]()
где ![]() - коэффициент высоты головки зуба;
- коэффициент высоты головки зуба;
Z – число (количество) зубьев
колеса;
![]() - угол
профиля рейки.
- угол
профиля рейки.
Для зубчатых колес с нормальным исходным контуром по
ГОСТ 13755-81, для которых ![]() =1 и
=1 и ![]() =20°, формула определения
коэффициента смещения будет иметь вид
=20°, формула определения
коэффициента смещения будет иметь вид
![]()
Абсолютный сдвиг рейки, необходимый для устранения
подрезания ножки зуба, определяется формулой
b0=x0∙m.
3.
Описание объекта исследования, приборов и инструментов
Прибор для вычерчивания эвольвентных
профилей зубьев методом обката имеет следующую конструкцию (рис. 3).
Основанием прибора служит литая панель 4, на которой установлены диск 8 и рейка5. Диск выполнен из оргстекла и
представляет собой руг с диаметром, равным диаметру заготовки. Рейка прибора,
выполняющая роль зуборезного инструмента, совершает поступательное движение
вдоль направляющих 13, имеющих сечение ласточкина хвоста, совместно со шкалами
1 и 12, планкой 9 и захватами 3 и 11. Для согласования угловой и поступательной
подач заготовки к захвату 11 прикрепляется проволока 10, огибающая диск 8 и прикреплённая к захвату 3,
которая при помощи эксцентрикового механизма с рукояткой 2 может перемещаться,
создавая необходимое натяжение проволоки 10. Совместное движение рейки и диска
осуществляется при помощи храпового механизма рычагом 15. Если рукоятку 14
повернуть в левое положение, то обе собачки выходят из зацепления с рейкой 5 и
рейка свободно от руки перемещается вдоль направляющихся 13. Кроме того, при
помощи двух винтов 16 рейку можно закрепить на различных расстояниях
относительно центра заготовки.
Для построения зубьев на диск 8 накладывается круг из
чертежной бумаги с диаметром, равным диаметру заготовки и прижимается крышкой 7
с винтом 6. Рейку нужно поставить в крайнее правое положение, освободив
предварительно рукоятку 14. На бумажном круге вычерчивают контур зубьев
карандашом. Затем нажатием рычага 15 передвигают рейку на один шаг и снова
очерчивают контур зубьев. Так делают до тех пор, пока рейка не придет в крайнее
левое положение, а на бумажном круге не будет получен контур нескольких зубьев.
При этом, если модульная
прямая совпадает с касательной к делительной окружности, то на бумажной
заготовке вычерчиваются зубья нулевого колеса. Если же рейка сдвинута
относительно центра заготовки, то на круге получим зубья соответственно с
положительным или отрицательным сдвигом.
Для получения нового контура зубьев необходимо
рукоятку 2 повернуть, тем самым ослабив натяжение проволоки. Диск после этого
свободно повернется на необходимый угол. Рейка становится в крайнее правое
положение и вновь вычерчивается контур зубьев с положительным или отрицательным
сдвигом.
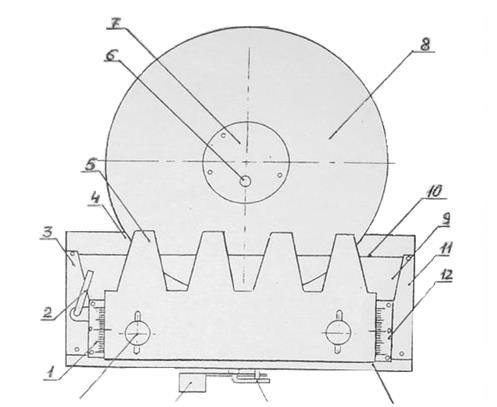
Рис. 3. Прибор для вычерчивания эвольвентных
профилей зубьев методом обката

Рис. 4. Образец диска с вычерченными профилями
зубцов в четырех вариантах
4.
Методика проведения исследований и обработка результатов
1. Ознакомиться
с устройствами и принципом действия прибора. Записать в отчет номер прибора и параметры получаемого зубчатого
колеса: модуль зацепления m; угол профиля рейки αω; диаметр
делительной окружности зубчатого колеса d.
2. Бумажный круг,
диаметр которого соответствует диаметру диска прибора, разделить двумя перпендикулярными
линиями на четыре примерно равных квадранта. Расчерченный круг наколоть на
иголки прибора и закрепить крышкой.
3. Установить
рейку прибора в крайнее правое положение, при этом диск должен быть установлен
так, чтобы одна из прямых линий на круге проходила примерно через левую сторону
профиля крайне левого зуба рейки. На шкалах 1 и 12
устанавливается, либо величина необходимого смещения со своим знаком, либо 0 для нормального
зубчатого колеса без смещения. В каждом квадранте вычерчивается по два–три
профиля зубьев (рис. 2) одного из четырех вариантов.
4. В первом
квадранте вычертить нормальное (нулевое) зубчатое колесо без смещения, X=0.
5. Определить
число зубьев нарезаемого колеса
![]()
6. По найденному
числу зубьев Z определить коэффициент смещения X0 и абсолютный сдвиг b0 рейки, необходимый для устранения
подрезания ножки зуба.
7. Ослабить
винты 16 прибора и сместить рейку 5 от центра заготовки на величину b0 абсолютного сдвига рейки и затянуть
винты. При положительном смещении рейка отводится от центра заготовки, а при
отрицательном - придвигается к центру.
8. Подвести под
рейку чистый квадрант для вычерчивания профиля зубьев без подрезания ножек. Для
чего необходимо ослабить натяжение
проволоки, огибающей диск, освободив рукоятку 14, повернуть диск на 900
без обкатывания и вернуть рукоятку в 14 в исходное
положение.
9. Вычертить
контур коррегированного колеса при отсутствии
подрезания ножки зуба.
10. Установить
на рейке положительный сдвиг (смещение) b=8…10
мм (по указанию преподавателя). Подвести под рейку чистый квадрант и вычертить
в нем контур зубьев при положительном смещении b.
11. Установить
на рейке отрицательный сдвиг (по величине равный положительному) b= - (8…10) мм. Подвести под рейку последний чистый
квадрант и вычертить в нем контур зубьев при отрицательном смещении b.
12. Определить
геометрические параметры и размеры нулевого колеса, колеса при отсутствии
подрезания ножки зуба и зубчатых колес с положительным и отрицательным
смещениями b. Полученные данные занести в таблицу 1.
Таблица 1
|
№ п/п |
Параметр и
размеры зубьев колеса |
Нормальное
(нулевое) колесо Х=0 |
Исправленное (коррегированное) колесо |
||||
|
Расчетная
формула |
Размер, мм |
Расчетная
формула |
Размеры зубьев
колеса с коэффициентом сдвига |
||||
|
Х0 |
+Х |
-Х |
|||||
|
1 |
Число зубьев зубчатого колеса |
|
|
|
|
|
|
|
2 |
Шаг зацепления (по делительной
окружности) |
P=π∙m |
|
P=π∙m |
|
|
|
|
3 |
Диаметр основной окружности |
dв=d∙cosαω |
|
dв=d∙cosαω |
|
|
|
|
4 |
Диаметр окружности головок зубьев |
da=d+2m |
|
da=d+2(m+b) |
|
|
|
|
5 |
Диаметр окружности ножек зубьев |
df=d-2,5m |
|
df=d-2,5m+2b |
|
|
|
|
6 |
Толщина зуба по делительной окружности |
|
|
|
|
|
|
|
7 |
Хордальная толщина зуба
по делительной окружности |
|
|
|
|
|
|
|
8 |
Измеренное значение толщины зуба по
хорде делительной окружности |
Sx ииз |
|
Sx ииз |
|
|
|
13. На приборе
освободить винт 6, снять крышку 7 и вынуть бумажную заготовку с нанесенными
профилями зубьев.
14. На бумажной
заготовке нанести в каждой четверти делительную и основную окружности, а также
окружности головок и ножек зубьев, диаметры которых взять из таблицы 1.
15. В каждой
четверти измерить хордальную толщину одного из
нанесенных зубьев по делительной окружности. Полученные результаты занести в
таблицу 1.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов