Главная
Раздел 25. Цепные конвейеры
Содержание
1.1. Пластинчатые конвейеры общего
назначения
1.1.1. Общее устройство,
назначение и области применения
1.1.2. Элементы пластинчатых
конвейеров
1.1.3. Расчет пластинчатых
конвейеров
1.1.4. Монтаж пластинчатых
конвейеров
1.1.5. Технический осмотр и
ремонт элементов пластинчатых конвейеров
1.2. Пластинчатые конвейеры
специального назначения
1.2.1. Общее устройство,
назначение, области применения
1.2.2. Изгибающиеся
пластинчатые конвейеры с пространственной трассой
1.2.4. Пассажирские
транспортирующие машины
2.1. Конвейеры со сплошными высокими
скребками
2.1.1. Общее устройство, основные
элементы и основные параметры
2.1.2. Расчет скребковых
конвейеров
2.2. Конвейеры со сплошными низкими
скребками
2.3. Конвейеры с контурными скребками
2.4. Трубчатые скребковые
конвейеры
2.5. Канатно-дисковые
конвейеры и штанговые конвейеры
3. Скребково-ковшовые,
ковшовые и люлечные конвейеры
3.1. Основные типы, устройство,
назначение и применение
3.2. Скребково-ковшовые
конвейеры
3.3.1. Элементы конвейеров,
выбор основных параметров
3.3.2. Особенности расчета
ковшового конвейера
4. Подвесные, тележечные, грузоведущие, штанговые и шагающие конвейеры
4.1.1. Подвесные грузонесущие
конвейеры
4.4.2. Подвесные грузотолкающие конвейеры
4.4.4. Подвесные грузоведущие конвейеры
4.4.5. Подвесные несуще-грузоведущие конвейеры
4.2. Тележечные грузонесущие
конвейеры
4.3. Грузоведущие
и шагающие (шаговые) конвейеры
4.3.1. Грузоведущие
вертикально замкнутые конвейеры
1. Пластинчатые конвейеры
Пластинчатыми конвейерами называют машины непрерывного действия, грузонесущим элементом которых является жесткий металлический или деревянный, пластмассовый, резинотканевый настил (полотно), состоящий из отдельных пластин; тяговым элементом является одна или две пластинчатые цепи, огибающие концевые (приводную и натяжную) звездочки. Транспортируемый груз перемещается верхней ветвью конвейера; нижняя ветвь холостая.
Пластинчатые конвейеры используют для транспортирования в горизонтальном и наклонном направлениях насыпных и штучных грузов в машиностроительной, химической, горнорудной, энергетической и других отраслях промышленности.
Пластинчатые конвейеры (рис. 1) применяют для транспортирования острокромочных, средне- и крупнокусковых, горячих, химически активных, абразивных и других материалов, которые нельзя перемещать, к примеру, ленточными конвейерами, так как это может вызвать повреждение рабочего органа.
Применяются такие конвейеры в различных отраслях промышленности – горнорудной и угольной, машиностроении, химической, стройматериалов, энергетической и др. Значительное распространение имеют пластинчатые конвейеры на различных складах, погрузочно-разгрузочных и упаковочных пунктах, где их используют для подачи различных штучных грузов в жесткой и мягкой упаковке, а также на многих технологических участках, где с транспортируемыми на этих конвейерах грузами производятся те или иные технологические операции – сборка, охлаждение, промывка, сушка, сортировка, термическая обработка и пр.
По направлению транспортирования пластинчатые конвейеры могут быть горизонтальными, наклонными и комбинированными. Угол подъема β у наклонных конвейеров может доходить до 30…35°, а при наличии гребней у настила – до 45…60°.
Производительность пластинчатых конвейеров может достигать 1000 м3/ч и выше. Наиболее употребительная ширина настила 400…1400 мм; отдельные исполнения имеют ширину 2500 мм. Длина пластинчатых конвейеров при одноприводном исполнении достигает 200 м и более, при многоприводном исполнении – практически не ограничена. Максимальная скорость v тяговой цепи 1…1,5 м/с, но обычно ее значение лежит в диапазоне 0,05…0,68 м/с.
Возможность весьма различного конструктивного исполнения ходовой части пластинчатых конвейеров и, в частности, их настилов, в зависимости от характеристики подлежащих транспортированию грузов и многих местных условий обусловливает следующие их основные достоинства по сравнению, например, с ленточными конвейерами:
а) металлический настил необходимой прочности допускает транспортирование на этих конвейерах крупнокусковых тяжелых материалов и материалов, обладающих повреждающими свойствами;
б) применение в качестве тягового органа высокопрочных цепей позволяет выполнять эти конвейеры со значительными тяговыми усилиями, что бывает необходимо при большой длине конвейера и значительной высоте подъема, а также для обеспечения его высокой производительности;
в) исполнение настила коробчатой формы, а также устройство в лотковом (бортовом) настиле специальных поперечных перегородок (диафрагм) позволяет транспортировать насыпные грузы с весьма большими углами наклона трассы конвейера к горизонту. Трассы пластинчатых конвейеров могут выполняться со значительно меньшими, чем у ленточных конвейеров, радиусами на участках переходов с горизонтального направления на наклонное. Этими качествами пластинчатых конвейеров обеспечивается компактность транспортных схем и уменьшение до минимума потерь производственных площадей на участках подъемов;
г) лотковая (бортовая) форма настила, несущего груз, позволяет иметь большое значение площади поперечного сечения материала на конвейере, чем достигается высокая производительность этих конвейеров при транспортировании массовых насыпных грузов;
д) конструкция ходовой части и работа на сравнительно небольших скоростях облегчает равномерную загрузку пластинчатых конвейеров и допускает возможность их самостоятельного питания, например, при поступлении на них насыпных грузов из бункеров;
е) относительная простота устройства на настиле конвейеров различных элементов (например, для фиксации грузов) и возможность выполнения настила в соответствии с требованиями разнообразных технологических условий позволяет широко использовать пластинчатые конвейеры в поточном производстве для различных видов обработки транспортируемых на них изделий;
ж) специальные исполнения ходовой части допускают перегибы как в вертикальной, так и в горизонтальной плоскости, чем обеспечивается возможность осуществления пластинчатых конвейеров с криволинейными в плане трассами и бесперегрузочное транспортирование на них материала;
з) спокойный и бесшумный ход;
и) возможность использования конвейеров в технологических процессах и поточных линиях при высоких и низких температурах.
Наряду с указанными достоинствами, пластинчатые конвейеры имеют и недостатки, к числу которых можно отнести большой вес конструкции и, в частности, ходовой части; относительную сложность изготовления и высокую их первоначальную стоимость; наличие в ходовых частях большого количества шарниров и катков, подвергающихся износу и нуждающихся в уходе, ремонте и замене, что приводит к повышенным расходам на эксплуатацию.
1.1. Пластинчатые конвейеры общего назначения
В зависимости от конструкции настила и тяговой цепи и конфигурации трассы (рис. 1) различают пластинчатые конвейеры общего назначения (вертикально замкнутые); изгибающиеся (с пространственной трассой) и специального назначения (разливочные машины, эскалаторы, пассажирские, конвейеры с настилом сложного профиля).
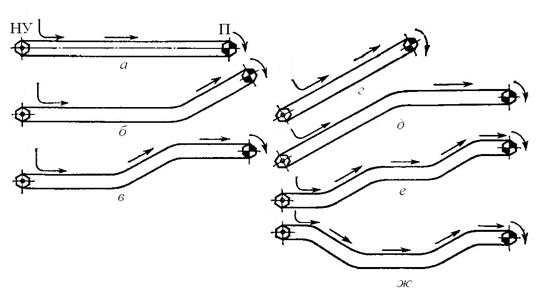
Рис. 1. Схемы трасс пластинчатых конвейеров:
а – горизонтальная; б – горизонтально-наклонная; г – наклонная;
д – наклонно-горизонтальная; в, е, ж – сложная
Наиболее широкое применение получили пластинчатые стационарные, вертикально замкнутые конвейеры с прямолинейными трассами, которые являются конвейерами общего назначения. В металлургической промышленности их используют для подачи крупнокусковой руды и горячего агломерата; на химических заводах и при производстве строительных материалов – для перемещения крупнокусковых нерудных материалов; на тепловых электростанциях – при подаче угля; в машиностроении – для транспортирования горячих поковок, отливок, опок, отходов штамповочного производства; на поточных линиях сборки, охлаждения, сушки, сортирования и химической обработки.
Передвижные пластинчатые конвейеры используют на складах, погрузочно-разгрузочных, сортировочных и упаковочных пунктах для перемещения тарно-штучных грузов.
Специальные пластинчатые конвейеры, в том числе и изгибающиеся с пространственной трассой, используют в горно-рудной и угольной промышленности для транспортирования на дальние расстояния руды и угля.
1.1.1. Общее устройство, назначение и области применения
Пластинчатый конвейер (рис. 2) имеет станину, на концах которой установлены две звездочки – приводная 3 с приводом и натяжная с натяжным устройством 4. Бесконечный настил 1, состоящий из отдельных пластин, закрепляется к ходовой части, состоящей из одной или двух тяговых цепей 2, которые огибают концевые звездочки и находятся в зацеплении с их зубьями.
Вертикально замкнутые тяговые цепи движутся вместе с настилом по направляющим путям станины вдоль продольной оси конвейера. Конвейер загружается через одну или несколько воронок 5 в любом месте трассы, а разгружается через концевую звездочку и воронку. Промежуточная разгрузка возможна только для пластинчатых конвейеров с безбортовым плоским настилом. Скорость их движения составляет до 1,25 м/с.
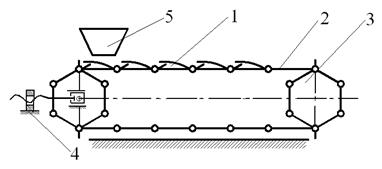
Рис. 2. Пластинчатый конвейер:
1 – настил; 2 – тяговая цепь; 3 – приводная звездочка;
4 – натяжное устройство; 5 – загрузочный бункер
Основные параметры пластинчатых конвейеров
общего назначения установлены ГОСТ 22281-92: ширина настила: 400; 500; 650;
800; 1000; 1200; 1400;
Угол наклона полотна пластинчатого конвейера обычно составляет 35–60º и зависит от характеристики транспортируемого груза и типа настила. При транспортировании штучных грузов и наличии на настиле поперечных грузоудерживающих планок угол наклона конвейера может быть увеличен.
Рис. 3. Пластинчатый конвейер: 1 – ходовая часть конвейера из настила и двух тяговых цепей; 2 – приводные звездочки;
3 – электродвигатель; 4
– редуктор; 5 – открытая зубчатая передача;
6 – хвостовые звездочки; 7 – натяжное устройство;
8 – направляющие шины; 9
– станина конвейера
1.1.2. Элементы пластинчатых конвейеров
Тяговые
элементы
Тяговым элементом обычно служат пластинчатые цепи:
ПВ – пластинчатые втулочные;
ПВР – пластинчатые втулочно-роликовые;
ПВК – пластинчатые
втулочно-катковые с гладкими катками;
ПВКГ – пластинчатые
втулочно-катковые с гребнями на катках;
ПВКП – пластинчатые
втулочно-катковые с подшипниками
качения у катков
В качестве тягового элемента могут быть
использованы втулочные, роликовые и круглозвенные цепи.
Преобладающее
большинство пластинчатых конвейеров (с шириной настила более 400 мм) имеет две
тяговые цепи, и только особо легкие, а также специальные конвейеры, например,
изгибающиеся в горизонтальной плоскости, имеют одну тяговую цепь. Шаг цепей для
пластинчатых конвейеров принимается 80, 100, 125, 160, 200, 250, 320, 400, 500,
630 и 800 мм. Наиболее широкое применение для стационарных пластинчатых конвейеров
получили втулочно-катковые цепи с гребнями (ребордами)
на катках (тип ВКГ). Катки этих цепей служат опорными элементами, воспринимающими
нагрузку от перевозимого груза и ходовой части конвейера.
Опорные элементы
Опорными элементами у пластинчатых втулочно-катковых
цепей являются ходовые катки, передающие нагрузку от настила и
транспортируемого груза на направляющие пути (на конвейерах тяжелых типов применяют
катки на подшипниках качения).
В конвейерах с втулочными и роликовыми цепями
и гладким настилом опорными элементами
служат стационарные роликовые опоры, закрепленные на станине конвейера. В
конвейерах легкого типа с шириной настила 80–200 мм цепь могут объединять с
настилом, скользящим по направляющим металлическим или пластмассовым путям.
Настилы
Настилы,
которые являются грузонесущим элементом пластинчатых конвейеров, могут быть
конструктивно выполненными с бортами и без бортов, как подвижными, так и
неподвижными; по профилю могут быть плоскими (гладкими), волнистыми (безбортовыми, а также с мелкими и глубокими бортами),
коробчатыми (с гребнями или перегородками на пластинах).
По взаимному расположению пластины могут быть расставлены
на некоторое расстояние друг от друга и вплотную сомкнутыми (для плоских
настилов); могут иметь взаимное перекрытие (для плоских и волнистых настилов).
Волнистая форма пластин значительно
увеличивает их жесткость и прочность, повышает сцепление грузов с полотном,
обеспечивая этим возможность перемещения их под большими углами наклона, а
также исключает просыпание материала между соседними пластинами. Коробчатый
настил имеет пластины ковшеобразной формы и служит для транспортирования материалов
под большими (до 65°) углами к горизонту. Конвейеры с настилом этого типа применяют
для различных сыпучих и в первую очередь крупнокусковых материалов, на которых
не обеспечивается надежная работа ковшовых элеваторов. Схемы поперечного сечения
настилов приведены на рис. 4, а основные типы настилов пластинчатых
конвейеров – на рис. 5.
Рис. 4. Поперечные сечения настилов пластинчатых конвейеров: а – бортовой; б – плоский (без бортов);
в – плоский с неподвижными
бортовыми направляющими; г – корытообразный специальный; B – ширина настила; h – высота бортов
Рис. 5. Основные типы настилов пластинчатых конвейеров: а – плоский с расставленными пластинами; б – плоский с сомкнутыми пластинами;
в
– волнистый без бортов; г –
волнистый бортовой; д – бортовой
глубокий; е – коробчатый; t – шаг цепи
Помимо вышеперечисленных стандартных типов
конвейерных настилов в практике конвейеростроения
применяют весьма многообразные специальные настилы (рис. 6), приспособленные
для особых случаев транспортирования грузов.
Рис. 6. Специальные типы настилов пластинчатых конвейеров: а – плоский, с гнездами для круглых изделий при поперечной их укладке;
б – с
пластинами выпуклой формы; в – плоский стальной штампованный;
г – усиленный, из швеллерных профилей
Плоский настил изготавливают из
деревянных планок, стальных или полиуретановых пластин или штампованными из листа; для обеспечения надежного положения груза настил снабжают фасонными
накладками или упорами.
Волнистый бортовой и коробчатый настилы
изготовляют штамповкой и сваркой из стальных листов толщиной 2…8 мм. Пластины, бортовые и
коробчатые лотки настила крепятся к элементам тяговых цепей болтами, заклепками
или сваркой непосредственно или с помощью специальных деталей в виде
угольников и скоб.
Волнистый настил обеспечивает надежное
перекрытие соседних пластин, увеличивает жесткость и прочность полотна,
повышает сцепление грузов с поверхностью конвейера, уменьшает их просыпание
между пластинами и обеспечивает перемещение грузов под большими углами наклона.
Швеллерный настил применяется для
транспортирования крупных горячих отливок и штамповок, обеспечивает прочность и
жесткость полотна и облегчает его очистку. Настил изготавливают методом
штамповки и сварки стальных листов толщиной 4–10 мм. Пластины настила крепят на болтах, заклепках или приваривают к
специальным уголкам, которые крепятся к пластинам тяговых цепей.
Основными размерами настила являются его ширина В и высота бортов h. Значения В и высоты h бортов настила приведены в табл. 1. Значения высоты бортов, выделенные в таблице курсивом, являются предпочтительными.
Таблица 1. Значения ширины настила и высоты бортов
|
Ширина
настила В, мм |
Высота бортов h, мм |
|||||
|
400 |
100 |
125 |
160 |
– |
– |
– |
|
500 |
100 |
125 |
160 |
200 |
250 |
– |
|
650 |
100 |
125 |
160 |
200 |
250 |
320 |
|
800 |
100 |
125 |
160 |
200 |
250 |
320 |
|
1000 |
100 |
125 |
160 |
200 |
250 |
320 |
|
1200 |
100 |
125 |
160 |
200 |
250 |
320 |
|
1400 |
100 |
125 |
160 |
200 |
250 |
320 |
|
1600 |
100 |
125 |
160 |
200 |
250 |
320 |
Крепление цепей к настилу. Втулочно-катковые цепи с ребордными катками могут иметь боковое крепление к настилу
(консольное), как показано на рис. 4, а,
а также крепление под настилом (нижнее) –
рис. 7. Нижнее крепление позволяет уменьшить габаритную ширину конвейера и
улучшить распределение нагрузки, но усложняет конструкцию конвейера из-за
необходимости добавления устройств (например, отдельных роликов) для
поддержания холостой ветви.
При
применении для пластинчатых конвейеров втулочно-роликовых цепей их крепят к
настилу с боков пластин и под пластинами (рис. 8). Поддерживающие ходовую часть
специальные катки в случае использования втулочно-роликовых цепей могут
размещаться вне цепи консольно, между пластинами цепи
или устанавливаться на станине конвейера в виде стационарных роликов.
Рис. 7. Конструкции настилов пластинчатых конвейеров с размещением тяговых цепей под пластинами
Рис. 8. Настилы пластинчатых конвейеров с тяговыми цепями типа ПВР: а – с консольным размещением ходовых катков;
б – с ходовыми катками, размещенными между шарнирами
тяговых цепей; в – звездочка к настилу по
рис. б
В
ходовых частях пластинчатых конвейеров, транспортирующих тяжелые материалы и
воспринимающих большие вертикальные давления или ударные нагрузки, тяговые цепи
соединяются сквозными осями, концы которых являются одновременно
валиками шарниров цепей. Сквозные оси обычно устанавливают через два, а в менее
нагруженных конвейерах – и через большее число шагов. Ходовые части конвейеров
для легких нагрузок выполняются без сквозных осей.
Привод
Пластинчатые конвейеры обычно приводятся в движение одним концевым приводом, расположенным в головной части конвейера. Привод пластинчатого конвейера – угловой или прямолинейный (гусеничный), состоит из приводных звездочек, передаточного механизма (редуктора или редуктора с дополнительной передачей) и электродвигателя. Передаточным механизмом привода служит один редуктор или редуктор с зубчатой или цепной передачей.
В
конвейерных установках для горизонтального перемещения груза на большие
расстояния применяют установку двух приводов: одного в головной и другого
(примерно половинной мощности) – в хвостовой части
конвейера. Для дальнейшего увеличения длины пластинчатых конвейеров и
возможностей бесперегрузочного транспортирования на
них материалов используют установку промежуточных приводов – гусеничного типа,
где усилие тяговому органу передается через кулаки приводной (гусеничной)
цепи, и со звездочками, имеющими цевочное зацепление с тяговой цепью. Звездочки
в приводе установлены с взаимным смещением зубьев на половину шага.
В
наклонных конвейерах в приводном устройстве предусматривается стопорное или
тормозное устройство, исключающее обратное движение ходовой части конвейера с
груженой верхней ветвью при выключенном электродвигателе. Эти устройства бывают
храповые, роликовые и в виде электромагнитных тормозов.
Рис. 9. Схемы промежуточных приводов пластинчатых
конвейеров: а – гусеничного типа с жесткими ведущими кулаками и поджимной шиной;
б – гусеничного типа с управляемыми ведущими кулаками и профильной
шиной; в – со
звездочками с цевочными зацеплениями с тяговой цепью;
1 – тяговая цепь конвейера; 2 – приводная цепь с
ведущими кулаками; 3 – приводная цепь с ведущими управляемыми кулаками; 4
– прижимные ролики
Натяжные устройства.
Натяжные
устройства пластинчатых конвейеров применяются преимущественно винтовые
жесткие. В сильно нагруженных конвейерах (например, в наклонных
при значительной высоте подъема) с длиннозвенными пластинчатыми тяговыми цепями
при скоростях движения выше 0,25 м/с
находят применение пружинно-винтовые (подвижные) натяжные устройства,
компенсирующие изменения натяжения (динамические) и длины тяговых цепей,
возникающие при огибании звездочек. Ход
натяжного устройства назначается в пределах 200…1000 мм в зависимости от шага тяговой цепи (или отдельных ее
неразборных секций). Для длиннозвенных пластинчатых тяговых цепей ход натяжки
принимают обычно равным 1,2…2 шагам цепи.
Звездочки
приводных и натяжных устройств изготовляют стальными
литыми, коваными или сварными с рабочим профилем из листовой стали. Для тихоходных
и легконагруженных конвейеров звездочки могут быть изготовлены
из чугуна. Число зубьев звездочек для стационарных пластинчатых конвейеров принимают
равным 5, 6, 7 и 8. В приводах
наклонных конвейеров предпочтительно применение тяговых звездочек с нечетным
числом зубьев, так как в этом случае динамические нагрузки в приводе получаются
меньшими, чем при четном числе зубьев, за счет разновременного возникновения нагрузок
в набегающей и сбегающей ветвях.
Приводные
звездочки крепят на ведущих валах на шпонках с обеспечением
строго одинакового взаимного положения их зубьев, что необходимо для одновременного
захвата катков цепей и правильной передачи цепям тягового усилия.
Станина
Станина пластинчатого конвейера
изготавливается из угловой или швеллерной стали. Концевые части выполняют в
виде отдельных рам для привода и НУ, среднюю часть – в виде отдельных секций
металлоконструкции длиной 4–6 м.
1.1.3. Расчет пластинчатых конвейеров
Расчет
пластинчатых конвейеров проводится в
два этапа: предварительное (ориентировочное) определение основных параметров;
поверочный расчет. Исходными данными для расчета являются:
- производительность;
- конфигурация трассы;
- характеристика транспортируемого груза;
- скорость движения полотна;
- режим работы.
Определение производительности
В соответствии с ГОСТ22281–92 выбирается тип
конвейера и тип настила. Настил применяется трех типов:
- легкий – при
насыпной плотности транспортируемого груза ρ< 1т/м3;
- средний – при ρ= 1–2 т/м3;
- тяжелый – при ρ> 2 т/м3.
Высота бортов h бортового настила для
насыпных грузов выбирается из нормального ряда (по справочнику), для штучных
грузов h = 100–160 мм.
Угол наклона
конвейера зависит от типа настила и характеристики перемещаемого груза (табл.
2), выбранный угол наклона конвейера должен удовлетворять условию β≤φ1-(7-10°), где φ1
– угол естественного откоса
груза в движении.
Таблица 2. Рекомендации к выбору типа настила
пластинчатого конвейера
|
Тип настила |
Угол наклона конвейера β (град) |
|
Гладкий без бортов |
|
|
Волнистый без бортов |
|
|
Коробчатый без бортов |
35 |
|
Гладкий с бортами |
|
|
Волнистый с бортами |
|
|
Коробчатый с бортами |
35 |
![]() –
угол трения груза о настил
–
угол трения груза о настил
При
расчете производительности конвейера возможны два варианта расположения груза
на настиле – на настиле без бортов (рис. 10, а) и на настиле с бортами (подвижными и неподвижными, рис. 10, б).
Рис.
10. Схемы поперечного сечения потока груза на настиле: а – без бортов; б – с бортами
На настиле
без бортов насыпной груз располагается по треугольнику с углом свободного
расположения груза в поперечном сечении движущегося настила ![]() ,
где
,
где ![]() – угол естественного откоса груза в покое.
Большая жесткость настила и малая его скорость позволяют принимать угол
– угол естественного откоса груза в покое.
Большая жесткость настила и малая его скорость позволяют принимать угол ![]() больше, чем для ленточных конвейеров. По этой
же причине ширина расположения груза на настиле b также
принимается большей, а именно
больше, чем для ленточных конвейеров. По этой
же причине ширина расположения груза на настиле b также
принимается большей, а именно ![]() ,
где В –
ширина настила.
,
где В –
ширина настила.
Площадь сечения
груза на настиле без бортов
![]()
где c – коэффициент, учитывающий уменьшение площади на наклонном
конвейере (табл. 3).
Таблица 3. Значение
коэффициента
|
Угол
наклона |
Настил |
|
|
Без бортов |
С бортами |
|
|
До
10 |
1 |
1 |
|
11…20 |
0,9 |
0,95 |
|
Свыше
20 |
0,85 |
0,9 |
При этом массовая производительность,
т/ч,
![]()
где ![]() – плотность груза, т/м3; v – скорость движения настила, м/с; B, м.
– плотность груза, т/м3; v – скорость движения настила, м/с; B, м.
При заданной производительности
ширину настила можно определить по формуле
![]()
Полученную ширину
настила проверяют по условию кусковатости B≥X2a+200 мм, где Х2
– коэффициент кусковатости. Для сортированного груза Х2 = 2,7; для рядового груза Х2 = 1,7.
Окончательно выбранные значения ширины
настила округляются до ближайших значений в соответствии с нормальным
рядом.
Для штучных грузов ширину настила выбирают по
габаритным размерам груза, способу его укладывания и количеству, при этом зазор
между грузами должен составлять 100–300 мм.
На настиле с бортами общая
площадь сечения груза складывается из суммы площади треугольника и
прямоугольника:
![]()
где ![]() – коэффициент заполнения сечения настила по
высоте бортов h1. Для массовых насыпных грузов при равномерной
их подаче на конвейер значение коэффициента принимают равным 0,85…0,9; для тех
же грузов, поступающих неравномерно, – 0,75…0,8;
для неоднородных по размерам грузов, поступающих на конвейер неравномерно, – 0,5…0,7. Для случаев выполнения на конвейере
технологических операций (сортировка, охлаждение отливок) значения снижают до
пределов 0,25…0,5.
– коэффициент заполнения сечения настила по
высоте бортов h1. Для массовых насыпных грузов при равномерной
их подаче на конвейер значение коэффициента принимают равным 0,85…0,9; для тех
же грузов, поступающих неравномерно, – 0,75…0,8;
для неоднородных по размерам грузов, поступающих на конвейер неравномерно, – 0,5…0,7. Для случаев выполнения на конвейере
технологических операций (сортировка, охлаждение отливок) значения снижают до
пределов 0,25…0,5.
В этом случае производительность
![]()
При одной и той же скорости производительность
пластинчатого конвейера с настилом, имеющим борта, выше производительности конвейера
с настилом без бортов в 4…9 раз.
Скорость движения настила пластинчатых конвейеров принимают
обычно в пределах 0,05…0,63 м/с, а пределы скоростей по нормальному ряду
составляют 0,01…1 м/с. Такие небольшие значения скорости обусловлены
динамическими нагрузками из-за неравномерного движения звездочек и цепей.
Тяговый расчет
Натяжение в цепях определяют аналогично расчету ленточного
конвейера методом обхода трассы по контуру по точкам сопряжений прямолинейных и
криволинейных участков, начиная с точки наименьшего натяжения. При этом, помимо распределенных, также учитываются возможные местные
сопротивления движению.
Обычно принимают минимальное натяжение в цепях Smin=1…3кН, но не менее 500 Н на одну цепь или не менее 5% от допускаемого
натяжения цепи выбранного типа.
Для предварительного определения максимального натяжения в
тяговых цепях пластинчатого конвейера для выбора типоразмера цепей рекомендуется
приближенная формула
![]()
где
Lг и Lx – длины горизонтальных проекций груженой и холостой ветвей
конвейера, м; Н – высота
подъема груза, м; qг – вес материала на 1 погонный
метр конвейера, Н/м:
![]()
где Q – производительность конвейера, т/ч; v – скорость конвейера, м/с; q0 – вес 1 погонного метра
ходовой части конвейера, Н/м, значения q0 берут из каталогов или устанавливают по данным проектов
аналогичных конвейеров, или же определяют предварительной конструктивной разработкой
ходовой части; ![]() – коэффициент
сопротивления движению ходовой части на прямолинейных участках или коэффициент
тяги, принимаемый в зависимости от конструкции ходовой части и условий работы
конвейера; средние значения
– коэффициент
сопротивления движению ходовой части на прямолинейных участках или коэффициент
тяги, принимаемый в зависимости от конструкции ходовой части и условий работы
конвейера; средние значения ![]() для предварительных
расчетов можно принимать: для катков на втулках скольжения 0,06…0,13; для
катков на подшипниках качения 0,020…0,045; меньшие значения соответствуют
лучшим условиям работы.
для предварительных
расчетов можно принимать: для катков на втулках скольжения 0,06…0,13; для
катков на подшипниках качения 0,020…0,045; меньшие значения соответствуют
лучшим условиям работы.
По
величине предварительно определенного натяжения Smax выбирают тяговый орган ходовой части конвейера. При двух
тяговых цепях усилие на одну цепь, Н, с учетом некоторой неравномерности в
распределении нагрузок
![]()
После
выбора на основе предварительного расчета основных элементов ходовой части
производят подробный поверочный тяговый расчет конвейера, который состоит в
последовательном определении натяжений в цепях в точках трассы с учетом
сопротивлений на участках между соседними точками трассы при ее обходе по
направлению движения, начиная с пункта наименьшего натяжения. У горизонтальных
конвейеров наименьшее натяжение будет непосредственно после приводной звездочки.
Сопротивления движению на различных участках конвейера
определяют по следующим формулам:
1) на прямолинейном участке груженой ветви
![]()
при этом знак «плюс» – при движении ветви на подъем,
«минус» – при движении ветви вниз;
2) на прямолинейном участке холостой ветви
![]()
Коэффициент сопротивления ω в обоих случаях при необходимости рассчитывается уточненно по формуле
![]()
где Ср
– коэффициент, учитывающий трение реборд и другие сопротивления
от трения элементов, удерживающих ходовую часть от бокового перемещения; обычно
принимают равным 1,1…1,20;
d – наружный диаметр
втулки или валика, на которых вращается каток (или ролик), см; Dк – диаметр катка (или ролика), см; ![]() – коэффициент
трения в ступице катка; k – коэффициент трения качения, см.
– коэффициент
трения в ступице катка; k – коэффициент трения качения, см.
В
конвейерах с неподвижными бортами к сопротивлению на груженой ветви добавляются
потери от трения материала о неподвижные борта, определяемые по приближенной
формуле
![]()
где
![]() – насыпной вес
груза, т/м3; h – высота неподвижных
бортов, м;l – длина бортов, м; f
’ – коэффициент трения груза о борта;
– насыпной вес
груза, т/м3; h – высота неподвижных
бортов, м;l – длина бортов, м; f
’ – коэффициент трения груза о борта;
3)
сопротивление движению на криволинейных участках (направляющих шинах):
– для груженой
ветви
![]()
– для холостой ветви
![]()
где
Sn–1 – натяжение в ходовой
части конвейера в начале криволинейного участка; ![]() – коэффициент сопротивления при огибании
тяговой роликовой цепью криволинейной направляющей шины (рельса), приближенно
– коэффициент сопротивления при огибании
тяговой роликовой цепью криволинейной направляющей шины (рельса), приближенно ![]() , где е = 2,71 – основание натуральных логарифмов;
, где е = 2,71 – основание натуральных логарифмов; ![]() – центральный угол
криволинейной направляющей, рад; Lг, Lх и H – соответственно
горизонтальные и вертикальная проекции криволинейного
участка, м;
– центральный угол
криволинейной направляющей, рад; Lг, Lх и H – соответственно
горизонтальные и вертикальная проекции криволинейного
участка, м;
4)
сопротивления на звездочках определяют по формуле
![]()
где
Sn–1 – натяжение в точке набегания цепей на звездочку; kц – коэффициент
сопротивления на звездочках; при звездочках на подшипниках качения – 1,03…1,04; при звездочках на
подшипниках скольжения – 1,05…1,07 (большие
значения относятся к тяжелым условиям работы конвейера).
При
последовательном обходе всего контура конвейера натяжение в замыкающей точке
(точка набегания на приводной элемент) с учетом сопротивлений
1…4 дает значение наибольшего статического
натяжения тяговых цепей Scm.
В
тяговых цепях конвейеров, получающих движение от звездочки, вследствие
неравномерного движения возникают дополнительные динамические усилия. В тяговых
цепях конвейеров возникает сложный колебательный процесс, зависящий от многих
факторов (параметров и характеристик звездочек и цепей, скорости движения,
величины движущихся масс, размеров и формы трассы конвейера и др.), а также динамические
усилия возрастают при приближении колебаний усилий в тяговых цепях к резонансу.
При практических расчетах эти усилия, Н, определяют по приближенной формуле
![]()
где
L – длина конвейера, м; z – число
зубьев ведущей звездочки тяговой цепи; t
– шаг тяговой цепи, м; k1 – коэффициент приведения
массы (учитывающий, что не все элементы конвейера движутся с максимальным
ускорением, а также – влияние упругости цепи).
При
скорости полотна до 0,2 м/с динамические нагрузки на цепи можно не учитывать.
Суммарное усилие Smax статического Scm и динамического Sдин усилий будет являться максимальным для тягового органа. По максимальному усилию необходимо
проверить предварительно выбранные тяговые цепи по условию прочности.
После определения усилий в цепях во всех точках
трассы строится тяговая диаграмма пластинчатого конвейера и находится тяговая
(окружная) сила по разнице усилий в точках набегания
и сбегания тяговых цепей на приводной звездочке.
Далее определяется требуемая мощность привода, кВт,
![]()
где kз – коэффициент запаса, принимается равным 1,15; Fо – окружная сила конвейера, Н; ![]() – кпд привода, принимается равным 0,85.
– кпд привода, принимается равным 0,85.
Определяется частота
вращения приводного вала конвейера, мин-1,
![]()
где
v – скорость тягового
органа, м/с; Dо
– диаметр делительной окружности приводной звездочки, м; z – число зубьев
приводной звездочки; tц – шаг тяговой
цепи, м.
Определяется
необходимое передаточное число между валом двигателя и приводным валом
конвейера, из конструктивных соображений составляется кинематическая схема
привода конвейера. Далее
производится выбор двигателя, определение передаточного числа и выбор
редуктора; определение фактической скорости движения и уточнение
производительности; определение статического тормозного момента (для наклонных
конвейеров); расчет тормозного момента; определение хода натяжного устройства.
Поверочный расчет включает уточненный тяговый расчет методом
обхода по контуру; проверку выбранной тяговой цепи; проверку рассчитанной
мощности привода; выбор типа натяжного устройства.
1.1.4. Монтаж пластинчатых конвейеров
Последовательность этапов монтажа пластинчатого конвейера:
- разбивка осей и установка средней части
става конвейера;
- установка опорных конструкций или рельсов
(для катков цепи) при обеспечении допусков не более 1–2 мм;
- установка привода и натяжной станции при
обеспечении горизонтальности и перпендикулярности осей конвейера и приводного
вала;
- по приводному валу ориентируют другие
элементы привода (открытые передачи, редуктор
и электродвигатель), обеспечивая
строгую соосность валов;
- тщательной проверке подлежит ходовая часть;
- опробование начинают продвиганием ходовой части на 5–10 м вручную или от электродвигателя;
- обкатка конвейера вхолостую в течение 3–4 часов:
а) конвейер должен работать плавно, без стуков, ударов и вибраций;
б) зацепление цепи должно быть плавным;
в) соседние пластины должны свободно проворачиваться на звездочках и криволинейных участках;
г) температура нагрева редуктора и подшипников скольжения должна быть не более 70º, нагрева подшипников качения не должно быть;
- обкатка под нагрузкой (в течение 12 часов)
а)
производят те же проверки, что и при обкатке вхолостую;
б) регулируют расположение загрузочного
устройства;
в) устраняют просыпание грузов на рабочие
поверхности рельсов и в зазоры между пластинами;
г) регулируют работу НУ для предотвращения
смещения полотна
1.1.5. Технический осмотр и ремонт элементов пластинчатых конвейеров
Технический осмотр (ТО) тяговых цепей предусматривает их систематический осмотр, текущий ремонт, очистку и смазку. В процессе осмотра выявляют: состояние деталей, посадок в соединениях; подвижность роликов и катков.
Невращающиеся ролики и катки с лысками
на поверхности качения подлежат замене, ослабленные болтовые соединения звеньев
и креплений рабочих органов должны быть затянуты.
ТО звездочек выявляет износ по боковым
поверхностям зубьев: звездочка подвергается ремонту или замене; устраняется
сбег полотна.
ТО грузонесущих элементов предусматривает их
осмотр и устранение повреждений, затрудняющих эксплуатацию: выявляют наличие
остаточных деформаций, надежности крепления к тяговому органу, износ; деформированные
пластины исправляют или заменяют, регулируют зазоры между ними, ослабленные
соединения подтягивают.
1.2. Пластинчатые конвейеры специального назначения
1.2.1. Общее устройство, назначение, области применения
Пластинчатые конвейеры специального
назначения состоят из тех же основных элементов, что и пластинчатые конвейеры
общего назначения (тяговые элементы, полотно или настил, привод, натяжное
устройство), однако, имеют некоторые конструктивные особенности в зависимости
от применения и использования в производственных и технологических процессах.
1.2.2. Изгибающиеся пластинчатые конвейеры с пространственной трассой
Перемещают насыпные и
штучные грузы по трассе с перегибами настила, как в вертикальной, так и в
горизонтальной плоскостях (рис. 11). Применяются в угледобывающей и других отраслях промышленности, в
аэропортах для перемещения багажа.
Основным преимуществом изгибающихся пластинчатых конвейеров является бесперегрузочное транспортирование по сложной трассе; недостатком – сложность конструкции и эксплуатации.
Тяговым элементом изгибающегося пластинчатого конвейера являются одна или две специальные пластинчатые или круглозвенные цепи (рис. 12).
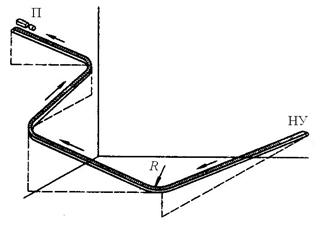
Рис.
11. Схема трассы изгибающегося
пластинчатого конвейера
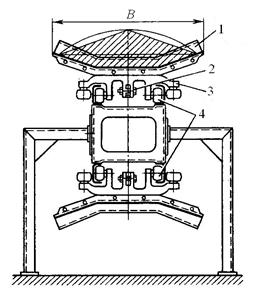
Рис. 12. Пластинчатый конвейер с пространственной трассой:
1 – настил; 2 – цепь; 3 – опорное устройство;
4 – каток
Настил изготавливают из металлических пластин с резиновыми элементами, имеющими плоские фрагменты и фигурные складки, что обеспечивает малые радиусы поворота и большие углы наклона трассы. Опорные катки обеспечивают движение настила на горизонтальных участках, направляющие катки – повороты настила.
Основные параметры изгибающихся пластинчатых
конвейеров: радиусы горизонтальных поворотов
для одноцепных конвейеров составляют 4–7,5 м, для двухцепных
– 10–15 м; ширина настила 400–1400 мм; привод – угловой или гусеничный; НУ – пружинно-винтовое.
Промежуточная разгрузка может выполняться
путем поперечного наклона настила.
1.2.3. Разливочные машины
Представляют собой конвейер, в котором настил
состоит из литых мульд, последовательно заливаемых жидким металлом при
медленном движении конвейера.
Разливочные машины используют для разливки
цветных металлов (меди, олова, свинца), а также чугуна в доменных цехах.
Длина и скорость движения выбирается таким
образом, чтобы к подходу мульд к концу конвейера залитый металл (в виде чушек)
успел охладиться и был готовым к разгрузке. Для охлаждения в процессе
перемещения мульды поливают водой.
Основные параметры разливочных машин: длина
транспортирования – до 45 м, скорость перемещения v = 0,1–0,2 м/с, производительность до 120 т/ч.
1.2.4. Пассажирские транспортирующие машины
Пассажирские
транспортирующие машины классифицируют
на машины циклического и непрерывного действия.
К пассажирским
транспортирующим машинам циклического
действия относятся лифты пассажирские, грузопассажирские, больничные и
специальные, шахтные подъемники, маятниковые канатные дороги, фуникулеры; к
машинам непрерывного действия: эскалаторы, пассажирские конвейеры,
многокабинные подъемники, патерностеры, кресельные канатные дороги и др.
Скорость кабин и вагонов машин циклического
действия значительно выше, чем у машин непрерывного действия; однако,
производительность и пропускная способность машин непрерывного действия
значительно выше, чем машин циклического действия.
Пассажирский лифт представляет собой кабину (купе),
подвешенную на стальных канатах в вертикальной шахте. Канат приводится в
движение лебедкой, установленной в машинном отделении, кабина и поднимаемый груз
уравновешиваются противовесом. Кабина движется по направляющим, укрепленным на
стенках шахты со скоростью 1–4 м/с, вместимость кабины 4–20 человек.
Скоростные лифты могут поднимать до 60
человек со скоростью 5–7 м/с. Основным показателем комфортности лифта являются виброакустические характеристики кабины во время движения,
зависящие от качества лебедки.
Грузовые лифты имеют повышенную прочность кабины и
предназначены для перевозки крупногабаритного груза в производственных и
административных зданиях, складах, гаражах,
магазинах, ресторанах и др.
Фуникулер – это подъемник циклического действия, состоящий из двух вагонов подвешенных на канатах к лебедке, совершающих маятниковое движение по наклонному рельсовому пути. Фуникулер используется на крутых подъемах (до 35º).
Патерностер представляет собой многокабинный пассажирский подъемник непрерывного
действия, состоящий из движущихся друг за другом кабин без дверей, подвешенных
шарнирно на двух цепях, расположенных по диагонали кабины. Посадка и высадка
пассажиров происходит во время движения. Вместимость
кабины составляет 1–3 чел, скорость движения не более 0,3 м/с.
Пассажирские конвейеры представляют собой ленточные конвейеры с
обрезиненной с двух сторон стальной лентой или пластинчатые конвейеры с сомкнутым
безбортовым настилом (рис. 13).
Используются в местах больших и разветвленных
пассажиропотоков (аэропортах, супермаркетах, выставочных комплексах).
Основными характеристиками пассажирских
конвейеров являются: угол наклона – до 12º; скорость движения настила
0,4–0,95 м/с; ширина настила
0,8–1,2 м; ресурс до 100-150 тыс. км;
уровень звукового давления не более
80 дБ.
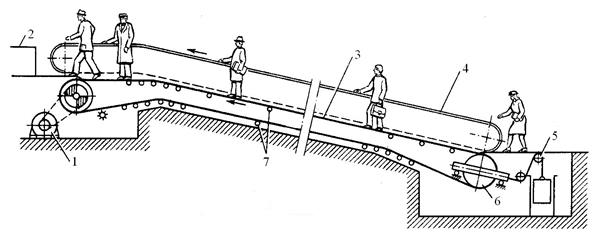
Рис. 13. Схема пассажирского конвейера:
1 – привод; 2 и 5 – входные площадки; 3 –
лента (полотно); 4 – поручень;
6 – натяжное устройство; 7 – роликоопоры
1.3. Эскалаторы
Прототипом современного эскалатора является обычный конвейер для перемещения различных грузов.
Первый патент
на изобретение «непрерывной лестницы» получил Натан Эймс
из американского штата Массачусетс в
Впервые «движущаяся лестница для транспорта людей» была запатентована в Нью-Йорке в 1882 году. Она представляла собой наклонное полотно, состоящее из ряда пластин с продольными рейками, и имела только наклонный участок. Входные площадки были установлены непосредственно с торцов наклона.
Почти сорок
лет создавались технологии для реализации увлекательной идеи непрерывного
перемещения людей между этажами зданий. И как только в
Большинство
представленных подъемников имело плоское полотно, образующее наклонную
движущуюся дорожку. Исключение составляло ступенчатое полотно эскалаторов.
Однако эти эскалаторы не имели настилов на ступеньках, и пассажиры должны были
выходить не с торца, а сбоку эскалатора. Уже до первой мировой войны новинкой
охотно пользовались крупные универсальные магазины США, Франции, Англии. А в
Началом
отечественного эскалаторостроения можно считать
принятие в 1931 году решения о сооружении метрополитена в г. Москве. В России
об эскалаторах впервые задумались тогда, когда стало ясно, что первая линия
строящегося Московского метро пройдет на глубине от 10 до
Лифт также не удовлетворял проектировщиков. Движение его прерывисто, он захлебнулся бы в условиях огромных людских потоков, стремящихся наверх и вниз. Известен был, скорее понаслышке, еще один вид механического подъемника – самодвижущаяся лестница – эскалатор. Движение его непрерывно, интервалов между подъемом и спуском отдельных групп людей нет совершенно. Каждую секунду освобождается новая ступенька, готовая принять двух человек, лестница движется плавно и мерно, как река.
Эскалатор привлекал к себе строителей еще одним преимуществом: он не требовал сооружений запасных пешеходных лестниц, потому что он сам по себе – лестница. Это значительно сокращало объем строительных работ. При всех своих достоинствах эскалатор имел в глазах строителей метрополитена один серьезный недостаток: никто не знал, как его нужно строить.
Переговоры о поставках эскалаторов с немецкой фирмой «Karl Flohr» и Лондонским отделением «Otis» оказались безрезультатными, т. к. за поставку эскалаторов для первой очереди Московского метро они запросили непомерную для того времени цену – 4 млн. рублей золотом (200 тыс. золотых рублей за один эскалатор, 500 тыс. немецких марок за документацию). Советское правительство приняло решение – ориентироваться на собственные силы, что и стало толчком для развития отечественного эскалаторостроения.
Задача действительно была трудной: эскалатор был совершенно неизвестной машиной, литературы о нем достать не удалось. Несколько иностранных проспектов, картинки в рекламных каталогах, рассказы людей, повидавших эскалаторы за границей, – вот все, чем располагала группа советских инженеров, сумевшая в короткий срок создать отечественные эскалаторы, не имеющие равных аналогов по высоте подъема.
Эскалаторы
предстояло соорудить очень солидные, самые крупные в мире, их высота по
вертикали составляла от 22 до
Однако сомнения оказались напрасными. В мае 1935 года состоялся торжественный пуск первой очереди метрополитена – все эскалаторы были запущены под пассажирскую нагрузку: эскалатор жил, двигался без скрежета, дребезжания и лязга.
Эти эскалаторы работают в Московском метро до сих пор. За рубежом подобные эскалаторы появились только в конце 50-х годов. На сложность выполненной работы указывает то, что эскалатор имеет более 150 тысяч узлов и деталей, такое же количество единиц крепления, 5 тыс. монтажных прокладок, а в изготовлении эскалаторов принимали участие 60 заводов.
Эскалатор
является разновидностью пластинчатых конвейеров, относится к вертикальным подъемникам (горизонтальное перемещение является
вынужденным) и представляют собой конвейер для перемещения пассажиров с одного уровня
на другой. Рабочий орган эскалатора состоит из лестничного полотна и поручней,
движущихся по замкнутой трассе (рис. 14).
Основные требования, предъявляемые к
эскалаторам: минимальные габариты, малошумность,
эффектная внешняя отделка, гармонирующая с интерьером здания.
Тоннельные эскалаторы предназначены для
установки в метрополитенах и специальных объектах, имеют большую высоту,
высокую скорость движения полотна и большую провозную способность, значительную
массу и большие габаритные размеры.
Поэтажные эскалаторы предназначены для установки в
административных зданиях, торговых центрах используются для подъема и спуска
людей на небольшую высоту.
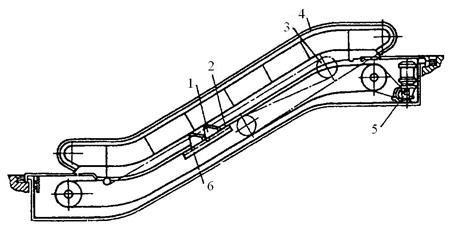
Рис. 14. Схема поэтажного эскалатора:
1 – ступени; 2 – тяговые цепи; 3 – привод
поручней; 4 – поручневое
устройство;
5 – привод лестничного полотна; 6 –
направляющие ходовых катков ступеней
Привод эскалатора – редукторный,
односторонний (в тоннельных – двухсторонний) с
дополнительной цепной или зубчатой передачей. Тормоза должны обеспечивать
плавную остановку загруженного эскалатора, ускорение при пуске и замедление при
торможении – не более 0,6 м/с2. В приводном
механизме имеется вспомогательный привод для ремонта, натяжное устройство – пружинно-винтовое.
Все механизмы эскалатора монтируются на
металлоконструкции (рис. 15). Привод тоннельных эскалаторов размещается в
специальных машинных помещениях, натяжная станция – в натяжной камере; у
поэтажных эскалаторов привод находится под входной площадкой или между ветвями
лестничного полотна, натяжная камера отсутствует.
Управление приводом тоннельнго
эскалатора производится из машинного зала (с помощью панели управления), с верхнего
и нижнего настенного пульта или кабины оператора. Станции управления поэтажного
эскалатора расположены в специальном пульте под верхней площадкой, пуск
производится с пультов, находящихся в балюстраде.
Основными параметрами эскалатора являются:
угол наклона полотна, равный 30–35º; длина входных и выходных площадок
0,8–
Особенностью конструкции тяговой цепи эскалатора
(рис. 16) является наличие упоров на наружных пластинах, которые обеспечивают
возможность перегиба цепи только в одну сторону. Эти упоры совместно с
направляющими путями – ограничителями против складывания обеспечивают
неизменное положение цепи в случае ее обрыва на любом участке трассы.
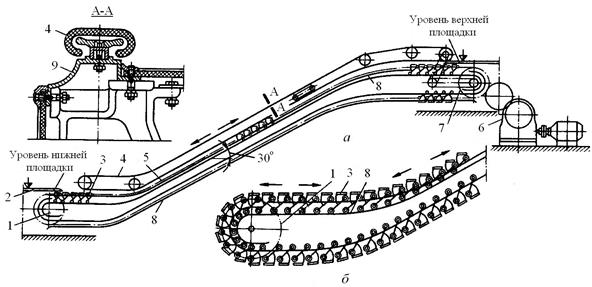
Рис. 15. Конструктивная схема эскалатора:
1 – натяжная звездочка; 2 – входная площадка;
3 – ступенчатый настил;
4 – поручень; 5 – тяговые цепи; 6 – привод; 7
– приводная звездочка;
8 – направляющие пути; 9 – балюстрада
Настилом (полотном) эскалатора являются ступени, установленные на двух тяговых цепях. Каждая ступень опирается на четыре катка, два из которых (основные) связаны осью с тяговыми цепями, два других являются вспомогательными.
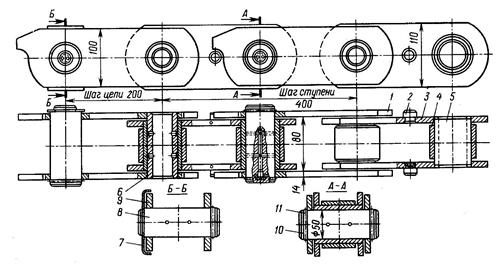
Рис. 16. Тяговая цепь эскалатора:
1 – наружная пластина; 2 – упор цепи; 3 –
внутренняя пластина; 4 – ролик; 5 – втулка;
6 – полый валик; 7 – стопорная шайба; 8 –
соединительный валик;
9 – соединительная пластина; 10 – сплошной
валик; 11 – пружинное кольцо
Катки (основные и вспомогательные) имеют разные колеи и движутся по четырем направляющим путям, что обеспечивает горизонтальное положение ступеней на всем протяжении рабочей ветви эскалатора.
Ступень эскалатора (рис.17) состоит из металлического каркаса с опорной гребенчатой плитой, подступенка и четырех катков, выполненных из пластмассы или из стали с футеровкой из резины или полимерных материалов, что обеспечивает снижение шума во время движения эскалатора. Катки установлены на шарикоподшипниках.
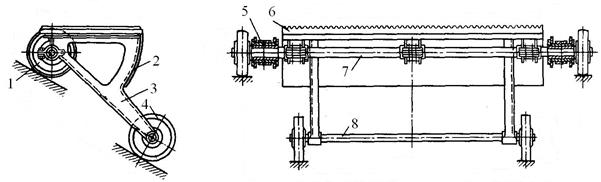
Рис. 17. Ступень эскалатора:
1 – основные катки; 2 –подступенок;
3 –каркас; 4 –вспомогательные катки;
5 –тяговые цепи; 6 –гребенчатая плита; 7 и 8
–оси катков
Поручневое устройство (рис. 18) представляет собой два
вертикально замкнутых конвейера, тяговым и грузонесущим элементами
которых являются резинотканевые поручни, движущиеся по металлическим направляющим
и предназначенные для опоры рук пассажиров. Трасса поручней повторяет
конфигурацию лестничного полотна, НУ – грузовое,
линейная расчетная нагрузка составляет 50 Н/м.
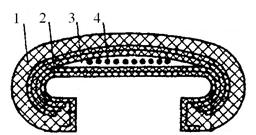
Рис. 18. Устройство поручня армированного резинотросового:
1 – обкладка; 2 – тканевый сердечник; 3 –
наполнитель резиновый; 4 – стальные тросы
К преимуществам эскалатора относятся: большая
провозная способность – до 10000 пассажиров в час; удобство для пассажиров;
использование эскалатора в качестве обычной лестницы в случае неполадок или
отсутствия энергии. Недостатками эскалатора являются: большая стоимость, а для тоннельных – высокая стоимость сооружения (тоннеля); большие
затраты времени при подъеме на большую высоту, чем при использовании высокоскоростного
лифта; большие затраты энергии.
Расчет
эскалатора.
Производительность (пропускная способность)
эскалатора
![]()
где ψ= 0,6–0,96 – коэффициент заполнения ступени
(наибольшее значение при v = 0,5 м/с, наименьшее при v = 1 м/с);
А = 1–2 – число пассажиров на одной ступени;
ас = 0,4–0,405 м – шаг ступеней эскалатора.
Тяговый расчет эскалатора выполняют в том же
порядке, как для пластинчатого конвейера с построением диаграммы натяжения
цепей. Тяговый расчет поручня производится так же как расчет ленточного
конвейера.
2. Скребковые конвейеры
К скребковым конвейерам относятся разнообразные
по конструкции транспортирующие машины, в которых груз перемещается волочением
по неподвижному открытому или закрытому желобу или трубе прямоугольного или круглого сечения при помощи движущихся скребков, прикрепленных к
тяговому элементу. Главными признаками такого конвейера являются форма и
высота скребка.
Скребковые конвейеры применяют для
транспортирования пылевидных, зернистых и крупнокусковых сыпучих грузов, а
также для охлаждения горячих грузов: золы, шлака и др.
В качестве
гибких тяговых элементов в основном используются цепи (реже ленты и канаты).
При цепном тяговом элементе шаг скребков кратен шагу цепи. Рабочей ветвью
конвейера обычно является нижняя, реже – верхняя ветвь, используются конвейеры
с двумя рабочими ветвями, по которым груз может перемещаться одновременно в обе
стороны. Нижняя грузонесущая ветвь цепи
проходит внутри каркаса и огибает концевые звездочки, обратная (холостая) ветвь
располагается в верхней части каркаса и движется по направляющим путям или
роликам.
Скребковые конвейеры нашли широкое применение в угольных шахтах, на обогатительных фабриках, на предприятиях химической и пищевой промышленности, на животноводческих комплексах.
Скребковые
конвейеры (рис. 19) подразделяются на два типа, отличающихся принципом
перемещения материала и конструктивным исполнением:
1)
конвейеры, волочащие материал отдельными порциями, называемые конвейерами
порционного волочения или конвейерами с высокими скребками. Высота скребков
примерно равна высоте желоба и в несколько раз больше высоты пластин тяговой
цепи;
2)
конвейеры сплошного волочения, называемые обычно конвейерами с погруженными
скребками. Высота таких скребков в несколько раз меньше высоты желоба и близка
к высоте пластин тяговой цепи. В этих конвейерах транспортируемый материал
перемещается не отдельными порциями каждым скребком, а сплошной массой, заполняющей
все рабочее сечение желоба или большую его часть. Процесс сплошного
волочения материала основан на том, что сопротивление прохождению скребков
сквозь сыпучий материал, помещенный в желоб с гладкими стенками, оказывается
больше, чем сопротивление трения материала о дно и стенки желоба конвейера.
В
отдельную группу можно вынести трубчатые скребковые конвейеры с круглыми или
прямоугольными сплошными скребками, либо вообще без скребков в чистом виде –
волочение груза в них происходит за счет сцепления его частиц с цепью,
движущейся в трубе.
Рис. 19. Схема скребковых конвейеров: а
– с высокими сплошными скребками; б –
с низкими погруженными скребками;
в – с контурными скребками; г – трубчатый конвейер; 1 – скребок; 2 – направляющие; 3 –
ходовые катки; 4 – тяговая цепь
В скребковых конвейерах с низкими скребками
груз перемещается в желобе конвейера сплошным слоем, высота которого в 2–6 раз
больше высоты скребков.
Конвейеры со скребками шириной 200–320 мм
имеют скорости движения v = 0,1–1,0 м/с; со скребками шириной 400–1200
мм v = 0,5–0,63 м/с.
Основным параметром скребкового конвейера
является ширина скребка или скребковой цепи, для трубчатых скребковых
конвейеров – наружный диаметр трубы.
В
соответствии с направлением перемещения груза скребковые конвейеры бывают
горизонтальные, наклонные, вертикальные и комбинированные.
По
расположению цепи в пространстве конвейеры могут быть вертикально- и горизонтально-замкнутыми.
По характеру движения скребковые конвейеры
выполняют с непрерывным поступательным движением и с возвратно-поступательным
движением: штанговые скребковые конвейеры с шарнирно закрепленными на жесткой
штанге сплошными скребками или с жестко закрепленными скребками-шипами.
Скребковые конвейеры могут быть выполнены стационарными и передвижными.
Конвейеры
с высокими скребками применяют для транспортирования насыпных грузов, не
подверженных крошению, или таких, крошение которых
не снижает их качества (каменный уголь, торф, зола, песок, и т. п.).
Материалы, ценность которых уменьшается при крошении (например, кокс), не
рекомендуется транспортировать этими конвейерами.
Конвейеры
с погруженными скребками, в отличие от конвейеров с высокими скребками,
транспортируют материал с незначительным измельчением, так как он в основном
находится вне зоны действия скребков, не соприкасается с ними. Указанное
свойство позволяет применять конвейеры с погруженными скребками для
транспортирования материалов с малой прочностью кусков.
Не рекомендуется транспортировать скребковыми
конвейерами:
а) материал с большой прочностью кусков, поскольку твердые
куски, заклиниваясь между звеньями цепи и стенками, а также днищем желоба,
могут нарушать нормальную работу конвейеров;
б) липкие материалы;
в) материалы с повышенной структурной вязкостью (типа
стружки).
Достоинствами
скребковых конвейеров являются простота конструкции, необязательность высокой
точности изготовления, возможность размещения загрузочных и разгрузочных
устройств в различных точках по трассе конвейера, возможность герметичного транспортирования
пылящих и горячих грузов.
Недостатками являются упомянутое выше
измельчение транспортируемого материала, значительный расход энергии (из-за трения ходовой части о желоб),
заклинивание кусков груза между скребками и желобом (при перемещении грузов с
трудно дробимыми кусками), быстрый износ
желоба и рабочих органов при перемещении абразивных материалов, а также шум,
создаваемый трением груза и элементов конвейера о желоб и направляющие.
Скребковые конвейеры имеют широкое распространение преимущественно
в угольной промышленности, на обогатительных фабриках, в химической и пищевой
промышленности.
2.1. Конвейеры со сплошными высокими скребками (порционного волочения)
Перемещают груз в горизонтальном, наклонном,
наклонно-горизонтальном и горизонтально-наклонном направлениях
(рис.20), при этом груз перемещается по нижней (обычное исполнение) или верхней
ветви или одновременно по обеим ветвям в противоположных направлениях.
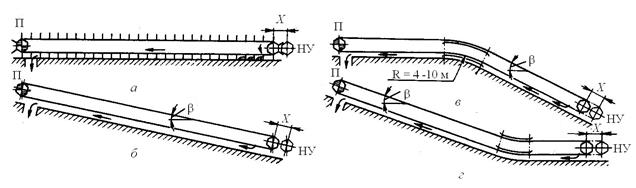
Рис. 20. Схемы скребковых конвейеров со сплошными
высокими скребками:
а – горизонтальная; б – наклонная; в –
горизонтально-наклонная;
г – комбинированная; П –
привод; НУ – натяжное устройство;
Х – ход натяжного устройства
Длина этих конвейеров обычно не превышает 60 м, угол наклона к горизонтали
достигает 40°, но при этом производительность сильно снижается (в 2…3 раза по
сравнению с горизонтальными конвейерами).
Конвейеры с высокими скребками выпускают в
открытом и закрытом исполнениях. Ходовая часть перемещается при скольжении цепи
со скребками по желобу или при качении катков цепи по направляющим путям.
2.1.1. Общее устройство, основные элементы и основные параметры
Скребковый конвейер со сплошными высокими скребками (рис. 21) состоит из открытого желоба 1 (как открытого сверху, так и закрытого крышкой), укрепленного на станине, вдоль которого перемещается тяговая цепь 3 с закрепленными на ней скребками 2, огибающая натяжную 5 и приводную 6 звездочки.
Движение
тяговая цепь получает от привода, а первоначальное натяжение – от натяжного
устройства. Транспортируемый груз 4 засыпается в желоб в любом месте трассы,
разгрузка может производиться в любом месте по его длине с помощью люков в днище желоба, перекрываемых шиберными
затворами.
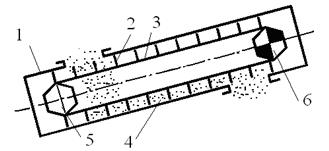
Рис. 21. Схема скребкового конвейера со сплошными
высокими скребками:
1 – желоб; 2 – скребки; 3 – тяговая цепь (цепи);
4 – груз;
5 – натяжное устройство; 6 – привод
Груз 6 движется в неподвижном желобе 5 (рис. 22) и проталкивается отдельными порциями перед скребками 1, которые закреплены на тяговой цепи 4, опирающейся ходовыми катками 3 на направляющие 2.
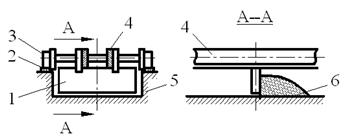
Рис. 22. Схема движения материала по желобу в
конвейере
со сплошными высокими скребками: 1 – скребок; 2 –
направляющие пути;
3 – катки цепи; 4 – тяговая цепь; 5 – желоб; 6 –
груз
Тяговым элементом конвейера с высокими сплошными скребками
является одна или две пластинчатые катковые цепи с
шагом 160; 200; 250; 315; 400 мм: в одноцепном
конвейере тяговая цепь располагается посередине ширины скребка над ним; у двухцепного конвейера тяговые цепи располагаются по бокам
скребков. Для скребков шириной до
Грузонесущим элементом конвейера являются скребки, которые выполняют
трапецеидальной, полукруглой или прямоугольной формы (по форме желоба или трубы), скребки изготавливают из листовой стали
толщиной 3–8 мм. Главный параметр –
ширина скребка или наружный диаметр трубы. Ширина плоских скребков составляет до
При перемещении кусковых грузов шаг скребков
должен выбираться большим, чем размер наибольшего куска груза.
Шаг скребков зависит от кусковатости груза и угла естественного откоса груза,
высоты скребка и шага цепи. Шаг должен быть больше размера типичного наибольшего
куска груза. Обычно принимают шаг скребков, равный двум шагам цепи или 2…4
высоты скребка:
ас = 2tц или ас
= (2–4)hс,
где tц – шаг цепи;
hс –
высота скребка.
Желоб конвейера изготавливают сварным или
штампованным из листовой стали толщиной 4–6 мм прямоугольного, трапецеидального
или круглого (по форме скребка) сечения. Желоб собирают по секциям длиной 3–6
м, зазор между скребком и желобом составляет 5–15 мм на сторону. Длина
конвейера – 60…100 м. Угол подъема – до 40 град, скорость передвижения – 0,1…1
м/с, производительность – 50…350 т/ч.
Привод конвейера – редукторный, устанавливается на
концевой звездочке. На конвейерах среднего и тяжелого типа устанавливают муфту
предельного момента.
Натяжное
устройство – винтовое или
пружинно-винтовое, ход НУ составляет Х = 1,6tц .
Важным преимуществом конвейеров с высокими
скребками является движение ходовой части на катках. Основным недостатком
является неудобство загрузки и разгрузки желоба.
2.1.2. Расчет скребковых конвейеров
Расчет скребковых конвейеров состоит в
определении размеров поперечного сечения желоба, усилий в отдельных характерных
точках тяговой цепи методом обхода по контуру, проверке цепи на прочность,
определении нагрузки на натяжное устройство и его выборе, подборе двигателя и
привода. Расчет производится так же, как и для пластинчатых конвейеров.
Производительность
конвейеров
Производительность скребкового конвейера со
сплошными высокими скребками, т/ч,
![]()
где k – коэффициент: ![]() ,
, ![]() и
и ![]() – рабочие ширина
и высота желоба, м;
– рабочие ширина
и высота желоба, м; ![]() – коэффициент
заполнения желоба, равный отношению объема груза на участке между скребками к
геометрическому объему этого участка: для легкосыпучих мелких грузов
– коэффициент
заполнения желоба, равный отношению объема груза на участке между скребками к
геометрическому объему этого участка: для легкосыпучих мелких грузов ![]() = 0,5...0,6, для
плохосыпучих кусковых грузов
= 0,5...0,6, для
плохосыпучих кусковых грузов ![]() = 0,7...0,8;
= 0,7...0,8; ![]() – коэффициент, учитывающий
угол наклона конвейера, (табл. 4);
– коэффициент, учитывающий
угол наклона конвейера, (табл. 4); ![]() – насыпная плотность
груза, т/м3; v – скорость
транспортирования, м/с.
– насыпная плотность
груза, т/м3; v – скорость
транспортирования, м/с.
Таблица 4. Средние значения
коэффициента ![]()
|
Характеристика транспортируемого
груза |
Угол
наклона конвейера, град |
|||||
|
0 |
10 |
20 |
30 |
35 |
40 |
|
|
Легкосыпучий Плохосыпучий,
кусковой |
1 1 |
0,85 1 |
0,65 1 |
0,5 0,75 |
– 0,6 |
– 0,5 |
Площадь поперечного сечения желоба (рис.23)
F=Bжhжψkβ,
где Bж и hж – ширина и
высота желоба, м.
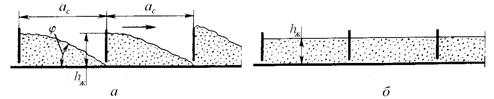
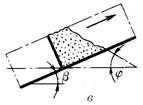
Рис.
23. Схема расположения насыпного груза перед высокими сплошными скребками:
а – при транспортировании легкосыпучего
зернистого и пылевидного груза;
б –плохосыпучего
кускового; в – на наклонном конвейере
Рабочая высота желоба
(высота слоя груза), м,
![]()
Конструктивная высота скребка принимается на
25...50 мм больше, чем рабочая высота желоба. Полученные расчетом размеры
скребка следует согласовать со стандартными размерами. Ширина желоба Вж и шаг скребков tc должны
быть проверены исходя из заданного наибольшего размера типичного куска груза а'.
Рекомендуется
принимать
![]()
и
![]()
Коэффициент xc принимают равным: для двухцепных конвейеров
при сортированном грузе 3...4; рядовом грузе 2...2,5; для одноцепных
конвейеров соответственно 5...7 и 3...3,5.
Шаг скребка ас = 2tц или ас = (2–4)hс, hс – высота скребка.
Для двухцепных конвейеров
при сортированном грузе коэффициент
Хс
= 3–4, при рядовом грузе Хс
= 2–2,5.
Для одноцепных
конвейеров при сортированном грузе Хс = 5–7, при рядовом грузе Хс = 3-3,5.
Объем груза, находящегося в промежутке между
скребками, зависит от характеристики груза и скорости движения скребков.
Для конвейеров со сплошными низкими скребками
производительность, т/ч,
![]()
где
![]() = 0,8...0,85;
= 0,8...0,85; ![]() = 0,8...0,9 (
= 0,8...0,9 (![]() вводится
только для пологонаклонных конвейеров; для горизонтальных
вводится
только для пологонаклонных конвейеров; для горизонтальных ![]() = 1).
= 1).
Ширина
желоба, м,
![]()
Размеры
желоба и скребка должны быть согласованы со стандартными.
Производительность трубчатого конвейера, т/ч, определяется по формуле
![]()
в
которой площадь поперечного сечения потока груза, м2,
![]()
где D – внутренний диаметр трубы, м;
![]() = 0,8...0,9 – коэффициент заполнения сечения. Скорость
движения скребков принимают 0,1...0,4 м/с.
= 0,8...0,9 – коэффициент заполнения сечения. Скорость
движения скребков принимают 0,1...0,4 м/с.
Тяговый расчет скребкового конвейера
При
тяговом расчете скребковых конвейеров, методика расчета которых в целом
аналогична методике расчета пластинчатого конвейера, учитывается, что их тяговые
элементы и груз перемещаются с различным сопротивлением движению.
Сопротивление
движению груза и ходовой части на рабочей ветви
Sn=Sn-1+(ωq0+ωГqГ)l±(qГ+q0)h,
где Sn и Sn-1 – натяжение цепи
в конце и начале прямолинейного участка, Н;
ω и ωГ – коэффициенты сопротивления движению ходовой части и груза (табл.5);
q0 и qг – линейные силы тяжести ходовой части и груза, Н/м;
h – высота
подъема груза, м:
l - длина горизонтальной проекции конвейера, м.
Таблица 5. Коэффициент сопротивления движению
|
Тип
конвейера |
Коэффициент
сопротивления движению |
|
|
ω |
|
|
|
Со
сплошными высокими и
низкими скребками |
1,1fд, где fд – коэффициент трения груза по желобув движении) |
0,1...0,13 – для цепей с катками; 0,25...0,4 – для цепей без катков |
|
Трубчатые |
0,6...0,7
– для горизонтальных участков; 2,5…3 – для вертикальных участков |
0,3...0,5
– для стальной трубы и стального или
пластмассового скребка; 0,5...0,6 – для обрезиненного скребка |
Сопротивление
перемещению груза на наклонном участке
Wн=gmГ(ωГcosβ+sinβ),
где ωГ – коэффициент сопротивления движению груза по желобу;
β – угол наклона конвейера.
Сопротивление перемещению груза на горизонтальном участке (рис.24)
WГ=gmГωГ.
Необходимое первоначальное натяжение
тягового элемента
S0≥Whctg(ε/t),
где ε – угол отклонения звена цепи, к которому
прикреплен скребок;
t – шаг звена цепи, м.
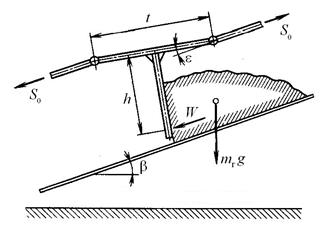
Рис.
24. Схема сил, действующих на скребок
Подробный тяговый расчет производится методом
обхода по контуру, начиная с точки минимального натяжения цепи Smin = 10–50 кН, которое выбирается в зависимости от длины и
производительности конвейеров (рис. 25). У горизонтальных конвейеров Smin (точка
1) находится в точке сбегания цепи с приводной звездочки. У наклонных и
наклонно-горизонтальных конвейеров Smin может находиться
в точках 1 и 2 в зависимости от соотношения Lг, 𝜔 и H (𝜔 – коэффициент
сопротивления движению опорных элементов тяговой цепи; 𝜔 = 0,1–0,13 – для цепей с ходовыми катками, 𝜔 = 0,25 – для цепей без катков).
Для комбинированных конвейеров с горизонтальным
хвостовым участком трассы Smin находится в точке 1 при ![]() >H и в точке 2 при
>H и в точке 2 при ![]() <H ; L' – проекция длины участка
от привода до горизонтального участка.
<H ; L' – проекция длины участка
от привода до горизонтального участка.
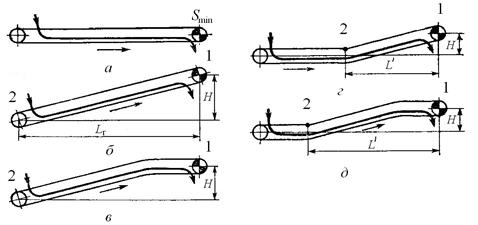
Рис. 25. Схемы к расчету скребковых конвейеров
Если LГ![]() >H, то Smin
находится в точке 1; если LГ
>H, то Smin
находится в точке 1; если LГ![]() <H, то Smin
находится в точке 2; при LГ
<H, то Smin
находится в точке 2; при LГ![]() =H, натяжения в точках 1 и 2 будут
равны.
=H, натяжения в точках 1 и 2 будут
равны.
Максимальное
натяжение цепи
Smax=qГ(![]() LГ+H)+Smin+Sх.в.,
LГ+H)+Smin+Sх.в.,
где ![]() – коэффициент сопротивления движению груза в
желобе; для катковых цепей
– коэффициент сопротивления движению груза в
желобе; для катковых цепей ![]() = 0,8–2,0; для скользящих цепей
= 0,8–2,0; для скользящих цепей ![]() = 1–4,5;
= 1–4,5;
Sх.в – натяжение от веса холостой ветви;
q0 – линейная нагрузка от скребковой цепи;
𝜔 – коэффициент сопротивления опорных элементов тяговой цепи.
Натяжение
от веса холостой ветви
Sх.в.=q0(H-LГω).
Сопротивление очистительных устройств
Wоч=qочzочBж,
где qоч = 300–500 Н/м – линейная нагрузка от очистительных устройств;
zоч – число очистительных устройств, шт.
Сопротивление
от загрузочного устройства
Wз=0,7qГlз,
где lз – длина загрузки, м.
Полное
сопротивление движению
W=ΣW,
Минимальное натяжение цепи, Н, в конвейерах с высокими скребками должно быть
проверено по условию устойчивости скребка
![]()
где
Wc – сопротивление перемещению порции груза между скребками,
Н:![]() ;
; ![]() – угол наклона
конвейера, град; tц – шаг цепи, м.
– угол наклона
конвейера, град; tц – шаг цепи, м.
Обычно
принимают Fmin= 3...10 кН. Для трубчатых
конвейеров с прямолинейной трассой Fmin= 0,5...1,0 кН, для конвейеров с закруглениями Fmin= 1,5...2 кН.
Далее
определяется тяговая сила и требуемая
мощность двигателя конвейера; проверяется прочность цепи и
производится подбор элементов привода.
Мощность двигателя
P=[vkзΣW]/η,
где kз = 1,1–1,35 – коэффициент запаса.
2.2. Конвейеры со сплошными низкими скребками
Скребковые конвейеры с низкими скребками имеют закрытый каркас, нижняя часть которого образует желоб, цепь имеет вертикально замкнутое расположение, она огибает приводную и натяжную звездочки и опирается ходовыми катками на направляющие. Груз перемещается в желобе конвейера сплошным слоем, высота h которого в 2–6 раз больше высоты скребков, и образует сплошное тело волочения высотой, превышающей высоту скребка. Высота скребков в несколько раз меньше высоты бортов желоба. Груз засыпается в желоб через холостую ветвь и отверстие в крышке. Нижняя ветвь цепи является рабочей, обратная (верхняя) ветвь движется по направляющим путям или роликам. Возможно исполнение с двумя рабочими ветвями, которые перемещают груз в разных направлениях. Конвейеры с низкими скребками имеют углы наклона до 60º.
Применяются для горизонтального и наклонного
транспортирования хорошо сыпучих, пылевидных, зернистых, мелкокусковых грузов
при нормальных и повышенных (до 700ºС) температурах, имеют вертикально
замкнутое расположение цепи.
Основные параметры конвейеров со сплошными низкими
скребками: углы наклона трассы до 60º; длина транспортирования до
Преимуществами конвейеров с низкими скребками
являются: герметичность процесса транспортирования; сложность трассы; широкий
диапазон производительности; возможность перемещения горячих грузов.
К недостаткам относятся: изнашивание цепей,
скребков и желоба; возможность всплывания цепи над перемещаемым грузом.
Тяговым
элементом скребковых конвейеров с погруженными скребками являются пластинчатые
втулочные и роликовые или специальные вильчатые цепи с шагом 160 и
Скребки изготавливают из плоской, профильной и листовой полосы. В одноцепных конвейерах скребки приваривают к звену цепи перпендикулярно или под углом 85º к его продольной оси. В двухцепных конвейерах скребки крепят к звеньям с помощью толстых шплинтов.
Желоб конвейера выполняется в виде единого сварного каркаса из листовой стали толщиной 2–4 мм или в виде двух отдельных желобов, изготовленных из швеллеров и листовой стали.
Привод конвейеров – редукторный. Поворотными и отклоняющими устройствами являются направляющие блоки, звездочки и неподвижные шины. Натяжное устройство – винтовое или пружинно-винтовое.
При транспортировании горячего груза для сохранения его температуры каркас конвейера выполняют с двойными стальными стенками, между которыми находится теплоизоляционный материал. Для охлаждения горячего груза дно желоба конвейера оснащают охладительной камерой, в секции которой непрерывно подается холодная вода, при этом горячие грузы перемещаются тонким слоем при небольшой скорости (0,01–0,16 м/с2).
Цепь, скребки, отклоняющие блоки и звездочки имеют такую же конструкцию, как и у скребковых конвейеров обычного исполнения, но изготавливаются из специальных сталей. Смотровые и ремонтные люки имеют асбестовые прокладки.
2.3. Конвейеры с контурными скребками
Конвейеры с
контурными скребками имеют закрытый желоб, разделенный на две части, внутри которых
движутся рабочая и обратная ветви цепи с фигурными скребками, повторяющими три
стенки контура сечения желоба (рис. 26). Применяются для перемещения насыпных грузов в горизонтальной, круто
наклонной и вертикальной плоскостях. Фигурные (контурные) скребки,
армируя насыпной груз, перемещают его не отдельными порциями, а сплошной
массой, заполняющей на горизонтальных участках почти все сечение желоба.
Контурные скребки более эффективно, чем низкие сплошные скребки, передают
движущую силу на все сечение насыпного груза, позволяя перемещать груз в крутонаклонной и вертикальной плоскостях.
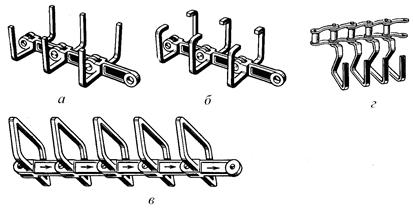
Рис. 26. Ходовая часть конвейеров с контурными скребками:
а, б, в – вертикально замкнутых; г – горизонтально замкнутых
Конвейеры с контурными скребками имеют вертикально и горизонтально замкнутое расположение ходовой части (рис. 27).
Рис. 27. Поперечные сечения конвейеров с контурными скребками:
а – вертикально замкнутых; б – горизонтально замкнутых
Горизонтально замкнутые конвейеры (рис. 27, б) используют как распределительные,
вертикально замкнутые конвейеры могут иметь трассы с горизонтальными,
наклонными вертикальными участками (рис. 28) и применяются для перемещения пылевидных,
легкосыпучих, зернистых и сортированных мелкокусковых грузов. Основными
параметрами конвейеров с контурными скребками являются: производительность до
60 т/ч; длина трассы до
Конвейерами с
контурными скребками (рис. 29) не рекомендуется перемещать абразивные, влажные
и липкие грузы, а также грузы с трудно дробимыми кусками, которые могут
заклинивать между скребками и желобом, создавая
значительные сопротивления движению и провоцируя выход из строя всей установки.
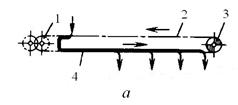
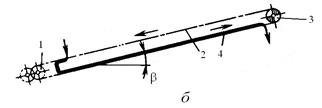
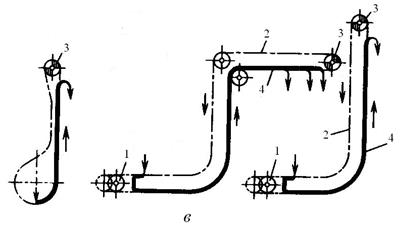
Рис.28. Схемы трасс вертикально замкнутых
конвейеров с контурными скребками:
а – горизонтальная; б – наклонная; в – комбинированная;
1 – натяжное устройство; 2 – нерабочая ветвь; 3 –
привод; 4 – рабочая ветвь
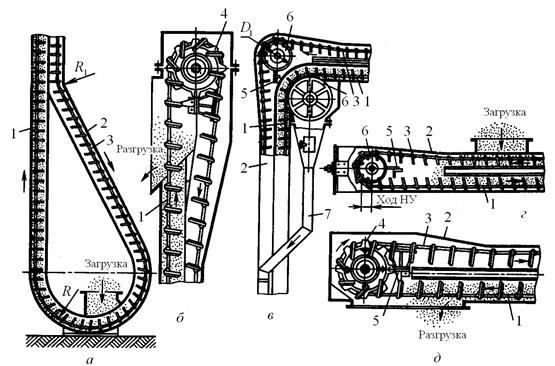
Рис.
29. Элементы конвейеров с контурными
скребками:
а, б – расположение зон загрузки и разгрузки на
конвейере с вертикальными участками;
в – участок поворота трассы; г, д – расположение зон загрузки и
разгрузки
на конвейере с горизонтальными участками; 1 –
рабочая ветвь; 2 – желоб;
3 – холостая ветвь; 4 – приводная звездочка;
5 – скребок; 6 – поворотный барабан;
7 – патрубок для возврата просыпавшегося
груза
К преимуществам конвейеров с контурными
скребками относятся: герметичность трассы; возможность промежуточной загрузки;
разнообразие трасс перемещения; саморегулирование загрузки без использования питателей.
Недостатками конвейеров с контурными скребками являются: интенсивное
изнашивание скребков, цепи и желоба; невозможность транспортирования липких
грузов и грузов с твердыми включениями.
Тяговым элементом конвейеров является пластинчатая, разборная или вильчатая цепь. Контурные скребки изготавливают из стали, чугуна или пластмассы, прикрепляют к цепям или изготавливают заодно со звеньями цепи.
2.4. Трубчатые скребковые конвейеры
Имеют трассы разнообразной конфигурации
в вертикальной и горизонтальной плоскостях и в пространстве (рис. 30). Используются для перемещения пылевидных, порошкообразных, зернистых и
мелкокусковых грузов (с частицами малой прочности в 5–10 раз меньше внутреннего
диаметра трубы): строительные материалы, продукты пищевой или химической промышленности и др.
Трубчатые
скребковые конвейеры используются не
только как самостоятельные транспортирующие установки, но и как элементы
технологических линий различных производств. Герметичность трубчатых конвейеров
позволяет перемещать сыпучие, вязкие, горячие, пахучие и ядовитые грузы, а
также жидкие и полужидкие нелипкие грузы при производстве пищевых продуктов и
комбикормов; строительных материалов; продукции химической и нефтехимической
промышленности; в металлургическом производстве. Непригодны
для транспортирования крепких, липких и слеживающихся грузов.
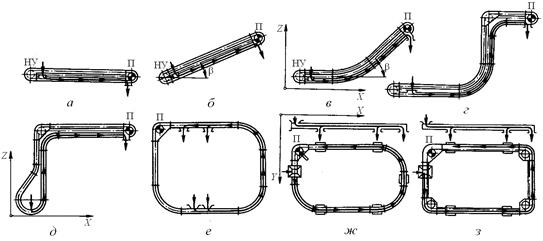
Рис. 30. Схемы вертикально и горизонтально замкнутых трубчатых скребковых конвейеров
Цепь со скребками круглого или прямоугольного сечения (по форме трубы) движется внутри герметичной трубы и перемещает непрерывным потоком насыпной груз. Скребки полностью перекрывают сечение трубы, обеспечивая эффективное перемещение сыпучего груза.
Цепь получает
движение от привода, а первоначальное натяжение – от натяжного устройства,
расположенного на поворотных участках трубы (рис. 31). Зоны загрузки и
разгрузки располагаются в любом месте горизонтальных участков конвейера, в местах загрузки устанавливают решетки для
предотвращения попадания кусков в трубу и заклинивания скребков, у
последнего места разгрузки устанавливается вибрационное очистное устройство.
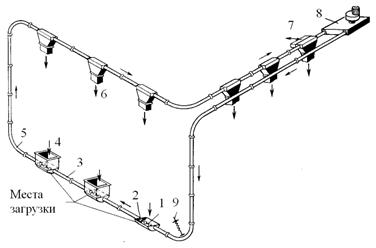
Рис. 31. Схема трубчатого скребкового конвейера:
1 – цепь; 2 – скребки; 3 – труба; 4 – загрузочное устройство; 5 – поворотные устройства;
6 – разгрузочный бункер; 7 – очистное устройство; 8 – привод; 9 – натяжное устройство
Повороты в горизонтальной и вертикальной плоскостях обеспечиваются поворотными блоками, звездочками или криволинейными участками трубы.
Основными параметрами трубчатых скребковых
конвейеров являются: производительность 4–35 м3/ч; скорость движения
0,16–0,4 м/с; длина
прямолинейных участков до
Преимуществами трубчатых конвейеров являются:
простота конструкции; герметичность; разнообразие трасс перемещения;
возможность использования стандартных труб и цепей; высокий коэффициент
заполнения трубы. К недостаткам относятся: повышенный износ трубы и скребков,
особенно на криволинейных участках при транспортировании абразивных грузов.
Тяговым элементом трубчатых скребковых конвейеров служит одна
разборная пластинчатая втулочная цепь с шагом 80 или
Скребки являются грузонесущим элементом трубчатого скребкового конвейера, изготавливаются из стали, чугуна, пластмассы или резины толщиной 10–20 мм, соединяются с цепью с помощью сварки или болтового соединения. Крепление скребков к тяговой цепи может быть центральным, симметричным или асимметричным.
Шаг скребков ас выбирается в зависимости
от шага тяговой цепи tц и
диаметра трубы D. Шаг скребков должен быть кратным
двум шагам цепи. Диаметр скребка принимают на 10–15 мм меньше внутреннего
диаметра трубы. Шаг скребков
ac=k1tц=k2D,
где k1 , k2 – конструктивные коэффициенты.
Привод трубчатых скребковых конвейеров обычного типа со звездочкой и редуктором. Электродвигатель с редуктором соединяют упругой муфтой или клиноременной передачей.
Натяжное устройство – винтовое, пружинно-винтовое и грузовое, ход натяжного устройства – не менее 1,6 шага цепи. Поворотными устройствами конвейеров (рис. 32) являются блоки с гладким ободом или звездочки, установленные в герметичном кожухе со смотровыми люками или плавные закругления неподвижной трубы по радиусу 1,2–2 м.
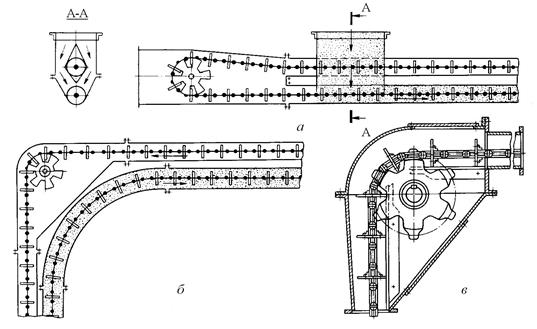
Рис. 32. Схемы элементов трубчатых скребковых конвейеров:
а – загрузочное устройство; б, в – поворотное устройство
Секции средней части конвейера изготавливают из стандартных труб длиной 4–6 м и соединяют между собой болтовыми соединениями. В секциях и кожухах устанавливают герметичные люки для осмотра и ремонта ходовой части.
Очистное устройство – вибрационное с эксцентриком, внутреннюю поверхность трубы очищают специальными очистными скребками из резины или с резиновым бандажом увеличенного диаметра.
При расчете трубчатых скребковых конвейеров по заданной расчетной производительности определяется внутренний диаметр трубы конвейера, который округляется до ближайшего большего значения в соответствии с нормальным рядом.
Тяговый расчет
выполняется методом обхода по контуру. Первоначальное натяжение цепи S0 для конвейеров с прямолинейной трассой принимают S0 = 500–1000 Н;
для конвейеров с комбинированной трассой S0
= 1500–2000 Н.
2.5. Канатно-дисковые конвейеры и штанговые конвейеры
Канатно-дисковые конвейеры применяются для транспортирования в горизонтальном и наклонном направлениях (до 35º) разнообразных насыпных грузов (древесные опилки, уголь). Конвейер представляет собой стальной неподвижный желоб, в котором движутся на тяговом стальном канате диски, укрепленные на равных расстояниях. Желоб имеет наклонные или вертикальные стенки со скругленным днищем (рис. 33). Диски крепятся к канату зажимами. Канат приводится в движение приводным блоком. Загрузка канатно-дискового конвейера осуществляется в любой точке желоба, а разгрузка – через люки, перекрываемые задвижками.
Длинномерные грузы перемещаются волочением в
открытом желобе при помощи каната (рис. 34) с прикрепленными к нему скребками в
виде разъемных дисков.
Рис.
33. Крепление дисков к канату
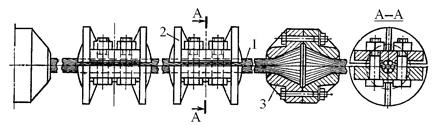
Рис. 34. Тягово-несущий элемент канатно-дисковых
конвейеров
для перемещения длинномерных грузов: 1 – канат; 2
– скребки; 3 – полумуфты
Канатно-дисковые
конвейеры для транспортирования длинномерных грузов изготавливают длиной до
Для перемещения витой металлической стружки, которая является одним из наиболее трудно транспортируемых грузов, разработан штанговый (ершовый) скребковый конвейер (рис. 35).
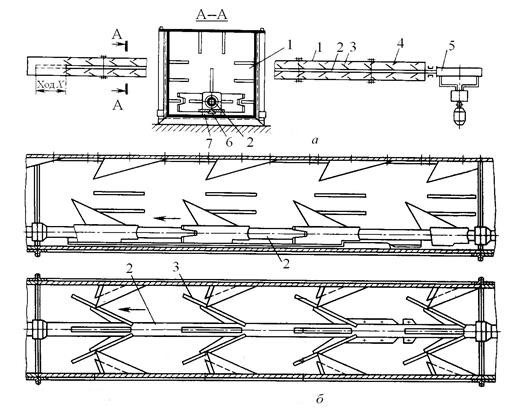
Рис. 35. Штанговый скребковый конвейер для перемещения витой стружки:
а – схема; б – секция; 1 – желоб; 2 – штанга; 3 – скребки; 4 – шипы;
5 – гидротолкатель; 6 – опорная балка; 7 – направляющие
Груз транспортируется по желобу квадратного сечения, внутри которого движется штанга, к ней под острым углом с определенным шагом прикреплены скребки. На верхней и боковых стенках желоба установлены остроугольные шипы. Штанга перемещается по направляющим, совершая возвратно-поступательные движения с помощью гидротолкателя.
Витая металлическая стружка захватывается скребками и шипами штанги и перемещается вперед на величину рабочего хода. При обратном движении штанги заостренные скребки и шипы выскальзывают из стружки, а шипы желоба препятствуют обратному движению стружки. В каждый рабочий ход штанга проталкивает стружку вперед, которая постепенно перемещается по желобу.
Основными
параметрами штанговых конвейеров являются: длина до
К преимуществам штангового скребкового конвейера относятся простота конструкции, возможность транспортирования стружки, смоченной маслом или эмульсией; недостатком является невозможность перемещения дробленой стружки, т. к. она затрудняет движение, засоряя направляющие.
Штанговый скребковый конвейер для перемещения мелкой дробленой стружки (рис. 36) имеет открытый желоб, рабочим органом является штанга с шарнирно закрепленными скребками, которая перемещается на ползунах или опирается катками на направляющие.
Возвратно-поступательное движение штанги обеспечивает привод с кривошипно-шатунным механизмом. Скребок при движении вперед по ходу перемещения груза занимает перпендикулярное положение к штанге и транспортирует порцию груза в заданном направлении; при движении назад скребок поворачивается, приближаясь к тяговому элементу, и свободно проходит сквозь груз. При повторном движении вперед скребок увлекает следующую порцию груза.
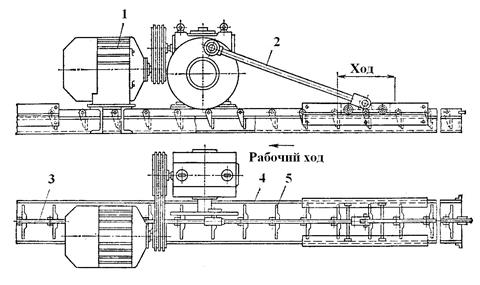
Рис. 36. Штанговый скребковый конвейер для перемещения дробленой стружки:
1 – привод; 2 – кривошипно-шатунный механизм; 3 – штанга; 4 – желоб; 5 – скребки
Основными параметрами конвейеров являются: глубина желоба 150–200 мм; ширина желоба 200–300 мм; шаг скребков 200–250 мм; угол наклона до 30º.
3. Скребково-ковшовые, ковшовые и люлечные конвейеры
3.1. Основные типы, устройство,
назначение и применение
Скребково-ковшовые и ковшовые конвейеры
предназначены для перемещения насыпных грузов, люлечные – для перемещения штучных
грузов. Скребково-ковшовые, ковшовые и люлечные конвейеры имеют сложные трассы
перемещения в вертикальной плоскости.
Скребково-ковшовые
и ковшовые конвейеры – это двухцепные
транспортирующие машины для перемещения насыпных грузов по сложным вертикально
замкнутым трассам с горизонтальными и вертикальными участками. Конвейеры с
жестко закрепленными ковшами называют скребково-ковшовыми, а с шарнирно подвешенными
ковшами – ковшовыми. Тяговым элементом
являются две пластинчатые катковые цепи.
Скребково-ковшовые конвейеры применяются для транспортирования малоабразивных хорошо сыпучих грузов и используются в основном как распределительные для подачи угля по бункерам на ТЭЦ и котельных установках. Такими конвейерами не рекомендуется перемещать влажные и липкие грузы из-за сложности разгрузки и очистки грузонесущих элементов.
Ковшовые конвейеры используются для перемещения сухих, хорошо сыпучих грузов на предприятиях химической и угольной промышленности, в системах топливоподачи электростанций, для подъема угля из шахты.
Люлечные конвейеры по конструкции подобны ковшовым, но вместо ковшей используются шарнирно-подвешенные полки (люльки).
Преимуществами
скребково-ковшовых, ковшовых и люлечных конвейеров являются: бесперегрузочное транспортирование по сложной трассе;
удобство промежуточной разгрузки на горизонтальных участках (для
скребково-ковшовых и ковшовых) и на вертикальных участках (для люлечных);
возможность транспортирования горячих грузов.
Недостатки скребково-ковшовых, ковшовых и люлечных конвейеров: сложность
конструкции; большая масса ходовой части; крошение груза и повышенный износ
трущихся частей (желоба и ковшей) в скребково-ковшовых конвейерах; большое количество
шарниров.
3.2. Скребково-ковшовые конвейеры
Скребково-ковшовый конвейер (рис. 37) соединяет в себе принцип действия двух типов машин – скребкового конвейера и ковшового элеватора и работает на горизонтальных участках как скребковый конвейер в желобе, а на вертикальной (восходящей) ветви как вертикальный элеватор.
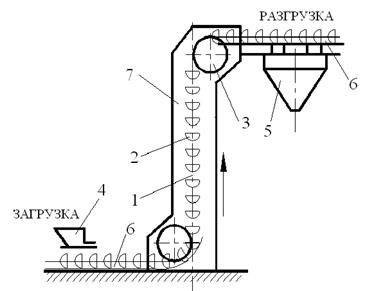
Рис.37. Схема скребково-ковшового конвейера:
1 – тяговые цепи; 2 – ковши; 3 – привод; 4 – питатель;
5 – приемный бункер; 6 – желоб; 7 – кожух
Скребково-ковшовые конвейеры
имеют две замкнутые тяговые цепи с жестко прикрепленными к ним ковшами (имеющими
форму призмы), которые на горизонтальных участках движутся внутри желоба, а на
вертикальных – внутри закрытого направляющего кожуха. Цепи с ковшами на горизонтальных участках
перемещаются на ходовых катках по направляющим путям, а на вертикальных
участках поднимаются внутри направляющих путей, которые не позволяют ковшам
отклоняться в стороны.
Загрузка производится одним или несколькими
питателями на нижнем горизонтальном участке, разгрузка происходит в любом месте
верхнего горизонтального участка через отверстия в дне желоба. Верхняя звездочка
в конце рабочей ветви является приводной, другая верхняя звездочка – натяжной.
Желоб и кожух конвейера поддерживаются опорными металлоконструкциями, на
которых установлены направляющие пути.
Основные
параметры скребково-ковшовых конвейеров: производительность до 200 м3/ч,
длина горизонтальных участков до
Тяговым элементом скребково-ковшового конвейера являются две бесконечно замкнутые пластинчатые катковые цепи с ребордами на катках на подшипниках качения или скольжения. Привод редукторный с автоматическим тормозным устройством. Натяжные устройства винтовые или пружинно-винтовые, ход натяжного устройства равен 1,5–2 tц . Привод и натяжное устройство в зависимости от конфигурации трассы располагают как в верхней, так и в нижней части конвейера. Ковши скребково-ковшовых конвейеров имеют призматическую форму и изготавливаются сварными из листовой стали толщиной 3–8 мм. Ширина ковшей В = 300–1200 мм; вылет А = 300–600 мм; глубина h1 = 150–300 мм; шаг ак – не менее двух шагов цепи.
Объем ковшей
скребково-ковшовых конвейеров
![]()
где Q – производительность, т/ч;
ак – шаг ковшей, м;
v – скорость движения (v = 0,16–0,6 м/с);
ρ – плотность груза, кг/л;
ψ – коэффициент заполнения ковшей (ψ= 0,75–0,9).
При транспортировании кусковых грузов величину вылета ковша А необходимо проверить по условию кусковатости
A≥X3a, (30)
где а – размер максимального типичного куска груза, мм;
Х3 – коэффициент кусковатости, для сортированных грузов Х3 = 3–5; для рядовых грузов Х3 = 2,5–3.
Тяговый расчет выполняют методом обхода по контуру. Сопротивления на прямолинейных горизонтальных участках определяют так же, как для скребковых конвейеров, с теми же коэффициентами. На вертикальных участках для загруженной ветви сопротивление движению равно силе тяжести ходовой части с грузом, для незагруженной ветви – силе тяжести (без груза). Первоначальное натяжение цепи принимают S0 = Smin = 3000–10000 Н.
3.3. Ковшовые конвейеры
3.3.1 Элементы конвейеров, выбор основных параметров.
Ковшовые конвейеры (рис. 38) имеют схемы трассы такие же, как и скребково-ковшовые, но их конструкции и способ перемещения груза имеют существенные отличия.
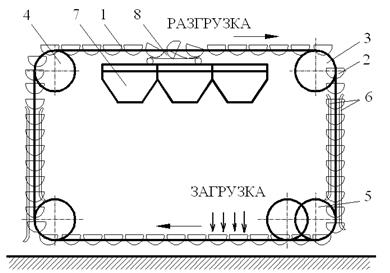
Рис. 38. Схема ковшового конвейера:
1 – катковые цепи; 2 – ковши; 3 – привод; 4 – отклоняющие звездочки;
5 – натяжное устройство; 6 – направляющие рельсы; 7 – приемный бункер;
8 – разгрузочное устройство
Ковшовые
конвейеры перемещают сухие, хорошо
сыпучие пылевидные, зернистые и мелкокусковые грузы на предприятиях химической
и угольной промышленности, цементных заводах и др.; имеют такие же схемы
трассы, как и скребково-ковшовые конвейеры.
Ковши размещаются между двумя пластинчатыми катковыми цепями на свободных шарнирах, ось подвешивания ковша располагается выше его центра тяжести, благодаря чему ковши постоянно сохраняют устойчивое отвесное положение на всех участках трассы без дополнительной фиксации и автоматический возврат в исходное положение после опрокидывания для разгрузки (рис. 39).
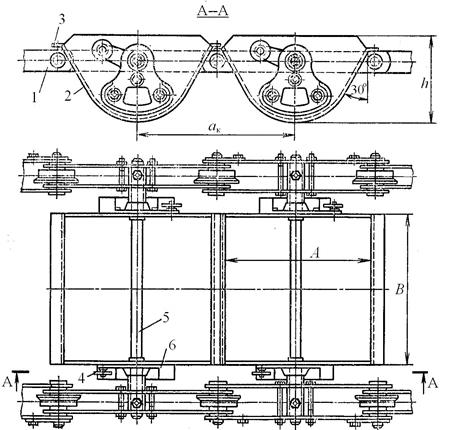
Рис.39. Ходовая часть ковшового конвейера с сомкнутыми ковшами:
1 – цепь; 2 – ковши с закругленным днищем; 3 – козырьки;
4 – ролик; 5 – ось; 6 – упоры
Загрузка производится на нижнем
горизонтальном участке, разгрузка – в любом месте верхнего горизонтального участка.
Основные параметры ковшовых конвейеров:
ширина ковшей 400; 500; 650; 800;
Привод редукторный с автоматическим тормозным
устройством, натяжное устройство – винтовое, пружинно-винтовое. Основным недостатком является
возможность раскачивания и ударов ковшей друг о друга при скорости более 0,4 м/с.
Ходовая часть ковшового конвейера выполняется
с сомкнутыми и расставленными ковшами. Ковши ковшового конвейера выполняются
сварными из листовой стали толщиной 2–6 мм и подвешивают на консольных
осях, которые установлены на пластинах цепи. Ковши устанавливают сплошным сомкнутым строем или расставленными
на ходовой части (рис. 40). Переориентирование козырьков сомкнутых ковшей
необходимо, если трасса конвейера имеет повороты ходовой части в разные
стороны.
Сомкнутые ковши имеют наибольшее распространение, зазор между ними перекрывается планками-козырьками, что обеспечивает непрерывную загрузку. Расставленные ковши располагаются на некотором расстоянии друг от друга, поэтому загрузка производится порционно с помощью дозирующих устройств.
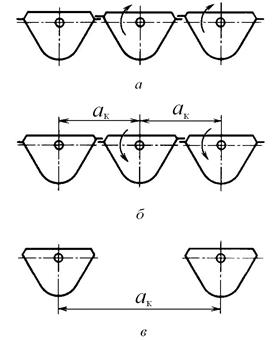
Рис. 40. Схемы ходовой части конвейера с сомкнутыми (а, б) и расставленными (в) ковшами
Разгрузка ковшей (рис. 41) выполняется с помощью принудительного воздействия на них разгрузочных шин, установленных на тележке, передвигаемой по всему фронту разгрузки.
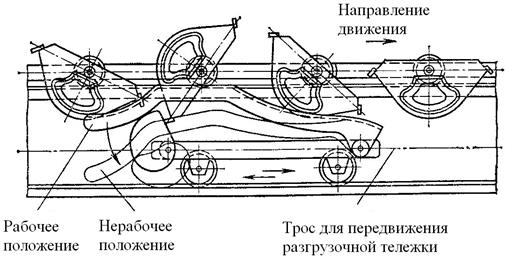
Рис. 41. Разгрузочное устройство ковшового конвейера
Ковши конвейера упираются направляющими в нажимную шину и опрокидываются до полного опорожнения. Разгрузочные шины могут быть установлены стационарно в одном или нескольких пунктах.
Сомкнутые ковши с козырьками имеют переориентировщик ковшей. Переориентирование выполняется с помощью направляющих шин путем наклона ковша и перевода его первого (по ходу) козырька из верхнего положения в нижнее или наоборот.
Тяговым
элементом ковшовых конвейеров являются две пластинчатые цепи с катками с
ребордами на подшипниках скольжения или качения с шагом 315, 400, 500, 630, 800
и
Движение
полотну передается от редукторного привода с тормозным устройством. Натяжение
цепей производится с помощью винтового, пружинно-винтового или грузового
натяжного устройства, ход натяжного устройства X≥1,6tц.
Привод устанавливается после участков с наибольшим сопротивлением,
т. е. после длинных горизонтальных загруженных участков и участков с большими
подъемами. Натяжное
устройство устанавливается
в месте наименьшего натяжения тяговых
цепей, т. е. в месте спуска холостой ветви конвейера.
3.3.2. Особенности расчета ковшового конвейера
Расчет ковшового конвейера выполняется в два этапа: предварительное определение основных параметров и ходовой части по исходным данным; поверочный расчет с параметрами, определенными в первом этапе.
Производительность ковшового конвейера
![]()
где v0 – объем ковша, л;
v = 0,16–0,4 м/с – скорость конвейера;
ψ= 0,7–0,85 – коэффициент заполнения ковшей (меньшее значение для кусковых, большее – для хорошо сыпучих пылевидных и зернистых грузов);
ак – шаг ковшей, м.
Размеры ковша проверяют по условию кусковатости.
Предварительное
натяжение тяговых цепей
Smax={S0+ω[(qГ+q0)LГ+q0Lч]+(qГ+q0)H}(1+0,1y),
где S0 – начальное натяжение цепей, принимается S0 = 20–30 кН;
Lг – длина загруженных горизонтальных участков, м;
Lх – длина порожних горизонтальных участков, м;
Н – высота подъема груза, м;
у – количество поворотных устройств (включая НУ).
Расчетное усилие на одну цепь
Sрасч=1,15Smax/2.
Расчет
размеров тяговых цепей проводится с учетом динамических нагрузок. По расчетному
усилию выбирают тяговую цепь и определяют нагрузки q0
и qг, q0 – распределенная масса движущихся частей, q0 = (250–300)В, В – ширина ковша, м; qг – распределенная масса груза на 1м полотна
конвейера, qГ=Q/3,6v.
Определение сил сопротивлений.
На горизонтальных прямолинейных участках:
– для загруженной ветви WГ=(qГ+q0)LГω;
– для холостой ветви Wх=q0Lxω.
На поворотных и натяжных устройствах
Wзв=Sn-1(ξ-1),
где Sn-1 – натяжение перед поворотным устройством, Н;
ξ – коэффициент сопротивления движению на ходовой части на поворотных и натяжных устройствах.
Сопротивления на разгрузчиках
Wp=1,2(mkg+qГtk),
где mк – масса порожнего ковша, кг;
tк – шаг ковша, м.
Максимальное натяжение цепей Smax = Sнб.
Окружное усилие на приводных звездочках
P0 = Sнб – Sсб.
Крутящий момент на приводном валу
Mпр=(P0D0)/2ηпр,
где D0 – диаметр начальной окружности приводных звездочек, см;
ηпр=1/ξ – кпд привода вала.
Мощность электродвигателя
N=vkзΣW/η,
где k3 – коэффициент запаса;
По рассчитанной мощности двигатель выбирается по каталогу.
Тормозной момент
MT=(qГH-cTΣW)(D0/2)ηпр=[qГH-cT(P-qГH)](D0/2)ηпр,
где ст – коэффициент уменьшения сопротивлений.
Подробный
тяговый расчет производится методом обхода
по контуру (рис.42), начиная с точки наименьшего сопротивления – точки (0), формулы для расчета представлены
в табл. 5.
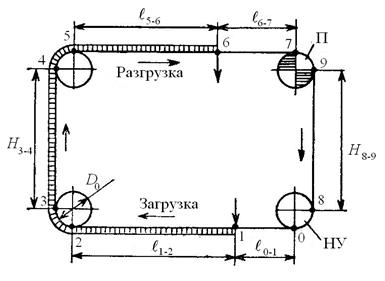
Рис. 42. Схема для подробного тягового
расчета
Поверочный тяговый расчет заключается в определении и последовательном суммировании сил сопротивления по контуру трассы: от точки наименьшего натяжения по направлению движения; от точки наименьшего натяжения против направления движения до привода.
Таблица 5. Формулы к подробному тяговому
расчету ковшового конвейера
|
№ точки |
Формула к расчету |
|
Расчет по направлению движения |
|
|
0 |
S0=Smin=20-30 кН |
|
1 |
S1=S0+q0ωl0-1 |
|
2 |
S2=S1+(qГ+q0)ωl1-2 |
|
3 |
S3=S2+S2(ξ-1)+(qГ+q0)(D0/2)ξ |
|
4 |
S4=S3+(qГ+q0)H3-4 |
|
5 |
S5=S4+S4(ξ-1)+(qГ+q0)(D0/2)ξ |
|
6 |
S6=S5+(qГ+q0)ωl5-6+12(mkg+qГtk) |
|
7 |
S7=S6+q0ωl6-7=Sнб |
|
Расчет против направления движения |
|
|
8 |
S8=S0+q0(D0/2)ξ-S0[1-(1/ξ)] |
|
9 |
S9=S8+q0H8-9=Sсб |
3.4. Люлечные конвейеры
Люлечные
конвейеры (рис. 43, 44) по конструкции
подобны ковшовым конвейерам, но в качестве грузонесущего элемента вместо ковшей
используются шарнирно-подвешенные полки (люльки).
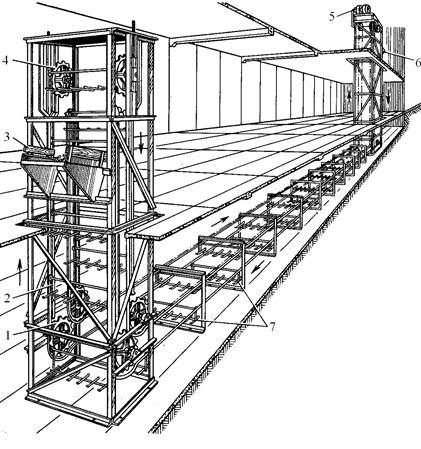
Рис. 43. Люлечный конвейер:
1 – отклоняющие звездочки; 2 – направляющие;
3 – загрузочное устройство;
4 – НУ; 5 – привод; 6 – разгрузочное
устройство; 7 – ходовая часть
Люлечные
конвейеры предназначены для перемещения
штучных грузов небольшой массы (детали машин, книги, ящики и др.) по сложной
трассе (рис. 45), расположенной в вертикальной плоскости (междуэтажное транспортирование грузов) в
комплексе с технологическим
оборудованием.
Загрузка и разгрузка люлечных конвейеров
выполняется на вертикальных участках вручную или автоматически с помощью
специальных устройств. К основным параметрам относятся: общая длина конвейеров
до
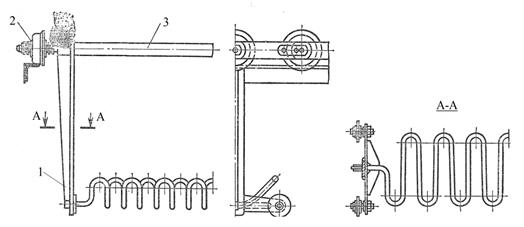
Рис. 44. Ходовая часть люлечного конвейера: 1
– люльки; 2 – тяговые цепи; 3 – оси
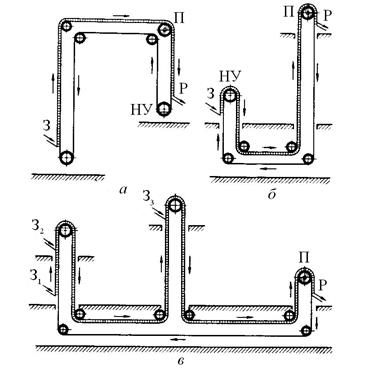
Рис. 45. Схемы трасс люлечных конвейеров:
П – привод; НУ – натяжное устройство; З – зона
загрузки; Р – зона разгрузки
В люлечных конвейерах используют редукторный
привод с тормозом обратного хода цепи для предотвращения обратного движения
ходовой части загруженного конвейера в случае перерыва подачи тока.
Несущими элементами люлечных конвейеров являются
люльки (подвески) разнообразных конструкций в зависимости от массы, формы и
габаритных размеров перемещаемых грузов и способов загрузки и разгрузки. При
автоматической загрузке и разгрузке применяют гребенчатые (колосниковые) люльки
(рис. 38), которые разгружаются на ходу с помощью гребенчатых столов-лотков.
Тяговым элементом являются две пластинчатые катковые цепи с шагом 100; 125; 200; 250;
Производительность люлечного конвейера
![]()
где v – скорость
конвейера (обычно v≤0,35 м/с);
zв – количество штучных грузов, перемещаемых одной люлькой, шт.;
а – шаг люлек, м.
Шаг люлек выбирают в зависимости от
габаритных размеров штучных грузов и проверяют на проходимость люлек по криволинейным участкам трассы.
Тяговый расчет
начинают с определения точки минимального натяжения цепей Smin , обычно
принимают Smin = 2–3
кН.
Распределенную массу груза, приходящуюся на
![]()
Распределенную
массу q0 движущихся частей определяют путем суммирования массы тяговых цепей и
люлек.
Расчет необходимой
мощности привода выполняют по общему алгоритму, определенному для других типов
цепных конвейеров.
4. Подвесные, тележечные, грузоведущие, штанговые и шагающие конвейеры
4.1. Подвесные конвейеры. Основные
типы и конструктивные особенности, классификация, принцип действия
Подвесные конвейеры служат для перемещения разнообразных по форме, габаритным размерам и массе штучных грузов: полуфабрикатов, сборочных единиц и готовых изделий по замкнутому контуру сложной пространственной трассы со скоростью 0,1–45 м/мин. На подвесном конвейере транспортируемые грузы размешаются на подвесках или в коробах, подвешенных к кареткам или тележкам, движущимся вместе с ходовой частью по подвесному направляющему пути.
Подвески загружаются и разгружаются на ходу конвейера вручную или автоматически. Во время транспортирования грузы подвергаются различным технологическим операциям (механической очистке в пескоструйных камерах, мойке и травлению в химических ваннах, окраске, сушке, термообработке, складированию, сборке и т. д.).
Подвесные конвейеры применяют в машиностроительной, химической, пищевой и других отраслях промышленности.
В
зависимости от типа тягового элемента подвесные конвейеры делятся на цепные (наиболее распространенные) и канатные.
Подвесные
конвейеры классифицируют по способу соединения тяговой цепи с подвеской, по
характеру перемещения грузов:
подвесной грузонесущий конвейер (рис.46, а), который имеет каретки с
подвесками, прикрепленные к цепи и перемещающиеся по постоянной трассе подвесных
путей;
подвесной грузотолкающий
конвейер (рис.46, б) имеет
неприкрепленные к тяговой цепи тележки с подвесками, которые движутся по
отдельному подвесному пути при помощи толкателей, закрепленных на тяговой цепи
и толкающих находящиеся перед ними тележки с грузами. Цепь с каретками и
толкателями движется по тяговому подвесному пути, а тележки с грузами – по
самостоятельному грузовому пути;
подвесной несуще-толкающий
конвейер представляет собой сочетание грузонесущего и толкающего
конвейеров. У конвейера такого типа к тяговой цепи
прикреплены каретки с крюками-толкателями, подвеска с грузом прикреплена к
грузовой тележке и перемещается на одних участках трассы проталкиванием (как у
толкающего конвейера), на других – в подвешенном состоянии на крюке каретки
(как у грузонесущего конвейера);
подвесной грузоведущий
конвейер (рис.46, в), перемещает напольные тележки с
грузом, которые передвигаются по полу склада или цеха. Тележки имеют вертикальную
ведущую штангу, взаимодействующую с толкателем каретки, которая соединена с
тяговой цепью и перемещается по подвесному пути;
подвесной несуще-грузоведущий
конвейер перемещает напольные тележки, шарнирно прикрепленные к каретке, движущейся
по подвесному пути. На одних
участках трассы тележка перемещается по полу цеха или склада, на других –
поднимается и транспортируется в подвешенном состоянии (с одного уровня на
другой).
Конструкции
всех типов подвесных конвейеров имеют много общего, используются
унифицированные тяговые цепи, приводы, поворотные и натяжные устройства.
Существенные отличия имеют ходовые пути, тележки и другие специфические
сборочные единицы и элементы.
Цепь
5 (рис.46) связана с каретками
3, имеющими ходовые
катки, которые перемещаются по тяговым подвесным путям 4. Они обычно прикреплены к частям
здания. Цепь приводится в движение
с помощью звездочки или гусеничного привода.
Рис. 46. Схема подвесных конвейеров: а – грузонесущего; б – грузотолкающего; в – грузоведущего;
г – схема трассы пространственного подвесного конвейера; 1 – груз; 2 – подвеска; 3 – каретка; 4 – тяговый подвесной путь;
5 – цепь; 6 – кулачок; 7 – тележка; 8 – грузовой
подвесной путь; 9 – штанга; 10 – напольная тележка
У
грузонесущих конвейеров каретки соединены с подвесками 2, на которых установлены грузы 1. У толкающих конвейеров цепи 5, перемещающиеся по тяговым путям 4, выполнены с кулачками 6, которые толкают подвески 2 с тележками (каретками) 7, перемещающимися на грузовом подвесном
пути 8. Каретки 3 грузоведущих (грузотянущих) конвейеров соединены со штангами 9 напольных
тележек 10 с перемещаемыми грузами.
На рис. 46, г изображена схема
пространственного подвесного конвейера, трасса которого разбита на отдельные
характерные участки. Для поворота направляющего подвесного пути в
горизонтальной плоскости используются специальные поворотные устройства в виде
звездочек, блоков, роликовых батарей и направляющих путей. Повороты в
вертикальной плоскости осуществляются вертикальными плавными перегибами направляющего
пути. Первоначальное натяжение тягового органа создается натяжным устройством,
обычно грузовым. Наибольшее применение нашли грузонесущие конвейеры.
Современные подвесные конвейеры имеют весьма
широкий диапазон параметров: вес транспортируемых грузов – от долей килограмма
до 2,5 т, длина грузов – от
нескольких сантиметров до 6…12 м, скорость
движения грузов примерно от 0,1 до 30 м/мин;
конвейеры с напольными тележками имеют скорость до 45 м/мин. Длина конвейеров доходит до
500…600 м при однодвигательном
приводе и до 2…3 км при многодвигательном
приводе.
4.1.1. Подвесные грузонесущие конвейеры
Подвесной грузонесущий конвейер (рис. 47) состоит из тягового элемента, замкнутого по контуру трассы, с прикрепленными к нему каретками, к которым шарнирно подвешены подвески с транспортируемыми грузами.
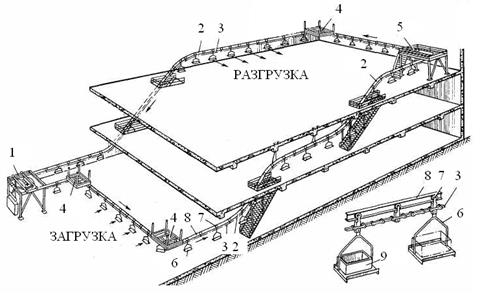
Рис. 47. Подвесной грузонесущий конвейер: 1 – натяжное устройство; 2 – вертикальные перегибы трассы;
3 – тяговый элемент; 4 – поворотные устройства; 5 – привод; 6 – подвески; 7 – каретки;
8 – подвесной путь; 9 – груз
Тяговый элемент с каретками и подвесками движется при помощи привода по замкнутому подвесному пути, подвешенному к элементам или опорным конструкциям здания. Необходимое натяжение тягового элемента обеспечивается натяжным устройством.
Основными
параметрами подвесных конвейеров являются массовая производительность Q (т/ч), штучная производительность Z (шт./ч), скорость цепи v (м/с), шаг цепи tц (м), грузоподъемность каретки Nг (кг). Подвесные
конвейеры классифицируются: по характеру привода: одноприводные
и многоприводные; по типу тягового элемента: цепные и
канатные.
Преимуществами подвесных конвейеров являются:
пространственная трасса, позволяющая обслужить полный производственный цикл не
только в одном помещении, но и в рядом расположенных зданиях; приспособляемость
трассы к возможным изменениям технологического процесса; возможность создания
на конвейере запаса изделий; малый расход энергии; возможность широкого
применения автоматизации.
Элементы подвесных конвейеров
Тяговые элементы и звездочки
Для
конвейеров, расположенных в одной горизонтальной плоскости, тяговым элементом
является цепь (редко – канат).
Для
пространственных конвейеров применяют тяговые разборные цепи, специальные
пластинчатые цепи с увеличенными зазорами в шарнирах и сварные из круглой
стали. Применяются также специальные двухшарнирные
цепи, допускающие работу на поворотах трассы с малыми радиусами перегибов.
Предпочтительны тяговые разборные цепи.
Для
подвесных конвейеров, особенно с пространственной трассой, рекомендуется
применять разборные цепи, конструкция которых допускает поворот звеньев в
плоскости продольных осей шарниров на угол до 13°, что позволяет уменьшить радиусы
вертикальных перегибов трассы. Преимущества перед другими тяговыми органами: высокое
отношение допустимого усилия в цепи Sдon к ее погонному весу qц; простота монтажа, демонтажа, ремонта и изменения длины цепи
(причем для последних операций не требуется никаких специальных деталей);
легкость присоединения каретки к цепи; простота конструкции цепи и ее обслуживания.
Шаг
цепей обычно составляет 80, 100, 160 мм.
Из
других тяговых элементов подвесных грузонесущих конвейеров представляют интерес
специальные двухшарнирные цепи, позволяющие получить
очень малые радиусы изгиба цепи в обеих плоскостях. На рис.48 представлена двухшарнирная
пластинчатая цепь типа Д-160.
Рис. 48. Двухшарнирная пластинчатая
цепь Д-160
Число
зубьев z приводных
звездочек принимают: для цепей сварных – 16...24; пластинчатых – 8...20;
разборных – 6...20 (zmin = 4). При выборе шага цепи и числа зубьев звездочки
следует учитывать возможность прохождения грузов на поворотных звездочках.
Грузонесущие
элементы
Каретки предназначаются для крепления подвесок
с грузами, вместе с которыми перемещаются по подвесным путям, и для поддержания
тягового элемента. Наиболее часто применяются типовые каретки
(рис. 51, а). Для конвейеров с разборными цепями установлены
три типа кареток: холостая, рабочая нормальная и
рабочая траверсная. Холостая каретка служит для поддержания цепи,
рабочая нормальная – для поддержания цепи и транспортирования груза, рабочая траверсная – для перемещения груза, вес
которого превосходит грузоподъемность одной каретки или который имеет
большие габариты, на двух или более каретках.
Траверсную подвеску грузов в случае, если позволяют условия (высота конвейера,
скорость движения ходовой части и пр.), рекомендуется осуществлять на гибких
элементах.
Конструкция каретки зависит от типа направляющих путей, по которым она перемещается. Каретка (рис. 49) подвесного конвейера состоит из двух катков с консольными осями и подшипниками, кронштейнов и прокладки.
Рис.
49. Каретка подвесного грузонесущего конвейера:
1
– цепь; 2 – катки; 3 – кронштейн; 4 – прокладки
Типовая конструкция каретки (рис. 51, а) имеет безребордные катки с наклоненной осью с закаленной до
высокой твердости поверхностью катания; катки – на подшипниках качения со
сфероконическим ободом (как единый комплект) с лабиринтным уплотнением;
наибольшее распространение в конвейерах с разборными цепями шагом 80 и 100 мм получили штампованные из
листа кронштейны с приваренной осью. Кронштейны кареток должны иметь высокую
прочность и жесткость при минимальной массе.
Наибольшая
нагрузка Qcm соответствует
грузонесущей способности рабочей нормальной каретки в состоянии покоя на
горизонтальном участке. В реальных условиях эта нагрузка должна быть снижена в
зависимости от скорости ходовой части, продолжительности действия нагрузок на
каретки, количества и крутизны вертикальных перегибов.
Шаг кареток (рис. 50) зависит от шага
подвесок с грузом и необходимых радиусов вертикальных перегибов, с
уменьшением шага кареток радиус уменьшается. Для конвейеров с вертикальными перегибами каретки устанавливают на
расстоянии 4–10 шагов цепи, но не более
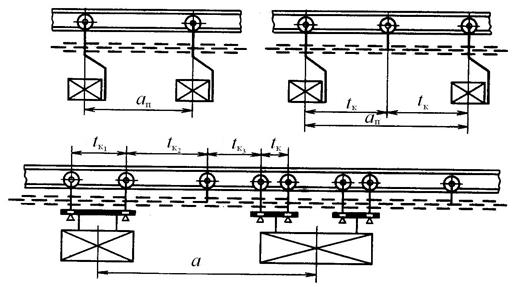
Рис.
50. Схема установки одинарных и траверсных кареток на тяговой цепи
Для конвейеров
с пространственной трассой шаг кареток обычно принимается не более 6–10 шагов
цепи. Если шаг подвесок больше, то между грузовыми
устанавливают опорные каретки, тогда шаги кареток могут быть одинаковыми или
неодинаковыми.
Для конвейеров
с вертикальными перегибами шаг кареток tк
= (4–10) tц, при большем шаге
устанавливают вспомогательные каретки для предотвращения чрезмерного провисания
цепи.
На
рис. 51, б приведена каретка конвейера весьма легкого типа с канатной
тягой. Особенностью этой каретки является надежное закрепление каната; в то же
время на вертикальных поворотах трассы канат не переламывается даже при весьма
малых радиусах поворота.
Пример
каретки для конвейера со сварной круглозвенной цепью представлен на рис. 51, в.
В конвейерах с двухшарнирной
пластинчатой цепью каретки отсутствуют, груз подвешивается непосредственно к
пластинам цепи.
Рис. 51. Рабочие каретки
конвейеров: а – с разборной цепью;
б – с канатной тягой; в – со сварной круглозвенной цепью
Характеристика кареток дана в табл. 6.
Таблица 6. Характеристика
кареток конвейеров с разборной цепью
|
Обозначение каретки |
Шаг цепи t, мм |
Диаметр катка D, мм |
Число подшипников в
катке |
Диаметр подшипника dп, мм |
Размеры,
мм
(рис. 51, а) |
Вес, кг, не
более |
|||
|
А |
Б не
более |
В не
менее |
Г
не
менее |
||||||
|
80-65 100-80 160-125 |
80 100 160 |
65 80 125 |
1 1 2 |
17 20 20 |
75 105 125 |
125 155 180 |
20 25 35 |
15 20 25 |
3 7,5 13 |
Поворотные
устройства
Поворотные устройства (рис. 52) служат для изменения направления
движения тягового элемента на горизонтальных поворотах и устанавливаются на стойках
с консолями, на кронштейнах, тягах и конструкциях, подвешиваемых к перекрытию
здания. Поворотные устройства бывают в виде
звездочек, блоков, роликовых батарей и направляющих путей. Выбор поворотного
устройства зависит от типа тягового элемента, его натяжения и радиуса поворота.
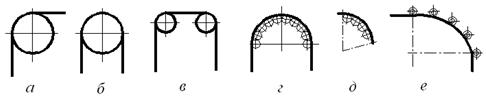
Рис.
52. Схемы горизонтальных поворотов подвесных конвейеров:
а, б, в – на звездочках
или блоках; г, д – на роликовой
батарее; е – на направляющей шине
Поворотное
устройство со звездочкой
применяют для разборной, пластинчатой и др. цепей. Поворотные звездочки имеют 6–13 зубьев, диаметр начальной окружности 300–1300 мм, изготавливаются из стали 35Л, из
серого чугуна или сварными из листовой стали Ст3.
На рис. 53 показано типовое поворотное устройство
со звездочкой (блоком). Поворотный участок пути 1 крепится к сварной опоре 4, на которой закреплена
неподвижная ось 5 с подшипниками качения и поворотная звездочка 3 или
блок 2.
Рис. 53. Поворотное устройство со
звездочкой (блоком): 1 – поворотный
участок пути;
2 – блок; 3 – звездочка; 4 – опора; 5 – неподвижная ось
Поворотные блоки разделяют по профилю обода: с гладким ободом и с выемкой. Поворотные блоки используют для пластинчатых, разборных, круглозвенных цепей и канатов. Блоки имеют диаметр 300–1200 мм, изготавливаются из серого чугуна или свариваются из стали. Звездочки и блоки устанавливают на подшипниках качения на неподвижной оси опоры, которая закрепляется на металлоконструкции.
Роликовая батарея представляет собой ряд стационарных роликов,
расположенных по дуге. На рис. 54 показана
секция роликовой батареи. Эти батареи применяют для разборных и пластинчатых
цепей при изменениях их направления на угол менее 90° или же при больших
радиусах горизонтального поворота (более 750 мм). Диаметр роликов принимают равным
65...130 мм. Применяют секции с углами поворота на 15, 30 и 45°. Радиусы
роликовых батарей, измеряемые по оси огибаемой цепи, выбираются равными 0,63;
0,8; 1,0; 1,25; 1,6; 2,0; 2,5 м. Для подвесных грузоведущих
конвейеров радиусы роликовых батарей назначают большими – до 6 м.
Рис. 54. Поворотное устройство
подвесного конвейера
на
роликовой батарее
Оси роликов крепятся на неподвижном каркасе
на металлоконструкции или на ходовом пути. Ролики изготавливают из серого
чугуна или из стали 40, диаметр роликов
Направляющие шины представляют собой изогнутый по радиусу
участок ходового пути и используются для двухшарнирных
и стержневых цепей.
Поворотные устройства устанавливаются на металлических стойках с консолями, на кронштейнах, тягах и конструкциях, подвешиваемых к перекрытию здания.
Радиус поворота пути в горизонтальной
плоскости зависит от типа и размеров поворотного устройства и типа тягового
элемента, радиус поворота пути на звездочке выполняют меньше радиуса ее
начальной окружности. При повороте на блоках с гладкими
ободами радиус поворота пути определяют с учетом
расположения тягового элемента и каретки на блоке.
Радиус
вертикальных перегибов трассы конвейера зависит от натяжения цепи;
конструктивного соединения цепи с кареткой; расстояния между каретками; типа,
конструкции и шага цепи; профиля направляющего подвесного пути. Вертикальные подъемы и спуски на трассе
конвейера (рис. 55) обеспечиваются применением двухшарнирной
или секционной цепи с шарнирной подвеской в виде жесткого треугольника (или
консольного стержня).
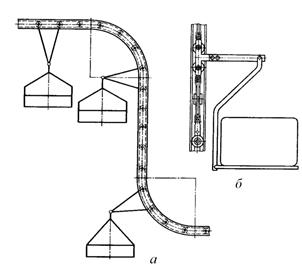
Рис. 55. Участки трассы подвесного грузонесущего конвейера
с вертикальными перегибами с шарнирной подвеской:
а – в виде треугольника; б – консольного стержня
При установке на конвейере кареток с шагами разной величины радиусы перегибов выбирают по наибольшим шагам, радиусы вертикальных перегибов принимают одинаковыми для увеличения срока эксплуатации цепей, путей и кареток. При сочетании горизонтального поворота с вертикальным перегибом между начальными и конечными точками перегибов необходимы прямые участки для исключения возможности изгиба звеньев цепи в двух направлениях.
На вогнутых кривых вертикальных поворотов путей устанавливаются направляющие контршины для устранения чрезмерного подъема кареток и правильного направления их движения (рис. 56).
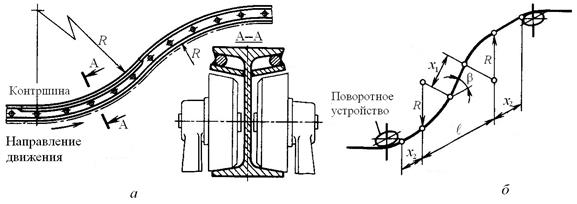
Рис. 56. Схемы вертикальных перегибов подвесного пути:
а – расположение контршин; б – сочетание вертикальных и горизонтальных поворотов
Подвесной путь
Подвесной путь,
по которому движутся каретки, поддерживающие цепь и подвески с грузами,
называют направляющим или ходовым. Конфигурация направляющего пути зависит от
профиля трассы конвейера.
Подвесные пути конвейеров бывают одно- и двухрельсовыми. Однорельсовые пути (рис. 57, а–в) делают из двутавровых балок № 10...18, из труб диаметром
100...150 мм и гнутых профилей коробчатого сечения, двухрельсовые
пути (рис. 57, г) – из двух уголков или двух гнутых профилей, из полос
или рельса узкой колеи. Например, путем для конвейеров с разборной цепью с
шагом t = 80 мм служит
двутавр № 10, для конвейеров с цепью t =
100 мм – двутавр № 12 или 14, а для конвейеров с цепью t =
160 мм – двутавр № 16 или 18.
Применение двух двутавров позволяет при малых
пролетах иметь более легкий путь, а в случае невозможности частого закрепления
трассы – более жесткий и тяжелый. Кроме того, для тяжелонагруженных
путей применяют двутавры с нижней полкой, усиленной
приваркой полосы.
а б
в г
Рис. 57. Профили подвесного пути: а–в – однобалочные; г – двухбалочные
Путь из двутавровых балок применяется на конвейерах среднего и тяжелого типов, его преимуществами являются простота изготовления и монтажа, жесткость и возможность использования верхних полок в качестве контршин. Пути из уголков и фасонных профилей устанавливаются на конвейерах среднего, легкого и весьма легкого типов; к их преимуществам относятся малая масса, возможность использования кареток с цилиндрическими катками, наличие промежутка между путями, что обеспечивает вертикальные перегибы с малым радиусом; недостатками являются малая жесткость и трудоемкость монтажных работ.
Пути изготавливают отдельными секциями, соединяют между собой раздвижными и неподвижными стыками, которые выполняют сварными и болтовыми с центрирующей накладкой. Стыки располагают на 1–1,5 м от опоры. Балки пути подвешиваются к конструкциям здания или к отдельным поддерживающим стойкам, чтобы не загромождать производственные площади. Подвесные пути рассчитывают на прочность по методам строительной механики.
Приводы
Приводы подвесных конвейеров для всех типов цепей
применяют угловые со звездочкой и прямолинейные гусеничные; для каната и
круглозвенной цепи используют фрикционные приводы. Угловой привод со звездочкой
устанавливают в местах горизонтального поворота трассы конвейера на 90 или
180º; гусеничный привод – на горизонтальных прямолинейных участках трассы.
Механизмы гусеничного привода размещают
на подвижной раме, которая может перемещаться внутри неподвижной рамы
подвесного пути.
Приводы подвесных конвейеров обеспечивают
постоянную или переменную скорость. Плавное изменение скорости достигается за
счет применения вариатора скорости, гидромотора или
электродвигателя постоянного тока. Привод устанавливается в точке максимального
натяжения тяговой цепи – после длинных тяжело загруженных горизонтальных
участков или больших подъемов для получения оптимальных величин тягового усилия
и натяжения цепи (чтобы на участках трассы, имеющих большое количество
поворотов, натяжения тягового
элемента и величины сил сопротивлений были
минимальными).
В многоприводном
конвейере периодически устанавливают несколько приводных механизмов. В системе
совместно работающих приводов все приводные механизмы конвейера должны иметь
электродвигатели с одинаковыми характеристиками и одинаковое передаточное
число.
Натяжные
устройства
Натяжные устройства подвесных конвейеров – грузовые (имеют наибольшее применение), пневматические, гидравлические, пружинно-винтовые и винтовые устанавливаются на повороте трассы на 180º в зоне малых натяжений, непосредственно после привода или после спуска
Количество натяжных устройств на конвейерах с объединенным приводом должно быть равно количеству приводных звездочек во избежание перенапряжения цепи при неравномерном ее изнашивании. В многоприводных конвейерах количество натяжных устройств равно количеству комплектов приводных механизмов. На конвейерах легкого типа натяжное устройство иногда объединяют с приводом, что позволяет исключить одно-два поворотных устройства.
Подвески
Подвески являются грузонесущими элементами подвесного
конвейера. Подвески имеют разнообразные конструкции, которые зависят от свойств груза, его размеров и массы, назначения конвейера,
способа загрузки и разгрузки. Подвески выполняются в виде этажерок, лотков,
крюков, захватов, коробов и др. и имеют шарнирное крепление к каретке или
траверсе для обеспечения вертикального положения на наклонных участках и надежного положения груза.
Подвеска
должна быть прочной, экономичной, удобной для загрузки и разгрузки, надежной и
безопасной для перемещения грузов на горизонтальных и наклонных участках трассы
конвейера. Загрузка и разгрузка
подвесок производится вручную, при помощи грузоподъемных устройств,
полуавтоматически или автоматически (рис. 58, 59).
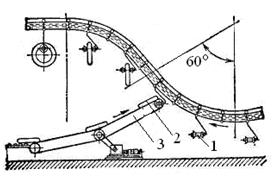
Рис. 58. Схема полуавтоматической загрузки подвесного конвейера:
1 – подвеска; 2 – груз; 3 – ленточный конвейер
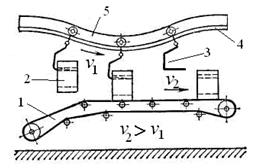
Рис. 59. Схема полуавтоматической разгрузки подвесного конвейера:
1 – ленточный конвейер; 2 – груз; 3 – подвеска; 4 – цепь; 5 – подвесной путь
Система
автоматического адресования
Система автоматического адресования
подвесок обеспечивает автоматическую загрузку и разгрузку в обусловленных
местах.
Автоматическая разгрузка подвесок
производится следующим образом: системой автоматического адресования
подвеске задается пункт – адрес разгрузки; подвеска на ходу конвейера адресоносителем включает исполнительный механизм, при помощи
которого подвеска или ее опорная часть освобождается от груза, или груз
передается на устройство вне конвейера.
По способу управления различают системы
децентрализованного (местного) и централизованного (с общего пульта) адресования, а также комбинированные системы управления.
Система децентрализованного управления (рис. 60)
включает в себя комплект адресоносителей АН с
набором элементов адресования, считывателей адреса С1-С3,
устройств для приведения элементов адресования в
нейтральное положение СА (сбрасывателя адреса) и адресователя А (настройщика адреса на адресоносителе)
блока управления БУ и исполнительных
механизмов ИМ.
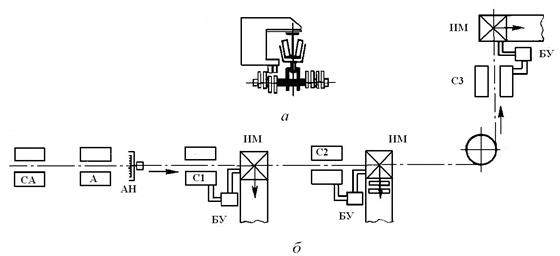
Рис. 60. Схема децентрализованного управления адресованием:
а – контактное считывание адреса; б – схема расстановки комплекта аппаратуры
Элементами адресования
(информации) являются диски, штыри, клавиши, выступы и контакты, комбинация
расположения которых на адресоносителе задает
определенный адрес транспортируемому грузу.
Адресоноситель АН (рис. 60) устанавливается на каждой
подвеске конвейера и задает маршрут следования груза. Считыватели адреса С устанавливают перед устройствами загрузки и разгрузки;
сбрасыватель адреса СА – после пунктов разгрузки перед началом нового маршрута;
автоматический адресователь А – в начале нового
маршрута, в пункте распределения грузов. Количество возможных адресов зависит
от количества элементов адресования, расположенных на
адресоносителе, способов их расположения и считывания
и числа их одновременного действия, т. е. количество возможных адресов А определяется сочетанием числа элементов m из общего количества n.
Количество возможных адресов при
одностороннем считывании элементов адресования,
расположенных с одной (правой или левой) стороны пути конвейера
![]()
где ![]() – знак
сочетания числа элементов m из общего их количества n;
– знак
сочетания числа элементов m из общего их количества n;
n – общее количество элементов адресования, расположенных на адресоносителе,
шт.;
m – число одновременно
действующих при установке адреса элементов адресования,
шт.
Количество адресов при двустороннем считывании
![]()
Контрольные и предохранительные устройства.
Для исключения возможности падения
перемещаемых грузов на всех подъемах и спусках трассы, а также на горизонтальных
участках, расположенных над проходами и проездами, устанавливают ограждения в
виде лотка, которые выполняют из стальной сетки или листовой стали, укрепляют
на рамке, подвешенной к ходовой части конвейера.
Случайные перегрузки привода и ходовой части
конвейера контролируются установленными в приводе срезными штифтами и упорными
пружинами. Для предохранения от аварии при случайном обрыве цепи на конвейере
устанавливают специальные ловители, захватывающие цепь или каретки при обрыве
цепи.
Положения тележки и грузов натяжного устройства
контролируются конечными выключателями, установленными на раме натяжного
устройства. Исследование состояния цепи проводится вручную или автоматически.
Конвейер (система подвесных конвейеров) имеет центральный пульт управления, на
котором расположены пусковое и сигнальное устройства, лампы световой
сигнализации, мнемосхема трассы с указанием
пунктов загрузки и разгрузки конвейера.
На пульте отражается и фиксируется положение
всех конечных выключателей, установленных на трассе конвейера, располагаются счетчики
грузов. Современные конвейерные комплексы оснащены автоматизированной системой
видеонаблюдения с устройствами электронного слежения, информация с которых оперативно
передается на процессор центра управления.
Расчет подвесных конвейеров
Исходными данными
к расчету являются:
- схема трассы;
- масса и габаритные размеры груза;
- производительность Q, т/ч;
- характеристика условий работы;
Основные расчетные
параметры, получаемые в ходе расчета:
- штучная производительность Z (шт/час);
- скорость v (м/мин);
- шаг подвесок ап (м);
- количество грузов на подвеске i (шт).
Наименьший
шаг подвесок аmin должен
обеспечивать свободную проходимость грузов на горизонтальных поворотах с
наименьшим радиусом Rmin и на вертикальных
перегибах с наибольшим углом наклона (рис. 61).
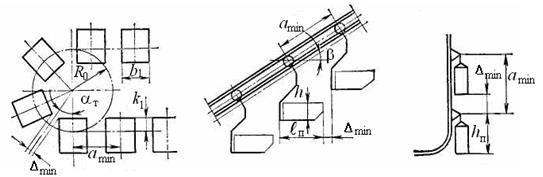
а б в
Рис. 61. Схемы для расчета шага подвесок на участке:
а – горизонтальном; б – наклонном; в – вертикальном
Минимальный
шаг подвесок проверяют по
условию свободной проходимости
aПmin=(lmax+∆min)/cosβ,
где lmax – максимальная длина подвески с грузом;
∆min= 0,15–0,2 м – минимальный зазор между
подвесками и грузом;
β – угол наклона трассы к горизонтали (β≤45°).
Минимальный
шаг подвесок на вертикальных
участках
amin=hП+∆min,
где hп – максимальная высота подвески, м.
Шаг подвесок должен быть кратным двум шагам
цепи, скорость движения тяговой цепи v = 3–25 м/мин в зависимости от массы грузов, производительности и
способов загрузки и разгрузки.
Нагрузки
на каретку конвейера
На подвесном конвейере с одноплоскостной трассой, расположенной в горизонтальной плоскости, нагрузка на каретку Qкар, Н, слагается из весов (сил тяжести), Н, транспортируемого груза Gг, подвески Gп, каретки Gк и отрезка цепи между каретками:
![]()
где
qц – масса 1 погонного метра цепи, кг/м; tк – шаг кареток, м.
У
толкающего конвейера груз не подвешивается в каретке, поэтому нагрузка, Н, на
каретку
![]()
Эти
нагрузки, постоянные по величине и направлению, являются основными нагрузками
для расчета деталей каретки. При использовании типового оборудования по этим
нагрузкам определяют допускаемую нагрузку (вес груза с подвеской) и фактическую
долговечность подшипников и катков.
На
конвейере с пространственной трассой, имеющей вертикальные перегибы, кроме сил
тяжести, на каретку действуют также составляющие от натяжения цепи на
вертикальном перегибе. В этом случае нагрузка на каретку будет переменной: на горизонтальных
участках трассы она равна Qкар или Qкар.т, а на дугах
вертикальных перегибов – геометрической сумме нагрузок Qкар и дополнительной составляющей Р от натяжения цепи S:
![]()
где
S – натяжение
цепи на вертикальном перегибе трассы конвейера, Н; Кк=
tк / R – коэффициент
отношения шага кареток к радиусу перегиба цепи; ![]() – центральный угол
расположения двух соседних кареток на перегибе трассы, град.
– центральный угол
расположения двух соседних кареток на перегибе трассы, град.
На
дуге выпуклостью вниз усилие Р направлено
вверх и вычитается из усилия Qкар, а на дуге
выпуклостью вверх усилие Р направлено вниз и складывается с усилием Qкар. Трасса пространственного подвесного конвейера имеет обычно
несколько вертикальных перегибов с различным натяжением цепи. Нагрузка на каретку
будет соответственно различной, возрастая с увеличением натяжения цепи и
уменьшением радиуса вертикального перегиба.
Максимальная
расчетная нагрузка на каретку, Н, будет на выходной дуге вертикального перегиба
с наибольшим натяжением цепи Smax и минимальным радиусом перегиба Rmin , м:
![]()
Для
подвесного толкающего конвейера в формулу (1) вместо Qкар надо
подставить усилие Qкар.т.
По
нагрузке Qкар.max производится расчет катков, оси и
кронштейнов каретки на прочность.
Подшипники
качения катков кареток рассчитывают на эквивалентную нагрузку Qкар.экв, определяемую по построенному графику нагрузок на каретку в зависимости
от величины и продолжительности действия каждой из составляющих нагрузок.
Для
конвейера с трассой, расположенной в горизонтальной плоскости, Q’кар.экв = Qкар.
При применении типовых кареток с принятой расчетной
нагрузкой допускаемая нагрузка (вес груза с подвеской) определяется по фактическим
(для проектируемого конвейера) эквивалентной нагрузке и скорости конвейера на
основании расчетного коэффициента работоспособности подшипников катков
каретки.
Нагрузка
на тележку подвесного толкающего конвейера Qт не зависит от натяжения цепи (поскольку тележка не имеет
соединения с цепью) и слагается из сил тяжести транспортируемого груза Gг, подвески Gп и тележки Gт:
![]()
На
горизонтальных участках трассы конвейера (а следовательно, и на всей трассе
конвейера, расположенного в одной плоскости) нагрузка Qт распределяется
равномерно на все катки тележки, если не учитывать влияния весьма небольшого по
величине (2…4% Qт) усилия толкания
тележки, приложенного на некотором расстоянии от оси катков.
На
наклонном участке трассы конвейера нагрузки на катки тележки увеличатся из-за
дополнительного сопротивления подъему. Максимально допускаемый угол наклона
путей конвейера определяется прочностью звена цепи с толкателем и полки ходового
пути, а также контактными напряжениями катков тележки. Обычно принимают угол
наклона 30…35°. Расчет подшипников тележки выполняется по эквивалентной
нагрузке в соответствии с построенным графиком нагружения
тележки за один цикл (кругооборот) по трассе.
Тяговый расчет грузонесущих и толкающих конвейеров
Тяговый
расчет подвесных грузонесущих и толкающих конвейеров выполняется общепринятым
методом – путем последовательного суммирования линейных и местных
сопротивлений на участках трассы конвейера, начиная с точки наименьшего
натяжения. Точкой минимального
натяжения является точка в начале участка после наиболее загруженного спуска
или точка сбегания цепи с приводной звездочки (у горизонтального конвейера). Первоначальное натяжение цепи у грузонесущего конвейера
обычно принимают Smin = 500…1000
Н, у толкающего конвейера Smln = 1000…2000 Н. Для конвейера с фрикционным приводом
минимальное натяжение определяется из условия обеспечения необходимого тягового
усилия на приводном блоке (условие Эйлера).
Тяговое усилие
на приводной звездочке и необходимую мощность двигателя определяют при
максимальных скоростях и нагрузке, электродвигатель и редуктор выбирают по
каталогу.
4.4.2. Подвесные грузотолкающие конвейеры
Подвесной грузотолкающий конвейер имеет замкнутую тяговую цепь с прикрепленными к ней каретками, которые перемещаются по верхним ходовым (тяговым) путям. Контур тяговой цепи располагается в одной плоскости или в пространстве и приводится в движение угловым или прямолинейным приводом. Основное оборудование толкающих конвейеров унифицировано с грузонесущими конвейерами, но подвесной толкающий конвейер значительно сложнее и дороже.
Основное отличие толкающего конвейера от
грузонесущего состоит в том, что у толкающего конвейера подвеска с грузом при
помощи толкателя подвешивается к тележке, движущейся по отдельному подвесному
грузовому пути. Толкатели прикреплены к звену цепи или каретке, тележка к
тяговой цепи не прикрепляется. Каретки и толкатели, соединенные общим контуром
тяговой цепи, движутся по отдельному тяговому пути, который расположен
параллельно грузовому.
Использование толкающего конвейера
целесообразно на транспортно-технологических линиях для одновременного
транспортирования, выполнения технологических операций и складирования
разнообразных штучных грузов, узлов и агрегатов в различных отраслях
промышленности.
Повороты путей подвесных
грузотолкающих конвейеров в горизонтальной плоскости осуществляются поворотными устройствами, в
вертикальной плоскости – изгибом тягового и грузового путей, как у грузонесущего
конвейера; первоначальное натяжение цепи осуществляется натяжным устройством.
Тяговая цепь, привод, поворотные и натяжные
устройства грузонесущего и толкающего конвейеров имеют одинаковые конструкцию и
параметры. Отсутствие крепления тяговой цепи к тележке и
наличие двух раздельных путей (тягового для кареток с цепью и грузового для
тележек с грузом) позволяют свободно включать и отключать тележки от контура
действия тяговой цепи, переводить их на ответвления путей с помощью автоматически
управляемых передаточных устройств и останавливать на ходу конвейера в заданных
местах трассы при помощи остановов или автостопов.
Основными элементами подвесных толкающих конвейеров являются:
грузовые тележки служат для перемещения подвески с грузом по грузовым путям, тележки выполняют с двумя, четырьмя и шестью катками;
толкатели служат для перемещения тележки по грузовым путям; толкатели установлены на звене тяговой цепи между двумя каретками или на каретке; выбор конструкции толкателя определяется назначением и конструкцией конвейера;
ходовые пути: для
конвейеров легкого и среднего типов грузоподъемностью
автостоп – механизм для отцепления тележки от толкателя движущейся цепи;
остановы – механизмы для остановки тележки в заданном месте грузового пути;
передаточные
устройства предназначены для
перемещения тележки или сцепа с одного конвейера на другой;
опускные и выдвижные секции – механизмы для вертикального (стационарная
секция) и горизонтально-вертикального (передвижная секция) перемещения отрезка
грузового пути с тележкой или сцепом с одного уровня трассы на другой;
предохранительные устройства (как у грузонесущих конвейеров): на подъемах и спусках трассы устанавливаются ловители тележек, случайно отсоединившихся от толкателей (принцип действия и порядок размещения ловителей тележек такие же, как и ловителей цепи);
система автоматического адресования: в толкающих конвейерах кроме обеспечения автоматической загрузки и разгрузки подвесок автоматическое адресование служит для распределения тележек по ответвлениям (заданному маршруту следования) в общей системе путей конвейера, количественного и номенклатурного учета перемещаемых грузов, контроля их движения и пооперационного включения некоторых технологических устройств.
По взаимному расположению тягового и грузового путей различают вертикальные и горизонтальные толкающие конвейеры. Тяговый и грузовой пути соединяют между собой и подвешивают к перекрытию здания или отдельным металлоконструкциям.
Отсутствие крепления тяговой цепи к тележке и наличие двух раздельных путей (тягового для кареток с цепью и грузового для тележек с грузом) позволяют свободно включать и отключать тележки от контура действия тяговой цепи, переводить их на ответвления путей с помощью автоматически управляемых передаточных устройств и останавливать на ходу конвейера в заданных местах трассы при помощи остановов или автостопов.
Основным
параметром толкающего конвейера является грузоподъемность тележки. Общая
протяженность трассы толкающих конвейеров на современных технологических линиях
достигает
Использование толкающего конвейера позволяет объединить в единую автоматизированную систему отдельные различные по ритму транспортные и технологические линии с многочисленными разветвлениями, объединяемыми несколькими тяговыми трассами.
4.4.3. Подвесные несуще-толкающие конвейеры
Подвесной несуще-толкающий конвейер представляет собой сочетание грузонесущего и толкающего конвейеров: на транспортных участках трассы такой конвейер работает как грузонесущий, на участках складирования, распределения, технологических операций – как толкающий конвейер.
Подвесной несуще-толкающий конвейер имеет тяговый путь, каретки, цепь, привод, поворотные и натяжные устройства грузонесущего конвейера. К каретке шарнирно прикреплен крюк-толкатель, на транспортных участках грузовая тележка с захватной скобой и подвеской перемещается в подвешенном состоянии (как на грузонесущем конвейере), на участках с технологическими операциями устанавливаются грузовые пути с направляющими для крюка-толкателя. Перед технологическим участком грузовая тележка выходит из зацепления с кареткой и проталкивается как на толкающем конвейере.
Распределение
тележек выполняется с помощью системы автоматического адресования.
Переход тележки от грузонесущего конвейера к
толкающему производится автоматически на ходу конвейера. Несуще-толкающие
конвейеры перемещают грузы массой 50-
4.4.4. Подвесные грузоведущие конвейеры
В подвесном грузоведущем конвейере груз располагается на напольной тележке, которая перемещается с помощью захвата или толкателя, закрепленного на каретке. Передние катки тележки установлены на поворотной оси, а задние жестко соединены обоймой, такая конструкция обеспечивает хорошую проходимость тележек на поворотах трассы. На ведущей стойке напольной тележки установлен адресоноситель системы автоматического адресования, тележки распределяются с помощью стрелок на направляющих путях; на отводных путях тележки передвигаются с помощью дополнительных подвесных конвейеров.
Грузоведущие конвейеры имеют скорость до 45 м/мин, т. к.
нет опасности раскачивания грузов. Расположение грузов на
устойчивой тележке, движущейся по полу (сила тяжести груза передается на пол, а
не на подвесной путь), дает возможность грузонесущему конвейеру перемещать
грузы массой до
Грузоведущие конвейеры используются на складах, в багажных отделениях и других местах, где необходимо сортирование и распределение штучных грузов на большой площади.
4.4.5. Подвесные несуще-грузоведущие конвейеры
Подвесной несуще-ведущий конвейер на подъемах и спусках работает как грузонесущий, на горизонтальных участках – как грузоведущий. Напольная грузовая тележка (рис.62) крепится к каретке рычажным захватом: в зависимости от участков трассы транспортируется как подвеска на грузонесущем или как тележка на грузоведущем конвейере.
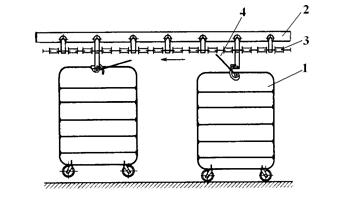
Рис. 62. Схема несуще-ведущего конвейера:
1 – тележка; 2 – подвесной путь; 3 – тяговая цепь; 4 – рычажный захват
Основными параметрами несуще-ведущего
конвейера являются: грузоподъемность тележки до
4.2. Тележечные грузонесущие конвейеры
Тележечный грузонесущий конвейер состоит из замкнутого контура тяговой цепи с постоянно прикрепленными к ней тележками (или платформами), которые движутся по направляющим путям. На тележках располагаются транспортируемые грузы-изделия.
Тележки и направляющие пути являются составными частями конвейера – это является принципиальным отличием грузонесущих тележечных конвейеров от напольных грузоведущих конвейеров.
Тележечные грузонесущие конвейеры используются для пооперационного перемещения тяжелых и габаритных штучных грузов при поточном технологическом процессе, а также на сборочных линиях; в литейном производстве для перемещения литейных форм в процессе сборки, заливки, охлаждения, выбивки, возврата пустых опок и др.
Тележечные грузонесущие конвейеры подразделяют на:
- вертикально замкнутые с опрокидывающимися (рис. 63) и неопрокидывающимися тележками;
- горизонтально замкнутые, трасса которых расположена в горизонтальной плоскости или в пространстве.
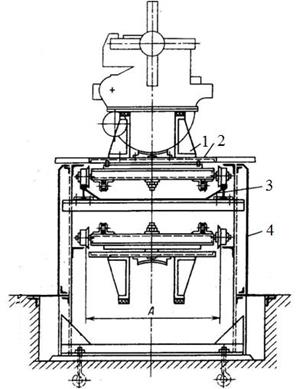
Рис. 63. Конвейер с опрокидывающимися тележками
для сборки автомобильных двигателей:
1 – установочный кондуктор; 2 – поворотное приспособление;
3 – сплошное перекрытие; 4 – ограждение
При небольших производственных помещениях и длительных технологических процессах (охлаждение или сушка изделий на конвейере) грузы могут совершать круговые движения без съема с тележек, что позволяет использовать конвейер как подвижный склад.
Для перемещения тяжелых и крупногабаритных изделий обычно применяют вертикально замкнутые конвейеры (рис. 64), для легких малогабаритных – горизонтально замкнутые.
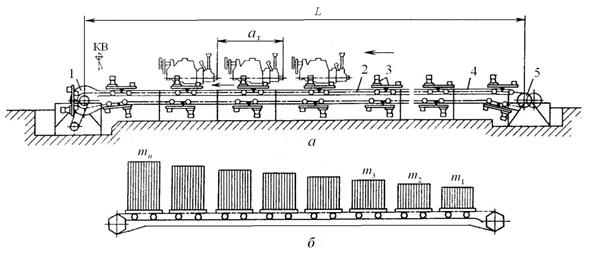
Рис. 64. Схема вертикально замкнутого тележечного конвейера с опрокидывающимися тележками:
а – схема конвейера; б – схема нагрузок на тележки; 1 – привод; 2 – тяговый элемент;
3 – тележки; 4 – опорная металлоконструкция; 5 – натяжное устройство
Основными параметрами тележечных грузонесущих конвейеров являются грузоподъемность и размеры тележки-платформы, которые определяются габаритными размерами и массой транспортируемого груза.
Обычно длина
тележки l в 1,25–2 раза больше ее ширины В (грузы располагаются длинной стороной вдоль
продольной оси конвейера). Номинальный ряд ширины тележек: 200, 320, 400, 500,
650, 800,
Отдельную группу тележечных конвейеров представляют распределительные настольные тележечные конвейеры с автоматической системой адресования тележек, такие конвейеры имеют вертикально замкнутую, горизонтально замкнутую или пространственную трассы. Горизонтально замкнутые тележечные конвейеры имеют напольное или настольное (на уровне высоты столов рабочих мест) перемещение тележек.
По характеру перемещения тележечные грузонесущие конвейеры выполняют с непрерывным или пульсирующим движением. Рабочей ветвью вертикально замкнутых конвейеров является верхняя, что увеличивает его длину и продолжительность производственного процесса. В горизонтально замкнутых конвейерах обе ветви являются рабочими, что требует увеличения рабочей площади.
Тележки конвейеров жестко крепятся к звеньям цепи, при размере колеи тележки А ≤ 4 шагов цепи используют одну цепь, при А > 4 шагов – две цепи. На участке приводной звездочки устанавливают неподвижные направляющие контршины для направления движения тележек при опрокидывании.
Конвейеры с неопрокидывающимися тележками (рис. 65) имеют только прямолинейную горизонтальную трассу и две тяговые цепи, которые располагаются с двух сторон по ширине тележки вне ее габаритов. Каждая тележка имеет две оси: ведущая ось прикреплена шарнирно к тяговым цепям, ведомая ось остается свободной.
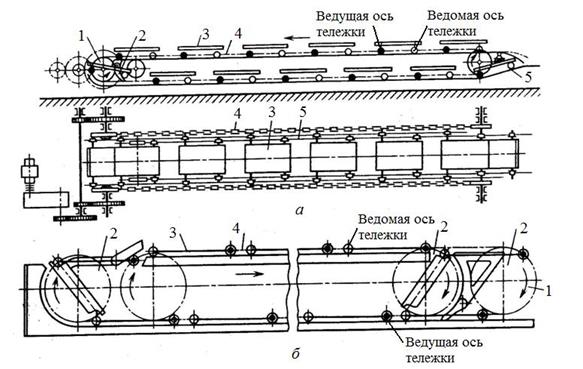
Рис. 65. Схема вертикально замкнутого тележечного конвейера
с неопрокидывающимися тележками, перемещающимися с ветви на ветвь:
а – наклонно; б – плоскопараллельно; 1 – привод; 2 – устройство для передачи тележек
с ветви на ветвь; 3 – тележка; 4 – цепь; 5 – путь
Приводные и натяжные звездочки устанавливают на консольных осях для обеспечения свободного прохождения тележек между цепями.
На поворотных участках тележки перемещаются с небольшим наклоном в сторону или совершают плоскопараллельное движение, оставаясь в горизонтальном положении на всем протяжении поворота – это обеспечивается установкой на поворотных участках системы специальных механизмов и направляющих путей.
Тяговым элементом конвейеров являются цепи: пластинчатые, втулочные и роликовые с шагом 80–320 мм; разборные с шагом 100–160 мм; пластинчатые комбинированные; при малых нагрузках – пластинчатые безвтулочные.
На опорном устройстве тележечных грузонесущих конвейеров должны быть установлены крепления, фиксаторы, зажимы, приспособления для наклона, поворота или подъема изделия, необходимые в процессе сборки. Центр тяжести изделия во время транспортирования должен находиться внутри опорного контура тележки на всех позициях сборки.
Катки тележки устанавливаются на подшипниках качения. Привод – угловой редукторного типа, на конвейерах с опрокидывающимися тележками устанавливают конечные выключатели, сблокированные с электродвигателем. Натяжное устройство – винтовое или пружинно-винтовое, ход НУ составляет 400–500 мм.
Преимуществом тележечных грузонесущих конвейеров является перемещение грузов, как на верхней, так и на нижней ветвях.
4.3. Грузоведущие и шагающие (шаговые) конвейеры
Грузоведущим называется конвейер для перемещения штучных грузов, которые располагаются на тележках, движущихся на собственном колесном ходу, по полу или по направляющим путям, скольжением по настилу, качением по стационарным неприводным роликам, во время движения тележка соединена с тяговым элементом с помощью толкателя.
Тяговым элементом этой группы конвейеров является одна, реже две цепи, канат, комбинация цепи с одной-двумя жесткими штангами, жесткие одна или две штанги.
По расположению трассы грузоведущие тележечные конвейеры выполняются с вертикально замкнутой, горизонтально замкнутой или пространственной трассами.
Грузоведущие тележечные конвейеры имеют напольное, подпольное или подвесное расположение тяговой цепи.
Штанговыми называют конвейеры с тяговым элементом в виде жесткой балки-штанги или сочетания штанги с цепью (канатом, тягой).
Грузоведущие и шагающие конвейеры используются на сборочных, отделочных, ремонтных, распределительных и других транспортно-технологических линиях. Скорость конвейеров определяется ритмом технологических операций и шагом рабочих мест.
К преимуществам этой группы конвейеров относятся: простота конструкции; невысокая стоимость; малые габариты; широкие возможности автоматизации. Конвейеры с пространственной трассой и автоматическим адресованием тележек обеспечивают бесперегрузочное транспортирование по сложной трассе на разных этажах здания.
Грузоведущие тележечные конвейеры легко взаимодействуют со средствами напольного периодического транспортирования (авто- и электротележки, автопогрузчики, краны-штабелеры и др.).
Недостатками грузоведущих и шагающих конвейеров являются: сложность обслуживания при подпольном расположении тяговой цепи, путей и оборудования; необходимость возврата пустых тележек у вертикально замкнутых конвейеров.
4.3.1. Грузоведущие вертикально замкнутые конвейеры
На грузоведущих вертикально замкнутых конвейерах (рис. 66) транспортируемый груз перемещается своим ходом или на тележке по специальным путям, уложенным на полу вне металлоконструкции конвейера.
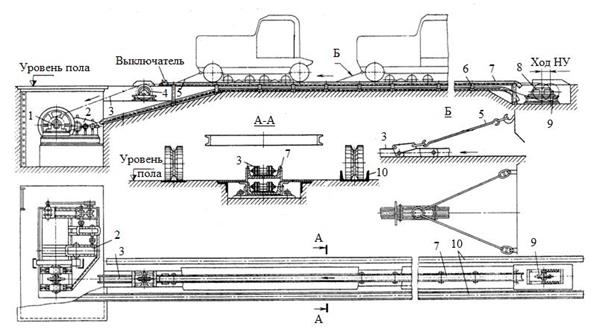
Рис. 66. Вертикально замкнутый безтележечный грузоведущий конвейер
с захватом за цепь конвейера для сборочной линии:
1 – приводная звездочка; 2 – привод; 3 – тяговая цепь; 4 – поворотное устройство; 5 – тяги;
6 – опорная металлоконструкция; 7 – направляющие пути; 8 – натяжная звездочка;
9 – натяжное устройство; 10 – специальные напольные пути
При перемещении на собственном ходу груз соединяется с тяговой цепью крючками или тягами, которые отсоединяются в конце трассы вручную или автоматически.
При перемещении груза на тележках (рис. 67) при скольжении по настилу или качении по роликам (рис. 68) на тяговой цепи устанавливают толкатели (рис. 69), которые упираются в захваты тележек или в упоры грузов и перемещают их по путям. Захват имеет односторонне шарнирное крепление к раме тележки с упором в сторону движения.
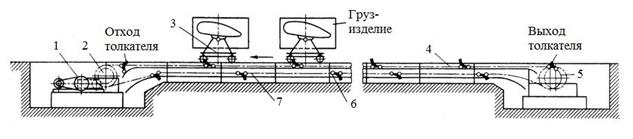
Рис. 67. Схема вертикально замкнутого грузоведущего тележечного конвейера
с горизонтальной трассой движения тележек:
1 – привод; 2 – приводная звездочка; 3 – тележка; 4 – тяговая цепь; 5 – НУ;
6 – опорная металлоконструкция; 7 – направляющие пути
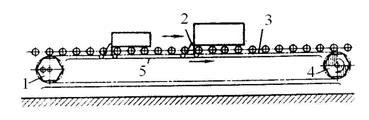
Рис. 68. Вертикально замкнутый грузоведущий конвейер
для перемещения грузов по стационарным роликам:
1 – натяжная звездочка; 2 – толкатель; 3 – тяговая цепь;
4 – приводная звездочка; 5 – направляющий путь
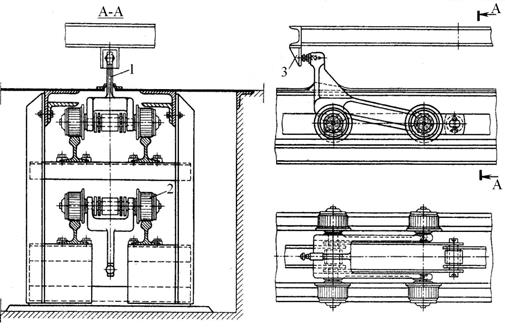
Рис. 69. Ходовая часть грузоведущего тележечного конвейера:
1 – толкатели; 2 – ходовые катки; 3 – захваты
Тяговым элементом грузоведущих вертикально замкнутых конвейеров является одна пластинчатая безвтулочная или втулочная цепь с шагом 80–200 мм, иногда стальной канат диаметром 15–22 мм.
К звеньям цепи на расстоянии шага транспортируемых грузов прикрепляют жестко или шарнирно ведущие толкатели, на тяговом канате прикрепляют крюки-захваты, за которые зацепляются тяги для ведения груза. Направляющими путями служат швеллеры, уголки или узкоколейные рельсы.
Привод конвейеров – угловой
редукторного типа, для канатных конвейеров приводом служит барабанная лебедка реверсивного
действия. Натяжное устройство –
винтовое или пружинно-винтовое и грузовое – для канатных конвейеров. Основными
параметрами грузоведущих вертикально замкнутых
конвейеров являются: общая длина трассы до
4.3.2. Штанговые конвейеры
Грузоведущий штанговый конвейер состоит из одного или двух вертикально замкнутых комбинированных тяговых элементов с толкателями, привода и натяжного устройства. Тяговый элемент движется возвратно-поступательно и перемещает груз с одной позиции на другую на своем ходу или на одной или двух опорных тележках.
Комбинированный цепештанговый элемент на рабочей ветви состоит из нескольких соединенных между собой балок – штанг с закрепленными на их концах отрезками цепи или каната. Длина отрезков цепи на 2–3 м превышает длину рабочего хода конвейера. На обратной ветви тяговым элементом является тяга из круглого стального прута или стального каната диаметром 6–8 мм. Штанги имеют опорные катки и ведущие толкатели, с помощью которых груз перемещается на колесах или тележках по рельсовым путям.
При включении электродвигателя отрезки цепи со штангами приводятся в движение, толкатели передвигают грузы вперед на один шаг, при воздействии автоматического переключателя изменяется направление вращения электродвигателя, и штанги без грузов возвращаются в исходное положение.
Штанговые конвейеры выполняют одноштанговыми с одним рядом штанг и двухштанговыми (рис. 70) с двумя независимыми друг от друга параллельными рядами штанг.
Штанговые конвейеры применяют на линиях сборки или ремонта тяжелых и громоздких изделий (железнодорожных вагонов, платформ, самолетов и др.). Скорость движения штанг составляет 6–15 м/мин; длина конвейера 50–300 м; расстояние между штангами двухштанговых конвейеров 3–8 м; рабочий ход штанги 5–30 м.
Штанга конвейера состоит из отдельных отрезков двутавра, сдвоенных швеллеров или призматических стержней и представляет собой жесткую балку, к штанге крепятся опорные катки и толкатели. Штанга с помощью катков движется по направляющим путям, а толкателями перемещает грузы.
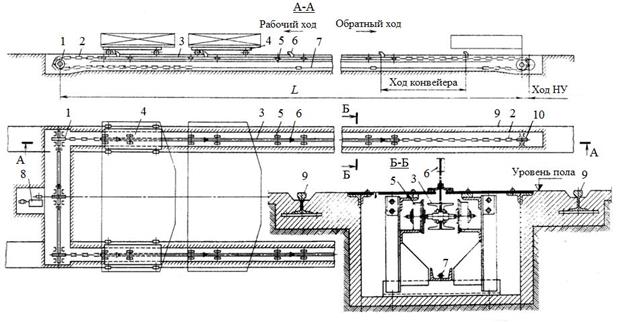
Рис. 70. Схема грузоведущего двухштангового конвейера:
1 – приводная звездочка; 2 – цепь (канат); 3 – штанга; 4 – тележка; 5 – опорные катки;
6 – ведущие толкатели; 7 – тяга; 8 – привод; 9 – рельсовый путь; 10 – натяжная звездочка
Толкатели закрепляются жестко или шарнирно с упором в сторону рабочего движения на расстоянии, соответствующем шагу рабочих позиций на конвейере. В качестве гибкого тягового элемента используется цепь любого типа или канат, привод и НУ обычного типа.
4.3.3. Шагающие конвейеры
Шагающий конвейер (рис. 71) состоит из подвижной рамы, расположенной внутри неподвижной рамы с направляющими роликами, нескольких подъемников с опорными катками и привода.
Перемещение грузов на шагающем конвейере происходит с помощью возвратно-поступательных горизонтальных и вертикальных (шагающих) движений подвижной рамы, на которую укладываются штучные грузы.
Шагающий конвейер используется для периодического перемещения грузов по отдельным операциям технологического процесса в механических, сборочных, термических и др. цехах. Цикл работы шагающего конвейера осуществляется автоматически за четыре последовательных хода подвижной рамы: подъем, рабочий ход (ход вперед), опускание и обратный ход.
Цикл работы шагающего конвейера состоит из следующих операций:
1) транспортируемый груз устанавливается на первую позицию неподвижной рамы, при этом подвижная рама находится в опущенном положении;
2) для передачи груза в следующую рабочую позицию подвижная рама поднимается подъемниками выше уровня неподвижной рамы и подхватывает груз;
3) затем подвижная рама перемещается вперед на один шаг (на расстояние между рабочими позициями); подвижная рама опускается и устанавливает груз на неподвижную раму и возвращается в исходное положение.
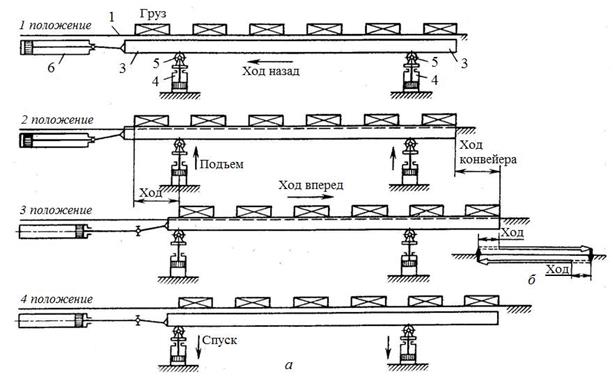
Рис. 71. Схема шагающего конвейера:
а – схемы положений рамы конвейера за один цикл перемещения груза; б – схема перемещения рамы конвейера;
1 – неподвижная рама; 2 – направляющие ролики; 3 – подвижная рама; 4 – подъемники; 5 – опорные катки; 6 – привод
Преимуществами шагающих конвейеров являются легкая доступность к грузу и стабильность его положения на неподвижной раме; простота конструкции (из-за малого количества вращающихся и трущихся пар). К недостаткам относятся: ограниченность (прямолинейность) конфигурации трассы; невозможность непрерывного движения; необходимость устройства приямков для рамы, подъемников и привода, если перемещение происходит на уровне пола; постоянно повторяющиеся динамические нагружения привода и несущих конструкций из-за частых пусков, остановок и торможений.
Основными параметрами конвейеров являются: длина трассы транспортирования 3–150 м; общая грузоподъемность 4–900 т; масса транспортируемого груза 0,1–15 т; число рабочих позиций 4–70; скорость перемещения рамы 1–25 м/мин; ширина конвейера на неподвижной раме 0,4–3,5 м; ритм операций 20–120 мин.
Рамы конвейеров представляют собой прочные и жесткие металлоконструкции из стальных прокатных профилей, их собирают из отдельных секций длиной 3–6 м. Направление движения подвижной рамы строго фиксируется горизонтальными и вертикальными направляющими роликами.
Привод шагающих конвейеров – электромеханический, пневматический, гидравлический с обязательной установкой тормоза. Подъемники выполняются пневматическими, эксцентриковыми или гидравлическими.
Вопросы для самопроверки
- Общее устройство и области применения пластинчатых конвейеров.
- Преимущества и недостатки пластинчатых конвейеров.
- Тяговые элементы пластинчатых конвейеров, параметры выбора тяговых цепей.
-
Назовите типы грузонесущих устройств пластинчатых
конвейеров. Какова область применения того или иного типа?
-
Назовите типы тяговых элементов пластинчатых конвейеров.
-
Назовите виды приводных устройств пластинчатых
конвейеров. Каковы особенности их устройства?
-
Как определяется производительность пластинчатых конвейеров?
-
Как определяются сопротивления движению ходовых устройств пластинчатых
конвейеров?
- Какие элементы используются в качестве опорных путей для ходовых катков цепей?
- Приводы пластинчатых конвейеров, их типы и конструктивное исполнение, места установки на трассе.
- Какие натяжные устройства используются в пластинчатых конвейерах? От чего зависит выбор натяжного устройства пластинчатого конвейера?
- Для чего и в каких случаях в пластинчатых конвейерах используют стопорные устройства или тормоза?
- От чего зависит выбор типа настила?
-
Опишите методику тягового расчета пластинчатого конвейера.
- Особенности выполнения тягового расчета пластинчатого конвейера, имеющего наклонные участки.
- Устройство, особенности конструкции и области применения специальных пластинчатых конвейеров.
- Основные типы и устройство пассажирских конвейеров.
- Основные элементы и основные параметры, устройство и особенности конструкции эскалаторов.
- Конструктивные особенности, обеспечивающие надежность цепей эскалаторов.
- Устройство и конструктивные особенности ступеней эскалаторов.
- Расчет эскалаторов.
- Классификация, области применения скребковых конвейеров, их достоинства и недостатки.
-
Назовите типы рабочих элементов скребковых конвейеров. Какова область
применения того или иного типа?
-
Назовите типы тяговых элементов скребковых конвейеров.
-
Как определяется производительность скребковых конвейеров?
-
Как определяются сопротивления движению подвижных частей скребковых конвейеров?
- Основные параметры скребковых конвейеров со сплошными высокими скребками.
- Какие тяговые органы и натяжные устройства используются в скребковых конвейерах?
- Способы загрузки и разгрузки скребковых конвейеров.
- От чего зависит шаг скребков скребкового конвейера со сплошными высокими скребками?
- Способы крепления скребков, материалы для изготовления скребков.
- Особенности тягового расчета скребковых конвейеров.
-
Опишите методику тягового расчета скребкового конвейера.
- Устройство, назначение и основные параметры скребковых конвейеров с низкими сплошными скребками.
- Устройство, назначение и основные параметры конвейеров с контурными скребками.
- Какие существуют геометрические схемы трасс трубчатых скребковых конвейеров, где располагаются места загрузки и разгрузки?
- Каким образом осуществляется процесс перемещения груза на конвейерах с контурными скребками? Показать некоторые геометрические формы контурных скребков и способы их крепления к тяговым органам.
- Устройство, области применения и основные параметры трубчатых скребковых конвейеров.
- Назначение, устройство, принцип действия, основные параметры и основные элементы штанговых скребковых конвейеров.
- Классификация, области применения и назначение ковшовых, скребково-ковшовых и люлечных конвейеров, их достоинства и недостатки.
- Конфигурация трассы ковшовых, скребково-ковшовых и люлечных конвейеров, способы загрузки и разгрузки.
- Основные конструктивные особенности ковшовых и скребково-ковшовых конвейеров.
- Особенности крепления и установки ковшей, материалы для их изготовления.
- Основные параметры и элементы скребково-ковшовых конвейеров.
- Основные параметры и элементы ковшовых конвейеров.
- Устройство и принцип действия разгрузочной тележки ковшового конвейера.
- Алгоритм расчета ковшовых и скребково-ковшовых конвейеров.
- Назначение, общее устройство и основные параметры люлечных конвейеров.
- Способы крепления и конструкции грузонесущих элементов люлечных конвейеров.
- Назначение, области применения и классификация подвесных конвейеров.
- Общее устройство и основные элементы подвесного конвейера.
- Назовите назначение и область
применения подвесных конвейеров.
-
Приведите типы подвесных конвейеров.
-
Назовите типы подвесок подвесных конвейеров.
-
Назовите типы тяговых элементов, применяемых в подвесных конвейерах.
-
Как определяется производительность подвесных конвейеров?
-
Как определяются нагрузки на каретки подвесных конвейеров?
- Опишите методику тягового расчета скребкового
конвейера.
- Какие цепи применяют в горизонтальных и пространственных подвесных конвейерах?
- Назначение, устройство и разновидности кареток.
- Поворотные устройства подвесных конвейеров.
- Натяжные устройства подвесных конвейеров.
- Места расположения приводов и натяжных устройств подвесных конвейеров.
- Устройство и конструктивные особенности подвесных толкающих конвейеров.
- Конструктивные особенности подвесных несуще-толкающих конвейеров.
- Конструктивные особенности подвесных грузоведущих конвейеров.
- Конструктивные особенности подвесных несуще-ведущих конвейеров.
- Устройство, основные элементы и конструктивные особенности тележечных грузонесущих конвейеров.
- Устройство, основные элементы и конструктивные особенности грузоведущих вертикально замкнутых конвейеров.
- Устройство и конструктивные особенности штанговых конвейеров.
- Устройство, преимущества и недостатки и конструктивные особенности шагающих (шаговых) конвейеров.
email: KarimovI@rambler.ru
Адрес: Россия, 450071, г.Уфа, почтовый ящик 21
Теоретическая механика Сопротивление материалов
Прикладная механика Строительная механика Теория машин и механизмов